刀尖圆弧半径补偿的计算方法
- 格式:doc
- 大小:290.00 KB
- 文档页数:3
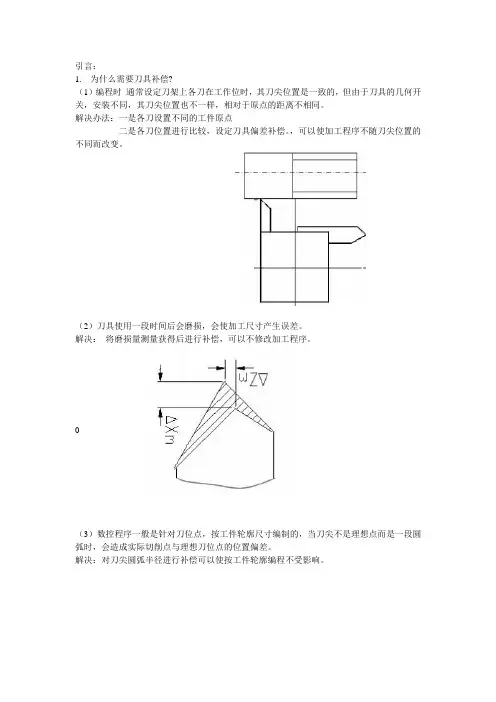
引言:1.为什么需要刀具补偿?(1)编程时通常设定刀架上各刀在工作位时,其刀尖位置是一致的,但由于刀具的几何开关,安装不同,其刀尖位置也不一样,相对于原点的距离不相同。
解决办法:一是各刀设置不同的工件原点二是各刀位置进行比较,设定刀具偏差补偿。
,可以使加工程序不随刀尖位置的不同而改变。
(2)刀具使用一段时间后会磨损,会使加工尺寸产生误差。
解决:将磨损量测量获得后进行补偿,可以不修改加工程序。
(3)数控程序一般是针对刀位点,按工件轮廓尺寸编制的,当刀尖不是理想点而是一段圆弧时,会造成实际切削点与理想刀位点的位置偏差。
解决:对刀尖圆弧半径进行补偿可以使按工件轮廓编程不受影响。
2.刀具补偿的概念是补偿实际加工时所用的刀具与编程时使用的理想刀具或对刀时使用的基准刀具之间的偏差值,保证加工零件符合图纸要求的一种处理方法。
3.刀具补偿的种类分为刀具偏置补偿(T****实现),和刀尖圆弧半径补偿刀具偏置补偿又分为几何位置补偿和磨损补偿4.刀具的偏置补偿(1)几何位置补偿用于补偿各刀具安装好后,其刀位点(如刀尖)与编程时理想刀具或基准刀具刀位点的位置偏移的,通常是在所用的多把车刀中选定一把作为基准车刀,对刀编程主要是以该车刀为准。
补偿数据获取:分别测得各刀尖相对于刀架基准面的偏离距离(X1.Z1)(X2.Z2)(X3.Z3)若选用刀具1为对刀用的基准刀具,则各刀具的几何偏置分别是(2)磨损补偿主要是针对某把车刀而言,当某把车刀批量加工一批零件后,刀具自然磨损后而导致刀尖位置尺寸的改变,此即为该刀具的磨损补偿。
批量加工后,各把车刀都应考虑磨损补偿(包括基准车刀)(3)刀具几何补偿的合成若设定的刀具几何位置补偿和磨损补偿都有效存在时,实际几何补偿将是这两者的矢量和。
(4)刀具几何补偿的实现,刀具的几何补偿是通过引用程序中使用的T 来实现的,过程:将某把车刀的几何偏置和磨损补偿值存入相应的刀补地址中,当程序执行到含有T****的程序行的内容时,即自动到刀补地址中提取刀偏及刀补数据驱动刀架托板进行相应的位置调整T**00取消几何补偿对于有自动换刀功能的数控车床来说,执行T指令时,将先让刀架转位,按刀具号选择好刀具后,再调整刀架托板位置来实施刀补。
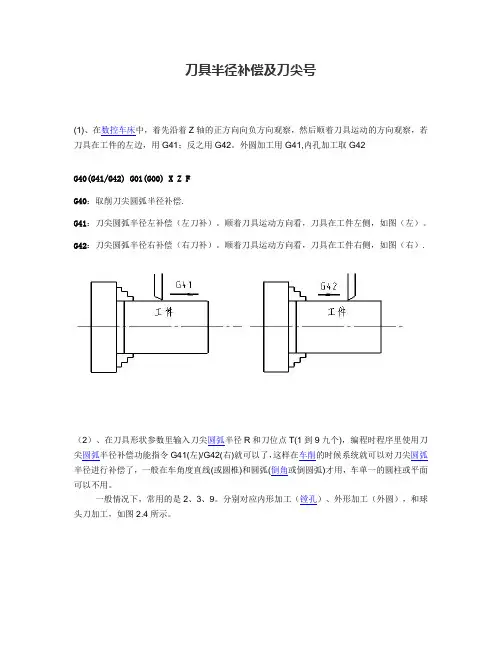
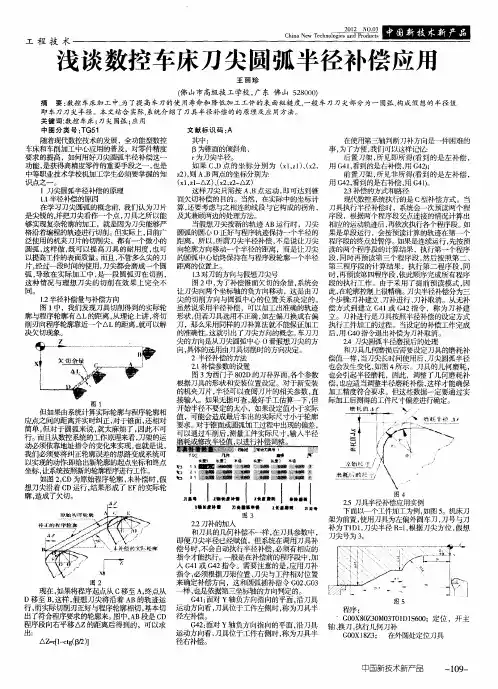
刀具半径补偿功能在数控加工中的应用摘要本文描述了数控加工中刀具半径对零件加工与编程的影响,分析了刀具半径补偿功能在数控加工中的正确使用方法,并针对刀具半径补偿功能在数控车削加工、数控铣削加工中的应用进行了介绍。
关键词半径补偿;数控加工;轮廓;程序随着现代数控成型刀具的普及使用,大大提高了企业的加工能力,但由于刀具总是具有一定的半径,刀具中心运动轨迹并不是加工零件的实际轮廓。
若用刀具中心轨迹来编制加工程序,则程序的数学处理工作量大,当刀具半径发生变化时,则又还需重新修改或编制程序。
这样,编程会很麻烦。
利用刀具半径补偿功能,当编制零件加工程序时,只需按零件轮廓编程,使用刀具半径补偿指令,并在控制面板上用键盘(CRT/MDI)方式,人工输入刀具半径值,数控系统便会根据零件程序和刀具半径自动计算出刀具中心的偏移量,进而得到偏移后的中心轨迹,并使系统按刀具中心轨迹运动,完成对零件的加工。
1 数控车削加工中刀尖圆弧半径补偿的应用1.1 刀尖圆弧半径补偿的分析数控车床编程时可以将车刀刀尖看作一个点,按照工件的实际轮廓编制加工程序。
但实际上,为保证刀尖有足够的强度和提高刀具寿命,车刀的刀尖均为半径不大的圆弧。
一般粗加工所使用的车刀的刀尖圆弧半径R为0.8 mm或1.2 mm;精加工所使用车刀的圆弧半径R为0.4 mm或0.2 mm。
切削加工时,刀具切削点在刀尖圆弧上变动。
在切削内孔、外圆及端面时,刀尖圆弧不影响加工尺寸和形状,但在切削锥面和圆弧时,会造成过切或欠切现象。
因此,当使用车刀来切削加工锥面和圆弧时,必须将假设的刀尖的路径作适当的修正,使之切削加工出来的工件能获得正确尺寸,这种修正方法称为刀尖圆弧半径补偿。
1.2 刀尖圆弧半径补偿的方法对于采用刀尖圆弧半径补偿的加工程序,在加工前要把刀尖半径补偿的有关数据输入到刀补存储器中,以便执行加工程序时,数控系统对刀尖圆弧半径所引起的误差自动进行补偿。
刀尖圆弧半径补偿是通过G41、G42、G40代码及T代码指定的刀尖圆弧半径补偿值来加入或取消。
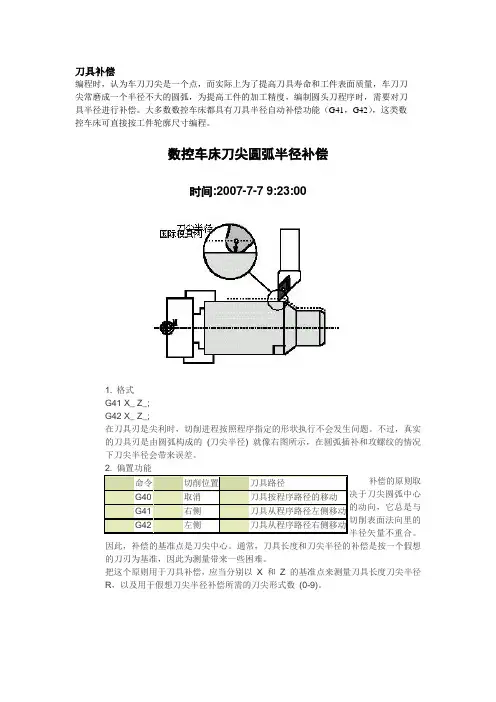
刀具补偿编程时,认为车刀刀尖是一个点,而实际上为了提高刀具寿命和工件表面质量,车刀刀尖常磨成一个半径不大的圆弧,为提高工件的加工精度,编制圆头刀程序时,需要对刀具半径进行补偿。
大多数数控车床都具有刀具半径自动补偿功能(G41,G42),这类数控车床可直接按工件轮廓尺寸编程。
数控车床刀尖圆弧半径补偿时间:2007-7-7 9:23:00这些内容应当事前输入刀具偏置文件。
“刀尖半径偏置” 应当用G00 或者G01功能来下达命令或取消。
不论这个命令是不是带圆弧插补,刀不会正确移动,导致它逐渐偏离所执行的路径。
因此,刀尖半径偏置的命令应当在切削进程启动之前完成;并且能够防止从工件外部起刀带来的过切现象。
反之,要在切削进程之后用移动命令来执行偏置的取消过。
刀尖半径补偿编程原则一, 将刀具的刀尖圆角半径值及刀具的指向编码数存入刀具偏置文档的相应偏置序号处,偏置序号必须先于刀尖半径补偿激活.二, 为了激活刀尖半径补偿,再一个或两个坐标轴都处于非切削状态的直线运动段中编入G41或G42,至少其中一个坐标轴的移动编程量大于或等于刀尖圆角半径值.三, 进入和退出工件切削时必须垂直于工件表面.四, 刀尖半径补偿在下列的工作模式中不起作用:G32,G34,G71,G72,G73,G74,G75,G76, G92.五, 若在G90,G94固定循环中使用刀尖半径补偿,刀尖半径补偿必须先于G90,G94指令激活.六, 若在G70精加工循环中使用刀尖半径补偿,刀尖半径补偿必须先于G70指令的执行,再定位到起始点处先激活七, 在刀具坐标轴运动离开工件时,刀尖参考点离开工件至少三倍于刀尖圆角直径值.在模具制造领域的25个常见问题解答1) 选择模具钢时什么是最重要的和最具有决定性意义的因素?成形方法-可从两种基本材料类型中选择。
A) 热加工工具钢,它能承受模铸、锻造和挤压时的相对高的温度。
B) 冷加工工具钢,它用于下料和剪切、冷成形、冷挤压、冷锻和粉末加压成形。
钳工打表公式一:切削加工刀之线速度:
V=πDN/1000
N=rpm(主轴转数)
D=¢mm(切削直径)
V=M/min
π=3.14
二:切削原动力:
KW=(Ks×V×d×f)÷(6000×λ)
W=Kw(切削原动力)
f=进给量(mm/rev)
d=切削高度(mm)
λ=0.7~0.85(电机传动功率)
三:切削阻力:
P=Ks×q
P=KG
Ks=kg/mm2
q=f×d[切削面积〔mm2〕
四:切削扭力:
T=P×(D/2)
T=kg-m
D=¢mm(切削直径)
五:进给速度与进给量:
Vf=N×f
Vf=进给速度(mm/min)
N=rpm(主轴转数)
f=进给量(mm/rev)
六:钻孔加工常见参数:
T=L/Nf=πDL/1000Vf
T=钻孔时长(min)
D=¢mm(钻头直径)
L=钻孔高度(mm)
V=M/min
f=进给量(mm/rev)
七:刀尖之圆弧半径补偿量:Z=r(1-tanθ/2)
X=Ztanθ
Z=Z向补正值
X=X向补正值
r=刀尖圆弧半径
θ=斜线夹角
八:工作台面进刀量距离:
Vf=fz×Z×n
Vf=工作台进给量(mm/min)
fz=每齿进给量(mm/t) Z=铣刀开槽数
n=铣刀的转数。
数控机床刀具补偿分析【摘要】数控加工中刀具补偿得到了广泛应用。
在实际加工的过程中,由于不同刀具的半径都各不相同,在加工中会产生很大的加工误差。
因此,在实际加工时必须通过刀具补偿的指令,使数控车床根据实际使用的刀具尺寸,自动调整其坐标轴的移动量,如果能够合理建立和灵活的运用刀具补偿功能,就会对简化编程和提高数控加工的质量会带来极大的帮助。
本文就加工中如何的应用刀具补偿作一些探讨。
针对刀具补偿功能在数控中的应用,研究它在加工中存在的问题对此进行解决,尽量避免刀补问题的发生。
【关键词】:刀具半径补偿;功能;应用;程序;指令目录引言 (1)一、刀具半径补偿 (2)二、刀具长度补偿 (2)三、数车中刀具补偿的应用 (3)(一)数车刀尖圆弧半径补偿误差分析 (3)(二)数车刀尖圆弧半径补偿方法 (4)(三)刀尖圆弧半径补偿注意事项 (5)四、加工中心刀具补偿应用 (5)(一)刀具长度补偿引起误差分析 (6)(二)刀具长度补偿方法 (6)五、加工举例 (6)(一)加工中心刀具长度补偿实例 (6)(二)数车刀尖圆弧半径补偿实例 (8)总结 (10)参考文献 (11)谢辞 (12)引言数控刀具补偿是数控加工系统的一个基础功能,在手工编程的铣削加工中广泛使用,如何的深人掌握和应用该功能,在机床加工中有非常重要的意义,在进行轮廓加工中,由于刀具有一定的半径,刀具中心的轨迹与加工工件的轨迹常不重合。
通过刀具补偿功能指令,数控系统可以根据输入的补偿量或者实际的刀具尺寸,使机床加工出符合规格的零件。
20世纪60到70年代的数控加工中还没有刀具补偿的概念,编程人员必须根据刀具的理论路线和实际路线的相对关系从而进行数控编程,既容易产生错误,又使得编程的效率很低。
当数控刀具补偿的概念出现时并应用到数控系统中后,编程人员就可以直接按照工件的轮廓尺寸进行程序编辑。
从而建立并执行刀补后,由数控系统自动计算、自动调整刀位点到刀具的运动轨迹。
(建议收藏)8大数控计算公式,每一个都很实用一:切削线速度:V=πDN/1000N=rpm(主轴转数)D=¢mm(切削直径)V=M/minπ=3.14二:切削动力:KW=(Ks×V×d×f)÷(6000×λ)W=Kw(切削动力)f=进刀量(mm/rev)d=切削深度(mm)λ=0.7~0.85(机械效率)三:切削阻抗:P=Ks×qP=KGKs=kg/平方mmq=f×d[切削面积〔平方mm〕]四:切削扭力:T=P×(D/2)T=kg-mD=¢mm(切削直径)五:进刀速度与进刀量:Vf=N×fVf=进刀速度(mm/min)N=rpm(主轴转数)f=进刀量(mm/rev)六:钻孔时间:T=L/Nf=πDL/1000VfT=钻孔时间(min)D=¢mm(钻头直径)L=钻孔深度(mm)V=M/minf=进刀量(mm/rev)七:刀尖圆弧半径补偿:Z=r(1-tanθ/2)X=ZtanθZ=Z向补正值X=X向补正值r=刀尖圆弧半径θ=斜线夹角八:工作台进给量:Vf=fz×Z×nVf=工作台进给量(mm/min)fz=每齿进给量(mm/t)Z=铣刀齿数n=铣刀转数数控车床粗糙度计算公式及用法:1、进给——进给越大粗糙度越大,进给越大加工效率越高,刀具磨损越小,所以进给一般最后定,按照需要的粗糙度最后定出进给。
2、刀尖R——刀尖R越大,粗糙度越降低,但切削力会不断增大,对机床的刚性要求更高,对材料自身的刚性也要求越高。
建议一般切削钢件6150以下的车床不要使用R0.8以上的刀尖,而硬铝合金不要用R0.4以上的刀尖,否则车出的的真圆度、直线度等等形位公差都没办法保证了,就算能降低粗糙度也是枉然!3、切削时要计算设备功率,至于如何计算切削时所需要的功率(以电机KW的80%作为极限),下一帖再说。
要注意的时,现在大部分的数控车床都是使用变频电机的,变频电机的特点是转速越高扭力越大,转速越低扭力越小,所以计算功率是请把变频电机的KW除2比较保险。
切削转矩的计算公式一:切削线速度:
V=πDN/1000
N=rpm(主轴转数)
D=¢mm(切削直径)
V=M/min
π=3.14
二:切削动力:
KW=(Ks×V×d×f)÷(6000×λ)
W=Kw(切削动力)
f=进刀量(mm/rev)
d=切削深度(mm)
λ=0.7~0.85(机械效率)
三:切削阻抗:
P=Ks×q
P=KG
Ks=kg/平方mm
q=f×d[切削面积〔平方mm〕]
四:切削扭力:
T=P×(D/2)
T=kg-m
D=¢mm(切削直径)
五:进刀速度与进刀量:Vf=N×f
Vf=进刀速度(mm/min)
N=rpm(主轴转数)
f=进刀量(mm/rev)
六:钻孔时间:
T=L/Nf=πDL/1000Vf
T=钻孔时间(min)
D=¢mm(钻头直径)
L=钻孔深度(mm)
V=M/min
f=进刀量(mm/rev)
七:刀尖圆弧半径补偿:Z=r(1-tanθ/2)
X=Ztanθ
Z=Z向补正值
X=X向补正值
r=刀尖圆弧半径
θ=斜线夹角
八:工作台进给量:
Vf=fz×Z×n
Vf=工作台进给量(mm/min)
fz=每齿进给量(mm/t)
Z=铣刀齿数
n=铣刀转数。
数控车床刀尖圆弧半径补偿的原理和应用杨会喜;高秀华【摘要】数控编程是按照车刀的刀位点编制的,实际加工中车刀刀尖并不是一个“点”,而是一段小圆弧.本文分析了刀尖圆弧半径对零件尺寸精度的影响,介绍了刀尖圆弧半+-径补偿的原理、补偿方法及应用中的注意事项.【期刊名称】《装备制造技术》【年(卷),期】2018(000)003【总页数】3页(P125-126,137)【关键词】数控车床;刀尖圆弧半径补偿;原理;注意事项【作者】杨会喜;高秀华【作者单位】沧州职业技术学院,河北沧州061000;沧州职业技术学院,河北沧州061000【正文语种】中文【中图分类】TG6591 刀尖圆弧半径补偿的原理1.1刀尖圆弧半径补偿的产生原因使用尖形车刀时,数控编程及对刀操作时以车刀的刀尖为基准,但是为了提高刀具强度、减缓刀具磨损和提高工件精度,实际刀具的刀尖不是一个点,而是一段小圆弧。
刀尖圆弧半径指的就是车刀刀尖圆弧所构成的假想圆半径。
由于刀尖圆弧的存在使得在某些轮廓加工中,刀具的实际切削轨迹与编程轨迹不重合,实际起作用的切削刃却是圆弧各切点,这样就引起了表面加工误差。
1.1.1刀尖圆弧半径对加工端面和圆柱类零件表面的影响由于刀尖圆弧的存在,在对刀时,X轴和Z轴两个方向的对刀点分别是刀片圆弧的X轴和Z轴方向上最突出的点,这时,数控系统就会以X轴和Z轴方向上最突出的点的对刀结果综合确认一个点作为对刀点,这正是与X轴和Z轴方向上最突出的点相切的两条直线的交点,称之为假想刀尖,也就是刀具的刀位点。
数控系统正是以这个假想刀尖作为理论切削点进行车削的,而假想刀尖在实际加工中是不存在的。
实际切削点是刀尖圆弧和切削表面的相切点,随着切削位置的改变而改变,不可能通过对刀确定,但是切削点与圆弧圆心的距离始终是刀尖圆弧半径值。
车端面时,切削轨迹垂直于机床轴线,实际切削点为X轴方向上最突出的点,与假想刀尖点的Z坐标值相同;车外圆面和内孔时,切削轨迹平行于机床轴线,实际切削点为Z轴方向上最突出的点,与假想刀尖点的X坐标值相同,如图1所示。