刀尖圆弧半径补偿说课件
- 格式:ppt
- 大小:1.50 MB
- 文档页数:33


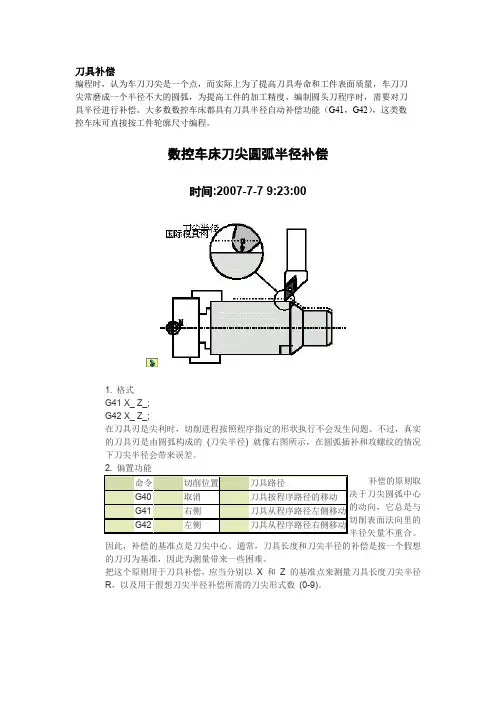
刀具补偿编程时,认为车刀刀尖是一个点,而实际上为了提高刀具寿命和工件表面质量,车刀刀尖常磨成一个半径不大的圆弧,为提高工件的加工精度,编制圆头刀程序时,需要对刀具半径进行补偿。
大多数数控车床都具有刀具半径自动补偿功能(G41,G42),这类数控车床可直接按工件轮廓尺寸编程。
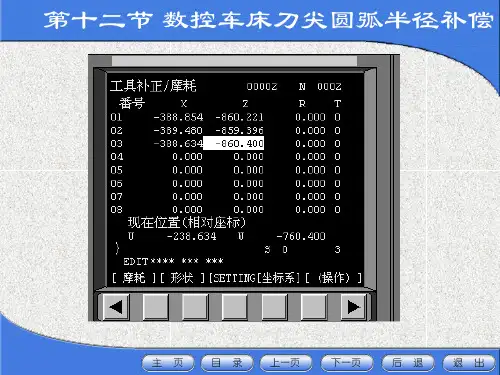
数控车床刀尖圆弧半径补偿时间:2007-7-7 9:23:00这些内容应当事前输入刀具偏置文件。
“刀尖半径偏置” 应当用G00 或者G01功能来下达命令或取消。
不论这个命令是不是带圆弧插补,刀不会正确移动,导致它逐渐偏离所执行的路径。
因此,刀尖半径偏置的命令应当在切削进程启动之前完成;并且能够防止从工件外部起刀带来的过切现象。
反之,要在切削进程之后用移动命令来执行偏置的取消过。
刀尖半径补偿编程原则一, 将刀具的刀尖圆角半径值及刀具的指向编码数存入刀具偏置文档的相应偏置序号处,偏置序号必须先于刀尖半径补偿激活.二, 为了激活刀尖半径补偿,再一个或两个坐标轴都处于非切削状态的直线运动段中编入G41或G42,至少其中一个坐标轴的移动编程量大于或等于刀尖圆角半径值.三, 进入和退出工件切削时必须垂直于工件表面.四, 刀尖半径补偿在下列的工作模式中不起作用:G32,G34,G71,G72,G73,G74,G75,G76, G92.五, 若在G90,G94固定循环中使用刀尖半径补偿,刀尖半径补偿必须先于G90,G94指令激活.六, 若在G70精加工循环中使用刀尖半径补偿,刀尖半径补偿必须先于G70指令的执行,再定位到起始点处先激活七, 在刀具坐标轴运动离开工件时,刀尖参考点离开工件至少三倍于刀尖圆角直径值.在模具制造领域的25个常见问题解答1) 选择模具钢时什么是最重要的和最具有决定性意义的因素?成形方法-可从两种基本材料类型中选择。
A) 热加工工具钢,它能承受模铸、锻造和挤压时的相对高的温度。
B) 冷加工工具钢,它用于下料和剪切、冷成形、冷挤压、冷锻和粉末加压成形。