当刀具磨损、重磨或换新刀具而使刀具直径变化时,必 须重新计算刀具中心轨迹,修改程序,这样既繁琐,又不 易保证加工精度;
刀具半径补偿功能时,数控编程只需按工件轮廓进行, 数控系统会自动计算刀心轨迹,使刀具偏离工件轮廓一 个半径值,即进行刀具半径补偿。
2. 刀具半径补偿概念
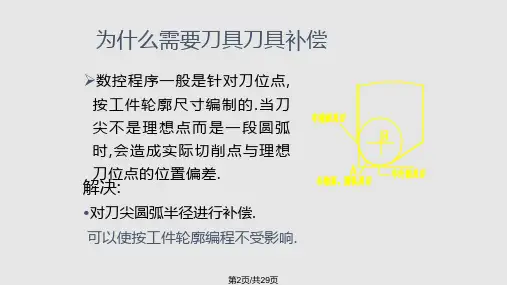
在数控铣床上进行轮廓加工时,因为铣刀有一定的 半径,所以刀具中心轨迹和工件轮廓不重合,如不考虑 刀具半径,直接按照工件轮廓编程是比较方便的,而加 工出的零件尺寸比图样要求小了一圈(加工外轮廓时) 或大了一圈(加工内轮廓时),为此必须使刀具沿工件 轮廓的法向偏移一个刀具半径,这就是所谓的刀具半径 补偿指令。
复习回顾
问题1:按照图示加工 零件的尺寸是否合格?
问题2:编程轨迹和刀 具中心是否一致?
问题3:按刀具中心轨 迹编程可以解决问题?
那么,怎样才能按照零件轮廓编程 加工出合格产品呢 ?
刀具半径补偿功能
G40、G41、G42
1. 刀具半径补偿的必要性
刀具中心轨迹和工件轮廓不重合;
当零件形状复杂时,按照刀具的中心轨迹编程,其计 算相当大;
同一程序中,G41/G42指令必须与G40指令成对出现。
为了保证加工质量,避免刀具发生干涉,采用切线切入 切出方式来建立或取消刀补。
补偿平面发生变化时,G41与G42切换补偿方向时,通 常要经过取消补偿方式。
7. 使用注意事项
切入工件同时补偿
切入工件前补偿
7. 使用注意事项
为了防止在半径补偿建立与取消过程中刀具产生过切现 象,刀具半径补偿建立与取消程序段的起始位置与终点位 置最好与补偿方向在同一侧。
4. 刀具半径左、右补偿的判断
G41与G42的判断方法是:迎着垂直于补偿平面的坐标 轴的正方向,向刀具的移动方向看过去,当刀具处在切削 轮廓左侧时,称为刀具半径左补偿,用G41表示;当刀具 在切削轮廓的右侧时,称为刀具半径右补偿,用G42表示。