钢结构分部分项及检验批质量验收记录不用打印
- 格式:doc
- 大小:693.50 KB
- 文档页数:44

钢结构(钢构件焊接)检验批质量验收记录编号:钢结构(栓钉)检验批质量验收记录紧固件连接检验批质量验收记录高强度螺栓连接检验批质量验收记录钢零部件加工检验批质量验收记录钢构件组装检验批质量验收记录钢构件预拼装检验批质量验收记录单层钢结构安装检验批质量验收记录多层及高层结构安装检验批质量验收记录单位(子单位)XXX 钢结构工程 分部(子分 主体结构/钢 分项工程名称 多层及高层钢结构 施工依据 《钢结构工程施工规范》验收依据 《钢结构工程施工质量验收规范》压型金属板检验批质量验收记录单位(子单位)工程名称 施工单位 XXX 钢结构工程 XXX 有限公司 分包单位 分部(子分 部)工程名称项目负责人 分包单位项 目负责人 主体结构/ 钢结构 XXX施工依据 分项工程名称 检验批容量 检验批部位压型金属板工程370件 二层验收项目 设计要求及规范规定 最小/实际抽样数量 检杳记录检查结果1 压型金属板进场 第4.9.1条、 第4.9.2条 全/ 质量证明文件齐全,检验合格2 固定支架、紧固件及其他材料进场第4.9.3条、 第4.9.4条//3 压型金属板基板裂纹 第12.2.1条 / /4压型金属板涂层缺陷第12.2.2条 //5压型金属板等现场安装 第12.3.1条、第12.3.2条、 第12.3.3条 37/37抽查37处,合格37处6 压型金属板搭接 第12.3.4条 37/37 抽查37处,合格37处7 楼承板端部锚固 第12.3.5条 37/37 抽查37处,合格37处8 楼承板侧向搭接 第12.3.6条 37/37抽查37处,合格37处9 压型金属板造型 第12.3.7条 / /10 固定支架安装 第12.4.1条 //11 连接构造 第12.5.1条 37/37 抽查37处,合格37处12 搭接及节点 第12.5.2条 37/37抽查37处,合格37处13 防雨及排水构造 第12.6.1条 / /14抗风揭性能检测 第12.6.2条 / /验收项目设计要求及规范规定 最小/实际抽样数量检杳记录检查结果1压型金属板精度 第4.9.5条37/37抽查37处,合格37处《钢结构工程施工规范》GB50755-2012 验收依据主控项目 《钢结构工程施工质量验收规范》GB50205-2020。

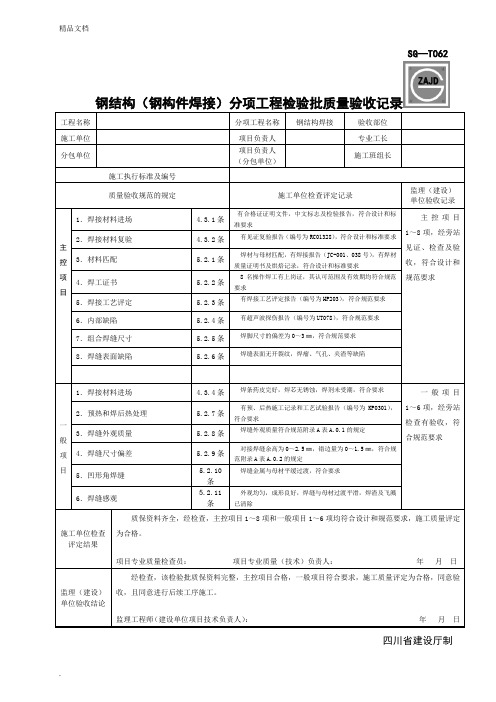
SG—T062钢结构(钢构件焊接)分项工程检验批质量验收记录四川省建设厅制SG—T062填写说明一、本表用于钢结构(钢构件焊接)分项工程检验批质量的检查验收记录。
钢结构(钢构件焊接)工程可按相应的钢结构制作或安装Π程检验批的划分原则划分为一个或若干个检验批。
二、主控项目中:1.焊接材料的品种、规格、性能等应符合现行国家产品标准和设计要求。
2.重要钢结构采用的焊接材料应进行抽样复验,复验结果应符合现行国家标准和设计要求。
3.焊条、焊丝、焊剂、电渣焊熔嘴等焊接材料与母材的匹配应符合设计要求以及JGJ81《建筑钢结构焊接技术规程》的规定。
焊条、焊剂、药芯焊丝、熔嘴等在使用前,应按其产品说明书及焊接工艺文件的规定进行烘焙和存放。
4.焊工必需经考试合格并取得合格证书。
持证焊工必须在其考试合格项目及其认可范围内施焊。
焊缝施焊后应在工艺规定的焊缝及部位打上焊工钢印。
5.施工单位对其首次采用的钢材、焊材、焊接方法、焊后热处理等,应进行焊接工艺评定,并应根据评定报告确定焊接工艺。
6.设计要求全焊透的一、二级焊缝应采用超声检测,当超声检测不能对缺陷做出判断时,应采用射线检测。
超声检测应符合GB11345《钢焊缝手工超声波探伤方法和探伤结果分级》的规定;射线检测应符合GB3323《钢熔化焊对接接头射线照相和质量分级》的规定。
一、二级焊缝的质量及缺陷分级应符合本规范表5.2.4的规定。
7.T形、十字形、角接接头等要求熔透的对接和角接组合焊缝,其焊脚尺寸应符合本规范5.2.5条的规定。
8.焊缝表面不得有裂纹、焊瘤等缺陷。
一、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷;且一级焊缝不得有咬边、未焊满、根部收缩等缺陷。
当肉眼观察存在疑义时,应采用磁粉检测或渗透检测进行检查。
三、一般项目中:1.焊条外观不应有药皮脱落、焊芯生锈等缺陷;焊剂不应受潮结块。
对于外观不符合要求的焊材,不允许在工程中使用。
2.预热温度或后热温度应符合国家有关标准的规定或通过工艺试验确定。

钢结构制作(安装)焊接分项工程质量验收记录表钢结构制作(安装)焊接工程检验批质量验收记录表GB50205-2001(Ⅰ)钢结构制作(安装)焊接工程检验批质量验收记录表GB50205-2001(Ⅰ)钢结构制作(安装)焊接工程检验批质量验收记录表GB50205-2001(Ⅰ)钢结构制作(安装)焊接工程检验批质量验收记录表GB50205-2001(Ⅰ)钢结构零、部件加工分项工程质量验收记录表钢结构零、部件加工工程检验批质量验收记录表GB50205-2001(Ⅰ)钢结构零、部件加工工程检验批质量验收记录表GB50205-2001(Ⅰ)钢结构零、部件加工工程检验批质量验收记录表GB50205-2001(Ⅰ)钢结构零、部件加工工程检验批质量验收记录表GB50205-2001(Ⅰ)钢构件组装分项工程质量验收记录表钢构件组装工程检验批质量验收记录表GB50205—2001钢构件组装工程检验批质量验收记录表GB50205—2001钢构件组装工程检验批质量验收记录表GB50205—2001钢构件组装工程检验批质量验收记录表GB50205—2001钢构件预拼装分项工程质量验收记录表钢构件预拼装工程检验批质量验收记录表GB50205-2001钢构件预拼装工程检验批质量验收记录表GB50205-2001钢构件预拼装工程检验批质量验收记录表GB50205-2001钢构件预拼装工程检验批质量验收记录表GB50205-2001单层钢构件安装分项工程质量验收记录表单层钢构件安装工程检验批质量验收记录表GB50205-2001单层钢构件安装工程检验批质量验收记录表GB50205-2001钢结构分部分项及检验批质量验收记录(不用打印)单层钢构件安装工程检验批质量验收记录表GB50205-2001单层钢构件安装工程检验批质量验收记录表GB50205-2001高强度螺栓连接分项工程质量验收记录表高强度螺栓连接工程检验批质量验收记录表GB50205-2001(Ⅱ)高强度螺栓连接工程检验批质量验收记录表GB50205-2001(Ⅱ)高强度螺栓连接工程检验批质量验收记录表GB50205-2001(Ⅱ)高强度螺栓连接工程检验批质量验收记录表GB50205-2001(Ⅱ)。

钢结构单层钢结构安装分项工程质量验收记录工程名称:XX厂房单层钢结构安装工程工程编号:XXXXXX工程地点:XX市XX区XX街道XX号总包单位:XXX建筑工程有限公司监理单位:XXX工程监理有限公司施工单位:XXX钢结构有限公司验收日期:XXXX年XX月XX日一、工程概况1.工程范围:本工程包含XX厂房单层钢结构安装工程的全部施工工作内容,包括主体钢结构和次要构件的安装、焊接等。
2.工期:本工程总工期为XX个工作日,实际施工时间为XX个工作日。
二、验收项目1.材料验收1.1钢材:按照设计要求和施工规范,供应商提供的钢材应与采购合同和质量证明书相符。
经对采购钢材的样品进行拉伸试验、冲击试验等检测,结果符合相关标准要求。
1.2焊材:供应商提供的焊材应与采购合同和质量证明书相符。
经对采购焊材的样品进行化学成分检测、拉伸试验等检测,结果符合相关标准要求。
2.施工质量验收2.1钢结构安装:按照施工图纸和技术要求,整体布局合理、结构稳定。
焊缝牢固,无裂纹、夹渣等缺陷,符合设计和规范要求。
钢构件的安装精度满足规范要求。
2.2钢结构的防腐处理:钢结构采用XX工艺进行表面防腐处理,处理层均匀,无脱落现象,符合规范要求。
2.3消防设施的安装:消防设施按照设计图纸要求进行安装,符合相关规范和标准要求。
3.焊接质量验收3.1焊工资质:焊接人员持有相关的焊工证书,符合规范要求。
3.2焊接工艺:焊接工艺符合设计要求,焊缝质量满足规范要求。
3.3焊接材料:所使用的焊材符合设计要求和规范要求,焊缝的化学成分、机械性能等与焊材的质量证明书相符。
4.动态荷载报告4.1采集数据:施工单位进行了动态荷载测试,准确采集了钢结构受力情况下的动态荷载数据。
4.2报告编制:根据采集到的数据,编制了《XX厂房单层钢结构动态荷载报告》,报告内容详尽准确。
三、验收结论根据以上验收项目的检查和评定,经现场勘查、检测分析以及与监理单位的沟通,本工程的钢结构单层钢结构安装分项工程的质量验收结果为:合格。

钢结构(钢构件焊接)分项工程检验批质量验收记录
钢结构(焊钉焊接)分项工程检验批质量验收记录
钢结构(普通紧固件连接)分项工程检验批质量验收记录
钢结构(高强螺栓连接)分项工程检验批质量验收记录
钢结构(零件及部件加工)分项工程检验批质量验收记录
钢结构(构件组装)分项工程检验批质量验收记录
钢结构(预拼装)分项工程检验批质量验收记录
钢结构(单层结构安装)分项工程检验批质量验收记录
钢结构(多层结构安装)分项工程检验批质量验收记录
钢结构(网架结构安装)分项工程检验批质量验收记录
钢结构(压型金属板)分项工程检验批质量验收记录
钢结构(防腐涂料涂装)分项工程检验批质量验收记录
钢结构(防火涂料涂装)分项工程检验批质量验收记录。
钢结构(零件及部件加工)分项工程检验批质量验收记录(GB50205-2001)表J.0.5 编号:010905/020405□□□010905/020405□□□说明主控项目4.2.1 钢材、钢铸件地品种、规格、性能等应符合现行国家产品标准和设计要求.进口钢材产品地质量应符合设计和合同规定标准地要求.检查数量:全数检查.检验方法:检查质量合格证明文件、中文标志及检验报告等.4.2.2对属于下列情况之一地钢材,应进行抽样复验,其复验结果应符合现行国家产品标准和设计要求.1、国外进口钢材;2、钢材混批;3、板厚等于或大于40mm,且设计有Z向性能要求地厚板;4、建筑结构安全等级为一级,大跨度钢结构中主要受力构件所采用地钢材;5、设计有复验要求地钢材;6、对质量有疑义地钢材.检查数量:全数检查.检验方法:检查复验报告.7.2.1钢材切割面或剪切面应无裂纹、夹渣、分层和大于1mm地缺棱.检查数量:全数检查.检验方法:观察或用放大镜及百分尺检查,有疑义时作渗透、磁粉或超声波探伤检查.7.3.1碳素结构钢在环境温度低于-16℃、低合金结构钢在环境温度低于-12℃时,不应进行冷矫正和冷弯曲.碳素结构钢和低合金结构钢在加热矫正时,加热温度不应超过900℃.低合金结构钢在加热矫正后应自然冷却.检查数量:全数检查.检验方法:检查制作工艺报告和施工记录.7.3.2当零件采用热加工成型时,加热温度应控制在900~1000℃;碳素结构钢和低合金结构钢在温度分别下降到700℃和800℃之前,应结束加工;低合金结构钢应自然冷却.检查数量:全数检查.检验方法:检查制作工艺报告和施工记录.7.4.1气割或机械剪切地零件,需要进行边缘加工时,其刨削量不应小于2.0mm.检查数量:全数检查.检验方法:检查工艺报告和施工记录.7.5.1螺栓球成型后,不应有裂纹、褶皱、过烧.检查数量:每种规格抽查10%,且不应少于5个.检验方法:10倍放大镜观察检查或表面探伤.7.5.2钢板压成半圆球后,表面不应有裂纹、褶皱;焊接球其对接坡口应采用机械加工,对接焊缝表面应打磨平整.检查数量:每种规格抽查10%,且不应少于5个.检验方法:10倍放大镜观察检查或表面探伤.7.6.1 A、B级螺栓孔(Ⅰ类孔)应具有H12地精度,孔壁表面粗糙度R a不应大于12.5μm.其孔径地允许偏差应符合表7.6.1-1地规定.C级螺栓孔(Ⅱ类孔),孔壁表面精糙度R a不应大于25μm,其允许偏差应符合表7.6.1-2地规定.检查数量:按钢构件数量检查10%,且不应少于3件.检验方法:用游标卡尺或孔径量规检查.A、B级螺栓孔径地允许偏差(mm)表7.6.1-14.2.3钢板厚度及允许偏差应符合其产品标准地要求.检查数量:每一品种、规格地钢板抽查5处.检验方法:用游标卡尺量测.4.2.4型钢地规格尺寸及允许偏差符合其产品标准地要求.检查数量:每一品种、规格地型钢抽查5处.检验方法:用钢尺和游标卡尺量测.010905/020405□□□接上表4.2.5 钢材地表面外观质量除应符合国家现行有关标准地规定外,尚应符合下列规定:1、当钢材地表面有锈蚀、麻点或划痕等缺陷时,其深度不得大于该钢材厚度负允许偏差值地1/2;2、钢材表面地锈蚀等级应符合现行国家标准《涂装前钢材表面锈蚀等级和除锈等级》GB8923规定地C级及C级以上;3、钢材端边或断口处不应有分层、夹渣等缺陷.检查数量:全数检查.检验方法:观察检查.7.2.2气割地允许偏差应符合表7.2.2地规定.检查数量:按切割面数抽查10%,且不应少于3个.检验方法:观察检查或用钢尺、塞尺检查.7.2.3检查数量:按切割面数抽查10%,且不应少于3个.检验方法:观察检查或用钢尺、塞尺检查.7.3.31/2.检查数量:全数检查.检验方法:观察检查和实测检查.7.3.4冷矫正和冷弯曲地最小曲率半径和最大弯曲矢高应符合表7.3.4(表略)地规定.检查数量:按冷矫正和冷弯曲地件数抽查10%,且不应少于3个.检验方法:观察检查和实测检查.7.3.5钢材矫正后地允许偏差,应符合表7.3.5(表略)地规定.检查数量:按矫正件数抽查10%,且不应少于3件.检验方法:观察检查和实测检查.7.4.2 边缘加工允许偏差应符合表7.4.2地规定.检查数量:按加工面数抽查10%,且不应少于3件.检验方法:观察检查和实测检查.7.5.3检查数量:每种规格抽查10%,且不应少于5个.检验方法:见表7.5.3.010905/020405□□□说明7.5.4焊接球加工地允许偏差应符合表7.5.4地规定.检查数量:每种规格抽查10%,且不应少于5个.检验方法:见表7.5.4.7.5.5检查数量:每种规格抽查10%,且不应少于5根.检验方法:见表7.5.5.7.6.2检查数量:按钢构件数量抽查10%,且不应少于3件.检验方法:用钢尺检查.7.6.3孔.检查数量:全数检查.检验方法:观察检查.注:本表由施工工程专业质量检查员同专业工长共同填写,专业监理工程师(建设单位工程专业技术负责人)组织工程专业质量(技术)负责人等进行验收.。
钢结构(普通紧固件连接)分项工程检验批质量验收记录一、检验项目序号检验项目检验标准验收标准1 钢结构件尺寸工程图纸公差控制在设计要求范围内2 焊缝外观质量JB/T7940-1999 表面平整、无裂纹、夹渣、气孔等质量缺陷3 紧固件连接GB/T3098.1-2000无松动、脱落、锈蚀等情况4 钢结构件防腐处理GB/T8923-1988 涂层平整、无缺陷、质量达到设计要求二、检验部位本次检验的钢结构(普通紧固件连接)分项工程主要包括以下部位:1.支架梁2.制板支架3.地板支架4.屋面支架三、检验方法本次钢结构(普通紧固件连接)分项工程检查根据相应的验收标准要求执行,主要检查项包括钢结构件尺寸、表面质量、螺栓紧固是否达到要求、涂层表面质量及防腐处理质量等。
检验时采用目测和测量两种方式进行,对表面质量、螺栓紧固等点位进行逐一检查,夹具锤等工具使用要求检验人员熟练操作。
四、检验结果序号检验项目检验标准实测值验收标准1 钢结构件尺寸工程图纸长度误差:±5mm 公差控制在设计要求范围内合格2 焊缝外观质量JB/T7940-1999表面平整、无裂纹、夹渣、气孔等质量缺陷无缺陷合格3 紧固件连接GB/T3098.1-2000无松动、脱落、锈蚀等情况所有紧固件连接良好合格4 钢结构件防腐处理GB/T8923-1988涂层平整、无缺陷、质量达到设计要求涂层表面平整、无划痕、起皮等合格五、检验经检验,本次钢结构(普通紧固件连接)分项工程检验合格,符合设计规范、施工标准及相关要求。
同时,建议提高施工过程中的品质管理及工艺水平,切实做好钢结构分项工程的施工质量控制和管理工作,确保施工过程中的安全和质量,保证工程的长期稳定运行。
钢结构制作(安装)焊接分项工程质量验收记录表
钢结构制作(安装)焊接工程检验批质量验收记录表
GB50205-2001
(Ⅰ)
钢结构制作(安装)焊接工程检验批质量验收记录表
GB50205-2001
(Ⅰ)
钢结构制作(安装)焊接工程检验批质量验收记录表
GB50205-2001
(Ⅰ)
钢结构制作(安装)焊接工程检验批质量验收记录表
GB50205-2001
(Ⅰ)
钢结构零、部件加工分项工程质量验收记录表
钢结构零、部件加工工程检验批质量验收记录表
GB50205-2001
(Ⅰ)
钢结构零、部件加工工程检验批质量验收记录表
GB50205-2001
(Ⅰ)
钢结构零、部件加工工程检验批质量验收记录表
GB50205-2001
(Ⅰ)
钢结构零、部件加工工程检验批质量验收记录表
GB50205-2001
(Ⅰ)
钢构件组装分项工程质量验收记录表
钢构件组装工程检验批质量验收记录表
GB50205—2001
钢构件组装工程检验批质量验收记录表
GB50205—2001
钢构件组装工程检验批质量验收记录表
GB50205—2001
钢构件组装工程检验批质量验收记录表
GB50205—2001
钢构件预拼装分项工程质量验收记录表
钢构件预拼装工程检验批质量验收记录表
GB50205-2001
钢构件预拼装工程检验批质量验收记录表
GB50205-2001
钢构件预拼装工程检验批质量验收记录表
GB50205-2001
钢构件预拼装工程检验批质量验收记录表
GB50205-2001
单层钢构件安装分项工程质量验收记录表
单层钢构件安装工程检验批质量验收记录表
GB50205-2001
单层钢构件安装工程检验批质量验收记录表
GB50205-2001
单层钢构件安装工程检验批质量验收记录表
GB50205-2001
单层钢构件安装工程检验批质量验收记录表
GB50205-2001
高强度螺栓连接分项工程质量验收记录表
高强度螺栓连接工程检验批质量验收记录表
GB50205-2001
(Ⅱ)
高强度螺栓连接工程检验批质量验收记录表
GB50205-2001
(Ⅱ)
高强度螺栓连接工程检验批质量验收记录表
GB50205-2001
(Ⅱ)
高强度螺栓连接工程检验批质量验收记录表
GB50205-2001
(Ⅱ)。