托辊组支架的改进设计
- 格式:doc
- 大小:33.50 KB
- 文档页数:5

托辊质量管理改善实施方案公司目前整体运作良好,工人积极性高,但随着客户增加,订单增多,产品的类型与数量也将日益增多,我们要居安思危,结合公司以前出现过的质量问题及公司目前的生产情况,仅对公司存在的问题与制程工序提议质量管理改善方案:一、公司目前存在的问题及解决方案存在问题如下:1、质量抽检人员对车间的工序产品没有完全履盖,其中包括圆钢下料、轴承座加工、铣扁方、焊支架等工序没有进行抽检,成品进货没有全部抽检,且进仓成品无质检人员签名,原材料抽检有时因工作人员忙不过来,都没抽检。
存在漏检现象,且质检人员对出仓产品质量需承担责任。
解决方案:招聘一名质检人员。
对所有工序及所有工序项目进行质量抽检,且要承担相应的质量事故责任。
2、在车间流通的半成品无标识,不同客户的产品,有些规格相近,易混淆。
我们在车间就发现了这种现象。
解决方案:把**的常规产品,做三种标识牌,如下:对每道工序生产完后,在装半成品的框的最上层放置相对应的标识卡,然后再流入下道工序。
3、组长与质检人员做了抽检工作,也发现些问题,如连续出现同样问题时,并没有处理措施的相关记录和文件。
不能及时有效地传递信息给上级领导,有点脱节。
解决方案:当质检人员第一次发现相关问题时,要及时通知本人进行整改,同时要口头通报给组长,当质检人员第二次发现同样的问题时,要开具《返工通知单》,并上报给生产主管人员。
出现严重问题时,要求其停工整顿。
4、新员工没有重点监控,也没有实施考核合格后上岗 解决方案:新员工工作台要有标识牌,有利于质检人员与驻厂QC 进行重点监控。
新员工上岗前,要由综管部组织进行培训,先熟悉产品相关知识,然后班组长要对本岗位的操作规程及产品技术要求进行培训,合格后才能上岗。
5、装配时,有个别员工不注意,使辊子油漆脱落。
解决方案:1) 教育员工轻放,碰掉外漆也是产品的缺陷,**的产品是品牌,质量要放在第一位红字白底,大小为(148*210)纸,然后过塑。

带式输送机托辊架改造杨四荣,李建沛,杨魁,樊增彬 ,孙晓梅(济南钢铁集团总公司原料厂,山东济南 250101)摘要:针对济钢原料厂76型带式输送机运行状况差、故障率和备件消耗高、维护量大的状况,研究并实施了将76型托辊架改为DTII型双向可变槽角自动调心托辊架等,有效解决了皮带跑偏撒料问题,减少了皮带运行阻力,降低了运行成本,实现了皮带自动纠偏功能。
改造后,每千米皮带可获得年直接经济效益13.7万元。
关键词:带式输送机;托辊;皮带跑偏;托辊支架;倾角改造中图分类号:TF321.2 文献标识码:B 文章编号:1004-4620(2004)01-0025-02 Transforming of Roller Rack of Belt ConveyerYANG Si-rong, LI Jian-pei, YANG Kui, FAN Zeng-bin, SUN Xiao-mei (The Raw Material Plant of Jinan Iron and Steel Group, Jinan 250101, China)Abstract:Pointing to the status of bad operation condition, higher fault, higher consumption of spare part and big maintenance, etc, the raw material plant of Jigang has done transforming to 76 type belt conveyor which was replacing 76 type roller rack by DTⅡ type automatic center ing roller racks with double way changeable slot-angle.As a result, it solves the problems of belt deviation and leakage of material, reduces the operation resistance of belt and operation cost, realizes automatic deviation correction of the belt.After transforming the direct economic benefit of 0.137 million yuan can be obtain from per kilometer belt every year.Keywords:belt conveyor;roller;belt deviation;roller rack;transforming of incline angle1 问题的提出济南钢铁集团总公司原料厂(简称济钢原料厂)现有带式输送机68台,皮带单线总长为18.5km,每年平均消耗皮带5km,生产运行成本较高。

煤矿带式输送机缓冲托辊架的改进摘要:带式输送机是矿井煤炭运输的重要设备,主要用于煤矿井下综采工作面的顺槽运输,也可用于巷道掘进运输。
不论是顺槽运输还是掘进运输,带式输送机上至少有一处搭接段用于煤炭落料。
煤炭在抛落的过程中会产生冲击力,而缓冲托辊组能够有效减缓这种冲击力,但是从实际应用情况来看,煤矿带式输送机缓冲托辊组在使用的过程中仍然会有一些阻碍,特别是在煤炭开采量过大的情况下,缓冲托辊架将无法发挥自身应有的作用。
为此,文章结合煤矿带式输送机缓冲托辊架所面临的问题,就煤矿带式输送机缓冲托辊架的改进进行探究。
关键词:带式输送机;落料;缓冲托辊架;改进Abstract:Belt conveyor is an important equipment for coal transportation in coal mines, mainly used for tunnel transportation of fully mechanized mining face in coal mines, and also used for roadway tunneling transportation. Whether it is trough transportation or tunneling transportation, at least one lap section of the belt conveyor is used for coal blanking. Coal produces in the process of throwing down wallop, and buffer roller group can effectively reduce the impact force, but from the point of practical application, buffer coal mine belt conveyor roller group there are still some obstacles in the process of use, especially in the case of large coal mines, the buffer roller frame will not be able to play its proper role. Therefore, the paper explores the improvement of the buffer roller of coal belt conveyor based on the problems faced by the buffer roller.Key words:Belt conveyor; Blanking; Buffer roller frame;Improve.前言当前,带式输送机由于具有输送能力大、运输费用低廉、操作简单、维护方便等特点,被广泛的应用到各个领域,尤其是矿井煤炭运输。

浅谈带式输送机缓冲托辊的创新改进摘要:本文浅析带式输送机缓冲托辊存在的问题、影响,以及改进措施。
关键词:带式输送机;缓冲托辊;问题与改进引言:带式输送机由于运输能力强、自动化程度高、操作简单以及运输费用低等诸多特点,因而在各个行业中得到广泛地应用。
但是,带式输送机在长期的运行过程中也暴露出一些问题,这都需要加以改进。
特别是托辊,影响输送效率最关键。
它作为支承输送带和货载,保证输送带垂度的部件,在选择方式和数量上,对输送机的正常使用、稳定运行、维护费用、功率消耗都有重要影响。
本文在此,就托辊的影响进行分析,并提出改进设计意见。
1 带式输送机搭接存在的问题及影响托辊的因素带式输送机在长距离直线运输中的确能发挥重要作用,但在拐弯的运输巷道中运行,就难以满足运输需求了。
大型钢丝绳缠绕多驱动带式输送机的运输距离,一般也都是不大于两千米。
一般可弯曲带式输送机,则是无法实现小角度运输的,必须采用搭接方式来解决转弯问题。
转弯的输送机,容易抛落物料,会对下部的胶带产生较大的冲击力,使得下部胶带要承受连续或脉动的冲击,导致使用寿命降低,托辊的维修率被增加。
从现场中发现,托辊轴承则是影响托辊寿命的主要因素。
而轴承的寿命主要取决于所承载的荷载、质量和润滑状况。
长期处在恶劣环境中运行的轴承,多因素加剧磨损,大大降低了托辊使用寿命。
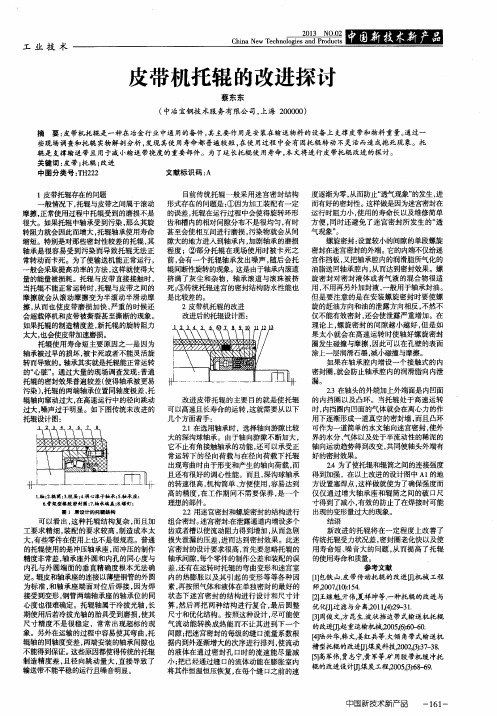
2 带式输送机缓冲托辊的改进设计思路缓冲托辊大多用在搭接带式输送机的落料位置,且多采用在普通刚面托辊外表面进行直接加胶方式,即在普通刚面托辊上加上橡胶圈,利用橡胶圈的弹性储能来对抛落时产生的冲击力,起到一定的缓解作用。
该方法对缓解冲击力有限,仅能利用橡胶圈的弹性储能缓解,对胶带和托辊的保护作用不明显,因此需要对缓冲托辊进行改进。
1)改进缓冲托辊的原理。
改进的思路是在原有橡胶圈缓冲的基础之上进行,尽量在不增加机械加工难度和制造成本,还要达到提高缓冲托辊的缓冲保护性能。
根据机械原理中的曲柄滑块机构(见图1)。
港口皮带机回程下托辊架的优化设计摘要:针对港口皮带机下托辊架非标结构设计不合理的问题,采取减少下托辊支架横梁上的积煤和增加下托辊支架横梁与托辊外表面间距方式进行改进,改进后的结构强度符合现场使用要求,显著提高了托辊的使用寿命。
关键词:皮带机;下托辊架;强度;优化设计0引言皮带机属于港口煤炭运输常用设备,随着技术进步,皮带机向着大运量、长行程、高速的方向发展。
托辊作为皮带机的一个重要的组成单元,使用数量巨大,下托辊组主要支撑回程皮带的重量。
如果下托辊架强度不足或结构形式不合理,会直接影响皮带机的性能。
因此,优化下托辊支架的强度及机构结构形式非常重要。
1.存在的问题由于皮带机下平行增强托辊支架横梁与托辊之间的间距小,积煤不宜排出,冬季气温降到零度以下时积煤冻结会造成下托辊回转阻力增大、发热严重,严重的会导致托辊卡死或托辊断裂,割伤输送带,导致输送带突然撕裂引发重大安全事故。
因此,必须对目前使用的下平行增强托辊支架进行改造设计。
2.下平行增强托辊支架改造设计针对上述问题,对下托辊架进行两方面的优化设计,一方面是尽量减少煤尘在下托辊支架横梁上的堆积,从物料的堆积角考虑,尽量的选用不满足煤粉堆积角度的型材,降低积煤的概率。
另一方面增加下托辊支架横梁与托辊外表面之间的距离,避免由于湿度的影响造成的积煤磨损下托辊,也方便检修人员清理。
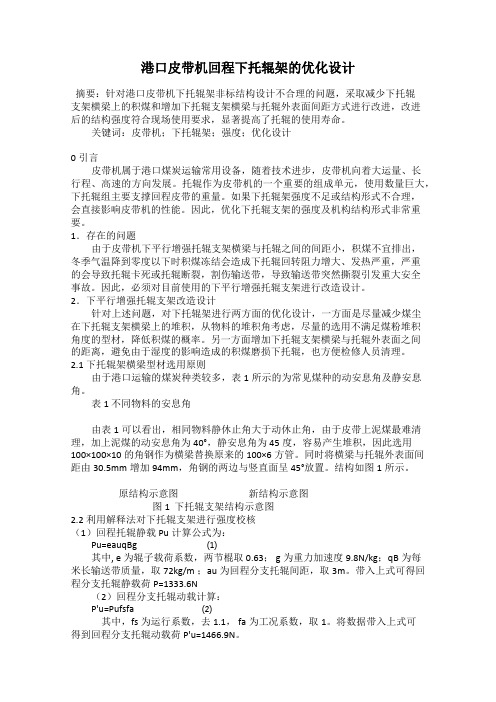
2.1下托辊架横梁型材选用原则由于港口运输的煤炭种类较多,表1所示的为常见煤种的动安息角及静安息角。
表1 不同物料的安息角由表1可以看出,相同物料静休止角大于动休止角,由于皮带上泥煤最难清理,加上泥煤的动安息角为40°,静安息角为45度,容易产生堆积,因此选用100×100×10的角钢作为横梁替换原来的100×6方管。
同时将横梁与托辊外表面间距由30.5mm增加94mm,角钢的两边与竖直面呈45°放置。
结构如图1所示。
原结构示意图新结构示意图图1 下托辊支架结构示意图2.2利用解释法对下托辊支架进行强度校核(1)回程托辊静载Pu计算公式为:Pu=eauqBg ⑴其中, e为辊子载荷系数,两节棍取 0.63; g为重力加速度9.8N/kg;qB为每米长输送带质量,取72kg/m ;au为回程分支托辊间距,取3m。
立井提升容器尾绳托辊及托辊架的改进作者:赵锐来源:《科技视界》2017年第18期【摘要】煤矿立井提升尾绳托辊改造前存在以下几点问题。
1.尾绳托辊设计质量过重,运动惯性大,转动不灵活。
2.尾绳托辊安装位置不合理,不能通过视频监控实现无死角监控。
3.尾绳托辊安装过于紧凑,尾绳运行时摆动容易刮碰托辊。
因此我们设计对尾绳托辊进行改造解决以上问题。
确保尾绳运行的安全。
【关键词】尾绳托辊;托辊架1 概述淮南矿业集团顾桥矿是一座年产上千万吨的现代化大型立井提升矿井,其主副井均采用多绳摩擦式绞车提升。
在多绳提升系统中,平衡尾绳是十分重要的,尾绳减少提升侧与下放侧钢丝绳的张力差。
即都是通过尾绳重量变化,减少提升侧与下放侧钢丝绳的张力差,以达到整体提升系统平衡的作用[1]。
在提升机的日常维护中尾绳是提升机不可忽略的一项重点维护项目。
尾绳的使用。
立井摩擦轮绞车的尾绳均使用镀锌扁尾绳。
主要损坏原因是在运行中产生偏摆,使尾绳在防撞梁、尾绳架上磨损产生断丝,致使整条尾绳提前报废[1]。
为了避免这种磨损,矿井需要在安装尾绳托辊。
但原先安装的尾绳托辊有不足之处,现在我们对原先的尾绳托辊及尾绳托辊架进行改造。
2 改造之前存在的问题在日常检修和人们的潜意识里,一般都认为尾绳只承受自重,因而也没有把尾绳和首绳进行同等级别的严格管理检查;同时也由于尾绳所处的地理位置特殊,井下检查有一定的困难性和危险性,再加上其他日检项目多,往往在尾绳这方面容易漏检。
在未改造前尾绳托辊架子只是采用20的槽钢,槽钢上面开槽子,尾绳托辊放在两个槽钢之间,如图1所示。
这种托辊架子的劣势,第一、在于尾绳托辊安装过于紧凑,尾绳运行时的自由度差,尾绳运行时摆动容易刮碰托辊。
尾绳最后不可避免的会形成断丝。
第二、在于需要更换下方的尾绳托辊,必须先拆除上方的尾绳托辊。
否则因为尾绳托辊横竖之间需要有一定的夹角,上方托辊压住下方尾绳托辊,下方托辊无法顺利拿出。
在井下尾绳托辊平台井筒淋水大、潮湿的恶劣环境下,大大增加了工人的劳动强度,给现场的安全带来了安全隐患。
皮带机托辊的改进探讨摘要:带式输送机是冶金行业常见的备用零件。
其主要功能是在输送物料的设备上支持皮带和物料重量。
通过对辊筒的现场调查和物理解剖分析,发现辊筒的使用寿命一般较短。
在使用过程中,由于辊的不灵活,可能导致机械彻底坏掉。
辊筒是支撑输送带的重要组成部分,可减少输送带的挠度。
为了延长滚筒的使用寿命,本文将对带辊的改进进行探讨。
关键词:皮带;托辊;改进;探讨1前言带式输送机是一种连续高效的分散输送设备,广泛应用于钢铁企业原料输送中。
辊筒是带式输送机中使用最广泛的部分,具有最高的功耗,最大的功率消耗超过70%的传动阻力。
这台机器的重量大约是整个机器重量的30%,占整个机器价格的25%。
提高辊辊的工作性能,改善辊道的使用寿命,是节能降耗、提高带式输送机运行经济性和安全性的关键。
由于设计选择不合理,安装质量差,操作环境差,维护不到位,所有的皮带机都可以减少辊子的使用寿命。
2原因分析2.1密封效果不好辊筒内的轴封采用无触式迷宫密封,其特点是内圈、外密封间隙形成小扭圈和圈封,防尘效果良好,但防水效果较差,最终影响辊的使用寿命。
2.2滚动轴同轴差冷拔辊光轴,使用冷拔轴的功能没有加工的表面粗糙度和尺寸精度能满足图纸要求,使用方便,节省劳力,而是因为冷拔生产光学轴磨磨损因素,如尺寸精度不稳定,经常有违反,弯曲,容易导致在运输过程中,使辊的一致性差,安装在支承辊的两端轴承间隙不是保证,和辊旋转阻力增加,影响辊的使用寿命。
2.3轴承底座比轴低滚子轴承用于冲压结构,配合鼓皮不加工,轴承的座位直接焊接在鼓皮上,冲压轴承不圆或配合鼓皮的脸不平等,两端的焊后壳很容易导致皮肤和错位轴承的轴承间隙减少,转动阻力增加,旋转不灵活。
平行辊筒一般是,如果高温或高粘滞材料或不清洁的清扫器工作,平行辊磨损会更严重,摩擦阻力很大,导致这一高度。
一般来说,辊和皮带属于滚动摩擦,在正常使用过程中,辊子的磨损并不大。
如果滚动轴承的轴承受到污染,将增加旋转阻力,并缩短滚动轴承的使用寿命。
一、摘要为了提高托辊产量生产的供应,我在生产中不断学习、探索新的技术,进行了大量技术革新试验,总结出一些适合我作业区现行条件下,提高托辊产量生产的方法:改变托辊轴轴端扁方加工方法及自制托辊装配压装机,改变手工装配工艺,使班产托辊产量成倍增长,大幅提升了托辊的供给能力,同时也提升了安全、质量系数。
二、关键词:技术革新托辊产量装配工艺安全质量三、前言我公司属大型钢铁企业,运输皮带机是生产系统中的重要设备,从原料输入的工业站到各料场、在到各个生产单位,至钢铁产品末端的炼铁水渣、炼钢钢渣等的处理以及环保公司、德龙粉体等单位中,处处可见它们的身影。
托辊是带式输送机的重要组成部件,主要肩负着承载输送物料的作用,在皮带机的运输过程中承受70%以上的阻力,是运输皮带机中用量最大、更换频率最高的零部件,因此保障托辊的供应十分重要。
随着公司飞跃式发展的进程,各个大型技改基建项目的投入生产,对托辊的需求量极大,我们生产的托辊数量无法满足各单位的供应,出现供不应求的局面。
托辊的生产技术在专业化生产单位,他们有专用的流水作业机床布局和成熟的工艺技术,而对我们以维修为主的机修作业区来说,却是一个全新的课题。
观摩了专业托辊单位的生产工艺过程,查阅了大量相关技术资料,根据自己多年机械加工经验,结合作业区现有设备与加工能力,先后大胆对制约托辊生产率的:托辊轴轴端扁方加工方法与托辊装配工艺,进行了技术革新改造。
解决了制约托辊生产的瓶颈问题,班产量增加了300%以上,质量达到99.9%以上,大幅度降低了成本与员工的工作劳动强度,提升了安全操作系数,解决了生产难题,取得了显著的效益。
四、现状分析(一)我们机动厂机修作业区机加工段,担负着龙钢公司炼钢、炼铁、烧结、同兴公司四大厂的备品备件的制作加工供应任务。
还有如:环保公司、华龙耐材、德龙粉体、厂建公司、外协基建公司等单位的急件加工任务。
尤其是基建中的皮带运输机用托辊、设备安装用的地脚螺杆和法兰,用量极大而且时间要求短。
托辊组支架的改进设计
摘要带式输送机的许多部件是定型产品,几十年如此,但是通过分析对比,有些型材的选择不尽合理,本文主要介绍了托辊组支架的横梁的改进设计。
关键词带式输送机;托辊组支架;横梁
中图分类号th22 文献标识码a 文章编号 1674-6708(2011)44-0109-02
improve design for idler frame
xu dan,zhang hongmin,wang yang
northern heavy industries group transportation equipment branch
abstract general components of belt conveyor are definitive for many years, according to analyse and contrast, not all section steel for the components are suitable. it introduce rationalize design for idler frame in this article.
keywords belt conveyor;idler frame;beam
据统计资料分析,产品成本的70%~80%是由事前成本所决定的,设计上的节约是最大的节约。
设计人员大多是技术专业出身,很少学习经济管理知识,缺乏系统的经济观念,因而在产品设计中,往往从技术上考虑较多,而较少考虑产品的总成本。
不同程度上存在“系数大安全点,重量重可靠点,体积大稳妥点”,以及“材质好
点,精度高点,配合严紧点”等等的想法,致使设计出来的产品或多或少的存在一些不必要的功能或过剩功能而造成产品成本提高,给企业造成浪费。
带式输送机的生产和使用在我国已有几十年的历史,是定型产品,许多部件都有传统结构,几十年如此。
例如,托辊组支架,其中主要件——横梁,其传统结构中是采用角钢制作(带宽大于1 400mm的也有采用无缝钢管的),但是,通过对托辊组支架的详细受力分析计算以及对几种型钢截面力学性能进行认真对比,觉得采用角钢或无缝钢管做托辊组支架的横梁并不十分合理。
下面以北方重工输送设备分公司某项目为例,对托辊组支架结构进行改进设计,简要介绍如下:
带宽 b=1 600mm、机长lh =2 400余m、运量q=3 500 t/h、带速 v=4.2 m/s、胶带 st2500,上托辊组间距ao =1.5m,托辊组结构见下面简图:
托辊组结构简图
1 托辊组横梁受力分析(正常运行工况)
=qb + qg + q
式中:q0为每组托辊上的胶带重:q0 =1.5×65.6 = 98.4 kgf;
qg为每组托辊上的物料重: q = 1.5×232×1.16=403.7kgf;(考虑了冲击系数φ0=ca·v2 +1=0.159+1=1.16)
q为每组托辊上的托辊重:qg =3×21.5=64.5 kgf
为提高安全度,考虑振动等因素,再考虑动载荷系数k,取k=1.4 则:qb’=1.4×98.4 = 137.8kgf;
qg’=1.4×403.7= 565.2kgf;
横梁受力简图
经计算得:垂直载荷f1 =378.3 kgf
最大弯距mmax = f1 ·l2 =378.3×0.615=232.6 kg·m=23 263kg·cm
根据有关规范要求,横梁要满足刚度条件,最大挠度:
根据这一条件,可选用的型材有以下几种选择:
1)传统设计;
(1)l125×10,j=149.46cm4,w=30.62cm3,g0=19.133kg/m (2)钢管φ95×6,j=167cm4,w=35.15cm3,g0=13.17kg/m 2)改进设计:[10,j=198.3cm4,w=39.66cm3,g0=10kg/m
2 强度较核
该横梁中应力主要是由弯矩引起的:δ=mmax/w
选用不同型材,其中最大应力也是不同的,分别计算如下:
1)l125×10:δ=23263/30.62=760kg/cm2;
2)钢管φ95×6:δ=23263/35.15=662kg/cm2;
3)[10:δ=23263/39.66=587kg/cm2。
从上面的计算结果中看出,无论是刚度还是强度,选用[10是最可靠的,远远好于l125×10和钢管φ95×6。
3 经济上的比较
1)l125×10,市场价4 800元/t,折合92元/m;
2)钢管φ95×6,市场价6 400元/t,折合84.3元/m;
3)[10,市场价4 800元/t,折合48元/m。
可见,改进后的设计,不仅性能优于原设计,而且材料费用仅为传统设计的50%左右。
使用实践证明,这一改进设计是合理的,成功的。
对于这项改进设计需要注意一点,就是中间辊支点前后位置的确定是应认真分析计算的。
支架横梁受力主要是垂直方向的载荷,如在上述例子中此值几乎达到800kg,在水平方向上受力很小,仅仅是托辊组对胶带的摩擦阻力,约2%~3%,在此例中也就是
16kg~24kg。
但是这个力会使横梁产生扭转。
然而,无论是角钢还是槽钢,薄壁型开口截面抗扭性能不是很好,因而在设计中要充分重视这一点,应做精细计算,使外载荷尽量通过槽钢的“弯曲中心”,使横梁只受“纯弯”,而避免“弯、扭”联合作用。
对于大带宽,大辊径,高带速等不利情形,由于托辊偏心,高速旋转时产生离心力,使托辊支架产生颤动,支架横梁如果是槽钢结构,应考虑槽钢开口方向的补强措施,消除横向颤动。
更新、提高、改进设计尚有许多工作需要我们去做,墨守成规是不可取的。
我们需要不断学习,开动脑筋,运用所掌握的知识,通过创造性的劳动,真正做到技术与经济结合,质量与成本结合,
用户要求与企业利益结合,以求最大限度地提升产品“价值”,提高产品的市场竞争力。
参考文献
[1]机械工业部北京起重运输机械研究所编.dtii型固定式带式输送机设计选用手册[s].冶金工业出版社.
[2]成大先主编.机械设计手册[s].化学工业出版社.
注:“本文中所涉及到的图表、公式、注解等请以pdf格式阅读”。