连续退火炉炉内带钢纠偏系统纠偏能力分析
- 格式:pdf
- 大小:6.79 MB
- 文档页数:6
带钢连续处理机组中带钢纠偏原理分析及设备选型摘要:纠偏是保证带钢连续处理生产线正常运行的重中之重,文章对纠偏设备的纠偏方法和纠偏原理进行了分析和研究,总结了各种类型的纠偏设备纠偏执行的原理,并给出了纠偏设备设计选型的要素和原则,为纠偏设备设计提供借鉴和参考。
标签:纠偏执行原理设计选型由于带钢在运行中可能受到不可控制的力的作用,当这个作用力大于带钢与辊子间的摩擦力时,带钢就不能保持直线运行而偏离机组中心线。
导致带钢在传送过程中跑偏的干扰主要有以下方面:带钢断面不均匀(如带钢镰刀弯);辊子几何形状的影响;两传送辊轴向不平行;辊面质量的影响;两端压力不均的橡胶夹送辊的影响;带钢运送中的气流和液流的影响;塔式或卧式活套中运动辊的导向精度的影响;带钢张力波动的影响。
本文主要就带钢跑偏原理及纠偏设备选型等问题展开探讨。
一、带钢纠偏方法及纠偏原理带钢的纠偏从其检测方式上来讲可分为CPC对中纠偏装置和EPC齐边纠偏装置。
二者区别在于CPC对中纠偏即保证带钢的中心始终在机组中心线上,当带钢跑偏时,它是通过纠偏辊使跑偏的带钢在摩擦力的作用下回到机组中心来完成纠偏任务的。
而EPC齐边纠偏装置为齐边浮动卷取,即保证钢带卷的一侧边部整齐,它是通过将卷取机的卷筒中心移向跑偏的带钢中心来保证卷取整齐的。
另外,从检测原理上来讲,又可分为:电感式位置检测和光电式位置检测。
下文以光电式为例来进行说明。
(一)光电式CPC对中纠偏CPC对中纠偏位置检测装置主要用于带钢运行过程中的纠偏检测,该装置在带钢两侧各有一个光源和光束接收器(见图1)。
光源发出平行光是以机组中心线为对称的,当带钢处于机组中心时,光束接收器收到的两侧光通量相等,其转换成的信号为零,无信号输出。
当带钢不处于机组中心时,光束接收器收到的两侧光通量就有一个差值,转换成的信号不为零,此信号经放大器放大后传递给自动矫正本体,使其调节液压缸液压油的流向,从而使液压缸动作,驱动纠偏辊侧移或旋转,使带钢受到与偏移反向的摩擦力作用而移向机组中心,从而实现带钢的自动对中。
冷轧硅钢连退机组带钢跑偏分析与处理措施1. 引言1.1 背景介绍冷轧硅钢连退机组是钢铁行业中常见的设备之一,用于生产带钢产品。
带钢跑偏是在连续退火机组中较为常见的问题,其产生会影响带钢的质量和生产效率。
带钢跑偏可能导致带钢在运行过程中发生偏移,甚至出现断裂等严重情况,进而影响生产效率和安全生产。
在冷轧硅钢连退机组中,带钢跑偏的原因多种多样,可能是由于设备不稳定、工艺参数设置不当等引起的。
为了解决带钢跑偏问题,需要对其原因进行深入分析,并采取有效的处理措施。
连退机组的调整方法和带钢跑偏监控措施也是至关重要的,既要及时调整设备参数,又要对带钢运行状态进行实时监控,确保生产过程的稳定性和安全性。
在本文中,我们将对冷轧硅钢连退机组带钢跑偏的原因进行详细分析,并提出相应的处理措施。
我们还将介绍连退机组的调整方法和带钢跑偏的监控措施,以及设备的维护保养方法。
通过深入研究带钢跑偏问题及其解决方案,可以提高连退机组的生产效率和产品质量,为钢铁行业的发展做出贡献。
【引言结束】1.2 问题提出带钢跑偏是冷轧硅钢连退机组生产中常见的问题,它会导致带钢在加工过程中偏离预定轨道,影响产品质量和生产效率。
造成带钢跑偏的原因有很多,可能是设备本身存在问题,也可能是操作员操作不当,甚至是外部环境的因素。
解决带钢跑偏问题,需要综合考虑设备调整、操作技术、监控手段等多方面因素,采取相应的处理措施。
在冷轧硅钢连退机组生产中,带钢跑偏问题的解决至关重要。
如果带钢频繁跑偏,不仅会影响产品的质量,还会增加生产线的停机时间和人力成本。
及时有效地处理带钢跑偏问题,对于提高生产效率、降低生产成本具有重要意义。
本文将对带钢跑偏问题进行分析,并提出相应的处理措施。
还将介绍连退机组调整方法、带钢跑偏监控措施和设备维护保养等内容,希望能为相关生产企业提供参考和帮助。
通过对带钢跑偏问题的全面了解和有效处理,提高生产线的稳定性和生产效率,保证产品质量,促进企业可持续发展。
连续退火机组纠偏措施及应用
1、调整进出口压力:如果退火机组的进口压力过高或过低,可以通过调整进出口调
节阀来调整,以恢复设定压力。
2、热气流量调整:如果退火机组的热气流量不足,可以通过调节热气流量增量开关
来调整,以恢复设定热气流量。
3、火花塞调整:如果退火机组火花塞不能正常工作,可以通过调节火花塞旋转角度
来调整,以恢复正常工作状态。
4、温度测量本体调整:如果温度测量仪的测量结果不准确,可以通过调整温度测量
本体的位置来纠正,以恢复测量结果的准确性。
1、精深加工:连续退火机组用于金属或非金属材料的精深加工,可以使材料获得良
好的机械性能和固化性能。
2、热处理:比如细铸锭热处理和铸锭表面处理时,连续退火机组可以控制退火温度,以保证材料的热处理质量。
3、压缩机加热:连续退火机组可以用来加热工作空气,使压缩机输出的可靠性和效
率更高。
4、热恒温制冷:连续退火机组可以用来执行热恒温制冷,使冷却剂在循环中不断蒸发,以降低温度。
5、楼宇循环供暖:连续退火机组可以用来向楼宇输送高温热气,从而实现楼宇的循
环供暖。
退火炉纠偏装置技术改造方案探析摘要:连续退火炉带钢跑偏问题的发生,容易造成工厂生产的重大事故,应予以重视。
本文结合具体工程实例,从退火炉炉内跑偏原因分析入手,详细阐述了机组纠偏装置技术的改造方案,旨在提高纠偏装置的防跑偏效果,以供参考借鉴。
关键词:退火炉;带钢跑偏;改造;方案带钢跑偏问题在连续退火炉的运行中发生率较高,由于跑偏故障给正常生产带来极大的影响,因此普遍使用纠偏装置来防治炉内的带钢跑偏。
在为了达到理想的防跑偏效果,在退火炉的设计中,要充分考虑纠偏装置的合理配置,采取有效的改造措施进一步提升退火炉的纠偏能力,才能确保机组稳定、高效的运行。
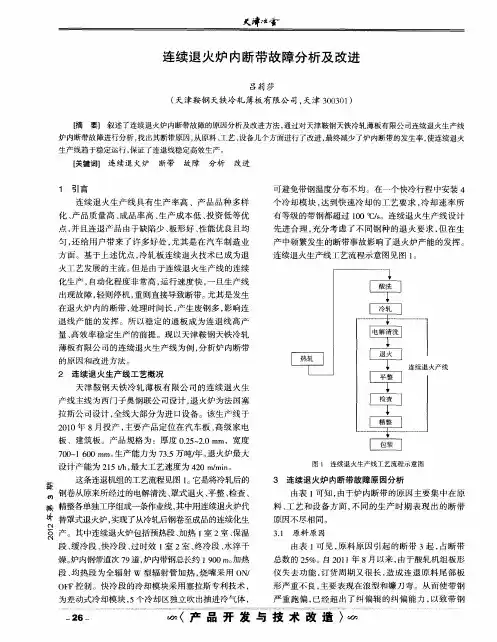
1 工程简介某厂退火炉分为预热、加热(Ⅰ、Ⅱ段)、均热、缓冷、闪冷、过时效、二冷、终冷共8段,带钢总长2300m。
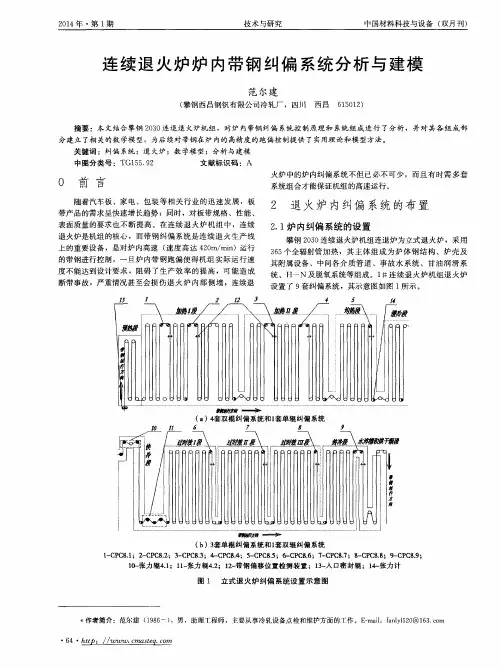
为防止带钢在炉内跑偏,保证机组稳定运行,实现带钢动态对中控制,除预热段外,炉内每段都设有一套双辊纠偏装置,加热段纠偏配置如图1所示。
2 炉内跑偏原因分析自投产以来,在炉内一直存在带钢跑偏的问题,尤其是在加热段4#纠偏辊前跑偏尤为严重。
作为目前国内少数能够生产2000mm宽度带钢的连续退火机组之一,承担了生产和开发极限宽规格冷轧产品的重任。
随着极限宽薄产品订单量的增加,跑偏问题日益凸显,严重影响极限宽规格产品的产量和质量,也制约着产线的稳定运行和产能释放。
频繁的跑偏降速容易引起炉内温度的剧烈波动,致使带钢发生瓢曲现象,甚至导致擦炉墙、断带等重大事故的发生。
退火炉内带钢跑偏的主要影响因素按照重要程度总结起来大致如下:(1)来料的板型,特别是单边浪或四分之一浪;(2)炉辊的安装精度,包括水平度、垂直度等;(3)炉辊的辊型和粗糙度;(4)张力控制的影响,包括实测张力是否准确,速度或张力设定值变化时,张力控制器能否及时响应等;(5)加热段辐射管的工作状态,尽量避免带钢两侧加热不均;(6)纠偏单元的工作状态等其他因素。
而作为退火炉的初始段,在预热段与加热段交汇区域,由于冷态带钢入炉进入加热段后温度变化大,内应力释放剧烈,而且冷态带钢在与炉辊接触时会吸收炉辊的热量,使炉辊与带钢接触部位的温度低于两端,从而导致炉辊的实际凸度低于初始凸度。
浅析带钢的对中纠偏控制本文具体分析了带钢在运行过程中跑偏产生的缘由、特点及其类别。
针对带钢的跑偏现象,进行了深化讨论,提出了纠偏的措施,也探讨了各种设计方法的可行性和有效性,从而为选取最佳的设计方案供应依据。
带钢跑偏缘由分析工程设计和应用中,无论带钢外形的板形缺陷、塔形卷曲、处理线设备安装偏差及调整不当、处理工艺对带钢的影响等都会导致运动的带钢在生产线上发生偏移。
1.1.带钢的板形缺陷。
各种形式的板形缺陷主要有:带钢断面外形、平坦度、带头焊接没对齐或偏斜。
当带钢在运动过程中,它的外形并不能得到订正。
依照拱形的大小,会产生相应大小的跑偏。
1.2.设备精度。
包括转向辊、张力辊及活套车等安装精度、夹送辊压力不均、各种辊子辊面不匀称磨损等因素均会造成带钢横向跑偏。
依据带钢的运行行为,辊子上的带钢总是趋向于以90的夹角垂直辊子轴线方向运行。
事实上,辊子轴线不平行,甚至带钢拱形都会导致带钢进入辊子的角度偏离90。
偏离的大小,记为跑偏角。
<imgsrc=“file:///C:/Users/仲æ é¹ /AppData/Local/Temp/msohtmlclip1/01/clip_image 014.png”/为带钢跑偏速度,mm/s;<imgsrc=“file:///C:/Users/仲æ é¹ /AppData/Local/Temp/msohtmlclip1/01/clip_image 016.png”/为跑偏速度系数,其大小与辊子表面状态、带钢与辊子包角等有关,抱负状况下可取 1.0;<imgsrc=“file:///C:/Users/仲æ é¹ /AppData/Local/Temp/msohtmlclip1/01/clip_image 018.png”/为辊子圆周线速度,mm/s;<imgsrc=“file:///C:/Users/仲æ é¹ /AppData/Local/Temp/msohtmlclip1/01/clip_image 010.png”/跑偏角度。
马钢2130连续退火炉内宽规格带钢跑偏分析及对策作者:桂国胡裕龙来源:《科学与财富》2017年第33期摘要:随着市场竞争的不断加剧,客户对冷轧带钢的产品质量及产品规格都提出了更高的要求,尤其是极限宽规格产品的需求量逐渐极大,而2130连续退火线因连续退火炉内跑偏严重,导致生产线出现停机开炉情况,通过现场跟踪,提出解决马钢2130连续退火线跑偏的方案并付诸实践,取得了良好的效果。
关键词:宽规格带钢;连续退火;跑偏1前言马钢2130连续退火线投产于2007年,设计能力为年产93.68万t,产品规格范围为:0.25~2.0mm×900~2000mm,产品等级为:一般商品级(CQ)、普通冲压级(DQ)、深冲压级(DDQ)、超深冲压级(EDDQ)、特超深冲压级(S-EDDQ)、高强钢(IF-HSS、BH-HSS、HSLA、DP、TRIP等),作为目前国内能够生产2000mm宽度带钢的少有的连续退火产品机组之一,承担了生产和开发马钢集团极限宽规格冷轧产品的任务,随着市场竞争的不断加剧,客户对冷轧带钢的产品质量及产品规格都提出了更高的要求,尤其是极限宽规格产品的需求量逐渐极大,而极限宽薄规格产品的宽厚比大,压下率大,酸轧板形难以控制,易产生复杂浪形,如单边浪、边中复合浪等非对称板型缺陷,这类板型非常容易引发后续连续退火线的跑偏问题[1]。
2015年以来马钢2130连续退火线炉内带钢跑偏问题日益加重,仅2015年1-12月跑偏导致擦炉墙停机开炉事故6次,严重制约着马钢2130连续退火线的高效化生产,特别是随着极限宽规格高端品种的生产比重增加,这种马钢2130连续退火线带钢跑偏问题变得更加突出和紧迫。
本文通过对马钢2130连续退火线在生产宽规格产品时,进行跟踪实验,制定出相应的对策。
2 跑偏情况分析对马钢2130连续退火线的实际生产情况进行跟踪,发现在加热段4#纠偏辊(图示16、17号炉辊)区域(图示五角星区域)跑偏尤为严重。
连退炉带钢跑偏的分析与控制摘要:目前科技高速发展进步,连续退火装置在一定程度上满足了高速、自动化、连续化的生产需求。
采用活套装置可以有效地控制带钢的张力,在保障科学、合理的速度基础上提高产量、提高高质量,这对于带钢的生产非常重要。
然而,在连续退火生产线中常会出现带材跑偏现象,如果带钢在炉膛中出现跑偏,很可能会造成停机,严重时会造成带钢断裂,给连铸生产造成很大的麻烦。
基于这一现状,针对连退炉带钢跑偏的原因进行分析,并提出相应的防治措施,以供相关人员参考。
关键词:连退炉;带钢跑偏;控制引言:目前,在高端生产中,全辐射管、H-Nx保护气体、全辐射管的连续退火炉,产品广泛用于汽车、家电、装潢等高档行业,是目前世界上最先进、最具竞争力的高强度钢制造设备。
由于连续生产,要求长期稳定运行,导致温度制度、钢种、规格等频繁变化,导致产品稳定性波动,特别是在气温系统发生改变的时候。
因此,采用科学合理的工艺转化技术对减少带材跑偏的影响是不可替代的。
一、连退炉带钢跑偏随着工业技术的进步与革新,退火炉逐渐应用于冷轧连回生产线,使生产的连续性大大提高,产量也大大提高。
虽然连续退火技术具有连续生产的特征,但生产线较长,钢种品种繁多,生产过程中,带钢很难沿着炉区中心线进行操作,在有缺陷的情况下,炉内带材的跑偏现象较为普遍,尤其是宽、薄、硬钢材更是如此。
如果带钢在炉膛中出现跑偏还可能会会造成带钢断裂,给连铸生产造成很大的麻烦。
在此基础上,针对连续退火带钢跑偏的问题,提出相应的改进方案。
采取适当的控制措施,可以有效地控制带钢的跑偏现象,增强设备的精度,从而在今后的先进工艺中,有效地解决了带钢跑偏的问题,从而减少了企业的成本,提高了生产的效率。
二、跑偏原因分析(一)来料板型单边浪型严重或存在镰刀弯在板条宽度方向上,轧辊表面与带材之间的接触较好,使带材沿宽度方向受力均匀,不会发生偏移。
在板宽方向上有对称波形时,尽管带材在宽度上的受力不均,但对称波形位置的应力互相抵消,使带材没有跑偏的情况。
浅析连退炉带钢跑偏的原因与防治刘青杰(河钢集团邯钢公司邯宝冷轧厂维修车间,河北 邯郸 056000)摘 要:炉内带钢跑偏是连退生产线经常遇到的问题。
一旦发生带钢炉内跑偏,轻则停车,严重时导致炉内断带,给连退生产带来极大困扰。
通过对连退炉带钢跑偏的原因进行分析,采取相应的防治措施,可有效防治带钢炉内跑偏的问题。
关键词:连续退火炉;带钢跑偏;原因分析;防治中图分类号:TG333 文献标识码:A 文章编号:11-5004(2020)04-0203-2收稿日期:2020-02作者简介:刘青杰,男,生于1985年,汉族,山东烟台人,本科,工程师,研究方向:机械设备维护维修。
随着工业生产技术装备的不断发展革新,大型自动化连续退火炉逐渐在冷轧连退生产中得到广泛应用,极大地优化了冷轧机组生产的连续性,使生产效率显著提高。
虽然连退炉具有生产连续性强的特点,但由于生产线较长、钢种规格多样,因而在生产中带钢难以沿炉区中心线运行;在板形存在缺陷的情况下比较容易出现炉内带钢跑偏的问题,特别是宽规格、薄规格和硬钢,炉内跑偏的可能性很大。
一旦发生带钢炉内跑偏,轻则停车,严重时导致炉内断带,给连退生产带来极大困扰。
通过对连退炉带钢跑偏的原因进行分析,采取相应的防治措施,可有效防治带钢炉内跑偏的问题。
本文结合邯钢冷轧连退生产线实际,对此进行了探讨。
1 连退炉带钢跑偏的原因分析1.1 来料板形缺陷板形平整、尺寸均匀的板带与辊面接触良好,在宽度方向上受力均匀,因此不会发生跑偏现象;但当来料板形存在单边浪形或是两侧厚度尺寸不一时,板带与辊面未能良好贴合接触,板带在宽度方向会出现两侧受力不均的情况。
此时在连退炉高速运转的情况下,带钢就会向受力较多的一侧逐渐偏移,进度发生带钢跑偏的现象。
此外,当来料板形在轧制中存在月牙弯形状时,受惯性影响也会发生机械跑偏的现象。
从生产实践来看,来料板形缺陷是导致带钢炉内跑偏的最主要原因,70%以上的带钢跑偏均是由此而引起的。
带钢自动纠偏原理研究及应用文章结合连续带钢生产设备及工艺特点,分析了带钢跑偏的原因。
介绍了带钢生产中的自动纠偏系统,通过分析其中原理,建立相应的纠偏数学模型,并分析了各类纠偏形式的纠偏特点及效果。
最后通过对某1320mm直接轧制退火酸洗机组中的纠偏应用进行比较分析,验证了各种常用纠偏形式的应用条件。
标签:纠偏对中;CPC;跑偏;电液伺服引言在连续带钢生产中,带钢的稳定连续运行是作业效率和质量的保证。
如何在各生产环节中对跑偏带钢进行纠偏控制已成为连续带钢生产的重要课题。
1 带钢跑偏原因分析带钢运行中产生跑偏有多方面的原因:(1)带钢质量缺陷。
如板形、板凸度缺陷,带钢焊接不齐,表面光洁度不均等,会在张力运行中造成侧向力或螺旋升角导致带钢跑偏[1]。
(2)设备制造安装。
如运行辊子制造安装精度差,磨损不均导致带钢向一侧滑移。
(3)工艺因素。
如不均匀轧制、受热不均或张力波动等。
在带钢纠偏中使用最广泛的是光电伺服纠偏系统(见图1),即CPC/EPC系统。
其对中度高,反应灵敏,可实现纠偏系统的位置闭环控制[2]。
图1 板带自动纠偏系统2 带钢纠偏原理研究带钢运行中,如果前进方向与辊子轴线不垂直,辊子旋转过程中会产生对带钢的横向摩擦力,产生螺旋卷取效应,使带钢横向移动,即跑偏(见图2)。
图2 带钢的跑偏过程跑偏公式[3]:C=K·L·tan?琢(1)式中:C-跑偏量,mm;K-跑偏系数;L自由带钢长度,mm;?琢-跑偏角,度。
3 几种自动纠偏系统根据纠偏形式的不同,实际应用中形成了三种基本纠偏方式。
3.1 比例纠偏辊系统在工作空间狭小处经常应用比例纠偏辊(P型纠偏辊),其原理是通过纠偏辊框架以进带平面上的一点为旋转轴转动,使带钢能够侧向移动(见图3)。
图3 比例纠偏辊(P型纠偏辊)其纠偏能力:±?啄=L0·sin?茁(2)式中,?啄-纠偏调整量,mm;L0-入带自由长度,mm;?茁-纠偏摆动角,度。