RD350焊机维修手册
- 格式:pdf
- 大小:854.66 KB
- 文档页数:20

焊接机维修手册一、引言焊接机是用于连接金属材料的工具和设备,它在各个领域都有广泛的应用。
为了确保焊接机的正常运行和延长其使用寿命,本手册将介绍焊接机维修的基本知识和相关操作方法。
二、故障排查与维修1. 电源故障- 插头松动或损坏:检查插头是否牢固连接,如有问题,更换新的插头。
- 电源线断裂:检查电源线是否完好,如发现断裂,应及时更换电源线。
- 电源过载:检查是否连接了额定电流以上的设备,确保不超过焊接机的额定负荷。
2. 焊接电极故障- 电极磨损:检查电极是否磨损,如磨损严重,应更换新的电极。
- 电极松动:检查电极是否牢固固定,如松动,需重新紧固电极。
3. 焊接质量问题- 电流过大或过小:根据焊接材料的特性和焊接要求,调整焊接机的电流大小。
- 焊接时间不足或过长:根据焊接要求和材料特性,调整焊接机的焊接时间。
- 电压不稳定:检查电压供应是否稳定,如发现问题,应及时修复或更换电源。
三、维护与保养1. 清洁焊接机外壳:定期使用柔软的布料擦拭焊接机外壳,保持外观整洁。
2. 罩套保护:对于不常使用的焊接机,可以使用罩套进行遮盖,防止灰尘及湿气进入机器内部。
3. 定期检查电源连接:检查焊接机的电源连接是否牢固,如有松动或损坏,应及时修复。
4. 保持通风良好:确保焊接机周围通风良好,避免过热导致故障。
5. 定期维护:按照生产商的说明书进行定期维护,如更换润滑油、清洗过滤网等。
四、安全注意事项1. 使用防护手套和面罩:在操作焊接机时,务必佩戴防护手套和面罩,以防止火花溅入眼睛和皮肤。
2. 注意周围环境:焊接机操作时,要确保周围没有易燃物品,以免引发火灾。
3. 了解紧急停机装置:熟悉焊接机的紧急停机装置的位置和使用方法,在紧急情况下及时停机。
4. 接地保护:确保焊接机与接地线连接良好,以防止电击等安全事故的发生。
5. 学习使用说明书:在使用焊接机之前,仔细阅读并理解使用说明书,确保正确操作。
五、结论本手册介绍了焊接机维修的基本知识和维护方法,希望能帮助读者解决焊接机故障并保持其正常运行。

MOTOMAN专用数字式逆变焊接电源RD350使用说明书请务必将该说明书交到操作者手中A1301-02 1 / 108A1301-02在使用该设备以前,请操作者务必认真阅读本说明书,以掌握正确的使用方法。
感谢选用数字式逆变控制的高性能CO2 /MAG/MIG 机器人专用焊接电源“ RD350 ”。
在使用焊接电源以前,请仔细阅读本说明书,以掌握焊接电源的正确使用方法。
除此以外,还请参照送丝机构、焊枪、气体压力调整器等设备的“ 使用说明书”。
●为了确保本焊接机安装、维护点检、修理的安全性,须由熟悉焊接机、训练有素的人员或获得相关资格的人员进行操作。
●为了确保操作的安全性,本设备的操作人员必须充分掌握该使用说明书的内容,具有安全操作的知识及技能。
●请勿对本设备进行改装。
改装可能成为导致触电、受伤及机器故障等原因。
●在安全教育方面,希望用户参加焊接学会、焊接协会及相关学会、协会的总部及分部举办的各种讲习会,并积极参加焊接技术者、焊接技术师的资格考试。
●阅读完该使用说明书后,请将本书妥善保管于相关人员可随时看到的地方。
必要时,请再次阅读有关内容。
iiA1301-02 2 / 108A1301-02A1301-02 3 / 108安全注意事项1 额定规格2 安装和接线2.1 安装环境 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-1 2.2 接地施工注意事项 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-1 2.3 必需的电源容量配备及接线规格 . . . . . . . . . . . . . . . . . . . .2-2 2.4 漏电断路器组合. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-3 2.5 电气系统的接线. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-4 2.6 焊接电压检出线的接线. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-7 2.7 焊接保护气系统的连接. . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-102.7.1 混合气及二氧化碳气体保护焊 . . . . . . . . . . . . . . . . . . . . . . . . .2-10 2.7.2 关于焊接用气体与气瓶的注意事项. . . . . . . . . . . . . . . . . . . . . .2-102.8 环境的整备 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-12 2.9 搬运注意事项 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-143 焊接准备4 焊接电源面板的操作方法4.1 焊接电源面板 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4-1 4.2 焊接电源面板的操作内容 . . . . . . . . . . . . . . . . . . . . . . . . . . .4-34.2.1 溶接法 (焊接方法)的选择 . . . . . . . . . . . . . . . . . . . . . . . . . . .4-3 4.2.2 使用者内容. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4-7 4.2.3 P 参数的修改 ................................................................................... 4-7 4.2.4 C 参数的修改 ................................................................................... 4-8 4.2.5 D 参数的修改 ................................................................................... 4-9 4.2.6 条件记忆 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4-10 4.2.7 焊接保护气检查时间的调整 . . . . . . . . . . . . . . . . . . . . . . . . . . .4-10 4.2.8 送丝马达的选择 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4-11 4.2.9 马达电流的监控 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4-12 4.2.10 系统复位 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4-12 4.2.11 面板操作锁的设定 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4-14⏹ 面板操作锁的设定方法 . . . . . . . . . . . . . . . . . . . . . . . . . . . .4-14 ⏹ 面板操作锁的解除方法 . . . . . . . . . . . . . . . . . . . . . . . . . . . .4-154.3 P 参数一览表.................................................................................. 4-16iiiA1301-024.4 C 参数一览表 ........................................................................... 4-174.5 D 参数一览表 ........................................................................... 4-205 焊接作业5.1 焊接条件的确认. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-15.2 焊丝的干伸长. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-15.3 焊接方向和焊枪角度. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-15.4 延长电缆接线时的注意事项. . . . . . . . . . . . . . . . . . . . . . . . . 5-26 使用时的注意事项6.1 异常检测功能. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-16.2 电源开关跳闸. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-36.3 焊接作业时的注意事项. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-37 关于内置功能7.1 Pr(MB) 基板的 DIP 开关的设定............................................................ 7-17.2 Pr( CR ) 基板的 DIP 开关的设定........................................................... 7-28 维护及点检8.1 防尘过滤装置的清扫. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8-28.2 保险管的更换. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8-49 故障的诊断9.1 设定内容的确认. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9-19.2 焊接部分的异常、原因及对策. . . . . . . . . . . . . . . . . . . . . . 9-39.3 电气回路部分的异常、原因及对策. . . . . . . . . . . . . . . . . . 9-6ivA1301-02 4 / 108A1301-02 10 机器人用接口的信号规格10.1 机器人用接口的信号规格. . . . . . . . . . . . . . . . . . . . . . . . .10-110.2 背面侧外部端子/Pr(IF)-008 端子的含义和功能. . .10-210.3 侦测功能用信号的含义和功能[选项基板Pr(OP)-003[RD350 机用]] .......................................... 10-411 接线系统图12 诊断功能12.1 诊断模式的起动. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12-112.2 焊接电源故障发生次数的确认. . . . . . . . . . . . . . . . . . . .12-212.3 故障履历的删除. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12-312.4 诊断模式的结束. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12-313 P 参数的说明(焊接特性调整)13.1 可调整的焊接特性. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13-113.2 起弧特性. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13-213.2.1 起弧脉冲. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13-213.2.2 热启动条件. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13-313.3 熄弧特性. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13-413.4 短路焊接特性. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13-613.5 脉冲焊接特性. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13-713.6 弧长恒定控制增益. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13-913.7 焊接电流输出特性. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13-10vA1301-02 5 / 108A1301-0214 焊接电流校验功能14.1 什么是焊接电流校验功能. . . . . . . . . . . . . . . . . . . . . . . . 14-114.2 焊接电流校验功能的步骤. . . . . . . . . . . . . . . . . . . . . . . . 14-214.3 焊接电流校验功能的参数. . . . . . . . . . . . . . . . . . . . . . . . 14-615 机器人控制柜焊接机特性文件16 电弧监视功能的设定17 外部遥控操作17.1 气体检查. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17-117.2 使用者内容切换. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17-218 服务部件表viA1301-02 6 / 108A1301-02 安全注意事项●在使用设备前,请务必认真阅读本使用说明书,掌握正确的使用方法。
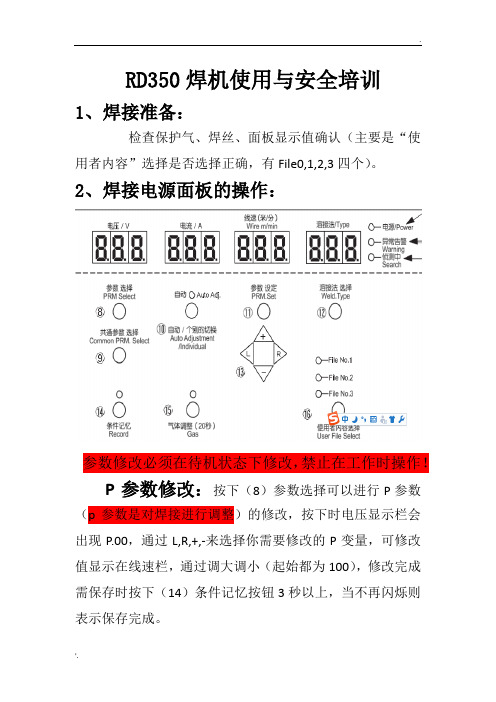
RD350焊机使用与安全培训1、焊接准备:检查保护气、焊丝、面板显示值确认(主要是“使用者内容”选择是否选择正确,有File0,1,2,3四个)。
2、焊接电源面板的操作:参数修改必须在待机状态下修改,禁止在工作时操作!P参数修改:按下(8)参数选择可以进行P参数(p参数是对焊接进行调整)的修改,按下时电压显示栏会出现P.00,通过L,R,+,-来选择你需要修改的P变量,可修改值显示在线速栏,通过调大调小(起始都为100),修改完成需保存时按下(14)条件记忆按钮3秒以上,当不再闪烁则表示保存完成。
C参数修改:按下(9)共通参数选择可进行C参数(C参数是焊接电源共通参数)的修改,按下时电压显示栏会出现C.00,过L,R,+,-来选择你需要修改的C变量,可修改值显示在线速栏,通过调大调小来表示,修改完成需保存时按下(14)条件记忆按钮3秒以上,当不再闪烁则表示保存完成。
溶接法的选择:按下(12)溶接法选择按钮即可进入修改,修改的值需要根据当前使用的保护气,焊丝直径大小以及焊接的材料来选择,如下表:短路焊接即为直流焊接。
焊接保护气检查时间的调整:按下(15)气体调整按钮,焊枪口吹气(默认20s),如需修改此值,可进入C参数修改,修改C00的数值,将20改为你所需要的数值,预送气时间(起弧C01)默认56ms,滞后气时间(熄弧C02)默认500ms,根据需要进行修改即可。
送丝马达的选择:可通过修改C参数中的C09的数值来实现送丝马达的选择:,C09=0时为WT310ELC型电机,C09=1时为伺服焊枪,C09=2时为双驱永磁电机,C09=3时为双驱印刷电机(出厂设定),修改完成后按下(14)“条件记忆”按钮3秒以上,不闪烁即为保存成功。
系统复位:“系统复位”指对焊机电源内部设定的数据全部进行初始化设置。
软件更新及存储器检查出现异常时,请进行系统复位操作(系统复位后不可恢复原有的数据,所以复位前记录需要的的参数数据),步骤如下:待机状态下,按下9“共通参数选择”按钮后,将C00调到C23,然后将电流及电压显示表调至2004,即进行系统复位操作,如下表示当出现“sysrst”,即表示系统复位成功,关闭焊机,初始化完成,如下表示3、焊接作业:条件确认:保证焊接工件表面的干净整洁,不存在残留物,例如:水,油,铁屑,锈质,油漆等。


电焊机故障维修手册在电焊机使用过程中,时常会出现一些故障问题,这不仅影响了工作效率,也对操作人员的安全造成了潜在威胁。
因此,了解和掌握常见故障的排除方法是十分重要的。
本文即为电焊机故障维修手册,为您提供了一些常见问题的解决办法。
在进行任何维修之前,请务必确保电焊机已经断电并且处于停机状态。
1. 电焊机启动问题若电焊机启动时无法正常运行,不能输出电流,可能是以下几个原因造成的:a) 电焊机未正确连接至电源:请检查电焊机的电源连接,并确保电源插头与插座连接良好。
b) 电焊机内部保险丝烧坏:打开电焊机外壳,检查内部保险丝是否烧坏,如有必要,更换保险丝。
c) 电焊机内部元件损坏:若以上两个问题都排除了,可能是电焊机内部元件损坏,建议将其送至专业维修中心进行维修。
2. 电焊机输出电流不稳定若在使用电焊机进行焊接时,输出电流不稳定,可能会出现明暗焊、跳跳焊等现象,可以参考以下方法进行排除:a) 电焊机电流调节旋钮未正确设置:请尝试调整电流调节旋钮,让其处于合适的焊接电流范围。
b) 电焊机电源电压不稳定:检查电焊机所连接的电源线路是否稳定,如有必要,可以使用稳压器来稳定电源电压。
c) 电焊机内部散热不良:电焊机长时间使用后,内部可能会因为散热不良导致输出电流不稳定,此时可以停机进行冷却,或者提供良好的散热条件,如放置于通风良好的环境中。
3. 电焊机出现异响或烟雾若在使用电焊机时,出现异常的异响或冒烟现象,请立即停机并采取以下措施:a) 检查焊接电极与工件接触是否良好:请确保焊接电极与工件接触良好,如接触不良,可能会引起焊接不稳定或产生异常声音。
b) 检查焊接电缆是否损坏:检查焊接电缆是否有磨损、切口等损坏情况,若有,应及时更换新的焊接电缆。
c) 电焊机内部元件损坏:若以上两个问题都排除了,可能是电焊机内部元件损坏,建议将其送至专业维修中心。
4. 电焊机漏电问题电焊机漏电是一种较为严重的故障,不仅会对焊接操作人员造成伤害,还有可能损坏其他电气设备。
MOTOMAN专用数字式逆变焊接电源RD350使用说明书请务必将该说明书交到操作者手中A1301-02 1 / 108A1301-02在使用该设备以前,请操作者务必认真阅读本说明书,以掌握正确的使用方法。
感谢选用数字式逆变控制的高性能CO2 /MAG/MIG 机器人专用焊接电源“ RD350 ”。
在使用焊接电源以前,请仔细阅读本说明书,以掌握焊接电源的正确使用方法。
除此以外,还请参照送丝机构、焊枪、气体压力调整器等设备的“ 使用说明书”。
●为了确保本焊接机安装、维护点检、修理的安全性,须由熟悉焊接机、训练有素的人员或获得相关资格的人员进行操作。
●为了确保操作的安全性,本设备的操作人员必须充分掌握该使用说明书的内容,具有安全操作的知识及技能。
●请勿对本设备进行改装。
改装可能成为导致触电、受伤及机器故障等原因。
●在安全教育方面,希望用户参加焊接学会、焊接协会及相关学会、协会的总部及分部举办的各种讲习会,并积极参加焊接技术者、焊接技术师的资格考试。
●阅读完该使用说明书后,请将本书妥善保管于相关人员可随时看到的地方。
必要时,请再次阅读有关内容。
iiA1301-02 2 / 108A1301-02A1301-02 3 / 108安全注意事项1 额定规格2 安装和接线2.1 安装环境 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-1 2.2 接地施工注意事项 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-1 2.3 必需的电源容量配备及接线规格 . . . . . . . . . . . . . . . . . . . .2-2 2.4 漏电断路器组合. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-3 2.5 电气系统的接线. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-4 2.6 焊接电压检出线的接线. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-7 2.7 焊接保护气系统的连接. . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-102.7.1 混合气及二氧化碳气体保护焊 . . . . . . . . . . . . . . . . . . . . . . . . .2-10 2.7.2 关于焊接用气体与气瓶的注意事项. . . . . . . . . . . . . . . . . . . . . .2-102.8 环境的整备 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-12 2.9 搬运注意事项 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-143 焊接准备4 焊接电源面板的操作方法4.1 焊接电源面板 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4-1 4.2 焊接电源面板的操作内容 . . . . . . . . . . . . . . . . . . . . . . . . . . .4-34.2.1 溶接法 (焊接方法)的选择 . . . . . . . . . . . . . . . . . . . . . . . . . . .4-3 4.2.2 使用者内容. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4-7 4.2.3 P 参数的修改 ................................................................................... 4-7 4.2.4 C 参数的修改 ................................................................................... 4-8 4.2.5 D 参数的修改 ................................................................................... 4-9 4.2.6 条件记忆 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4-10 4.2.7 焊接保护气检查时间的调整 . . . . . . . . . . . . . . . . . . . . . . . . . . .4-10 4.2.8 送丝马达的选择 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4-11 4.2.9 马达电流的监控 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4-12 4.2.10 系统复位 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4-12 4.2.11 面板操作锁的设定 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4-14⏹ 面板操作锁的设定方法 . . . . . . . . . . . . . . . . . . . . . . . . . . . .4-14 ⏹ 面板操作锁的解除方法 . . . . . . . . . . . . . . . . . . . . . . . . . . . .4-154.3 P 参数一览表.................................................................................. 4-16iiiA1301-024.4 C 参数一览表 ........................................................................... 4-174.5 D 参数一览表 ........................................................................... 4-205 焊接作业5.1 焊接条件的确认. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-15.2 焊丝的干伸长. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-15.3 焊接方向和焊枪角度. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-15.4 延长电缆接线时的注意事项. . . . . . . . . . . . . . . . . . . . . . . . . 5-26 使用时的注意事项6.1 异常检测功能. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-16.2 电源开关跳闸. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-36.3 焊接作业时的注意事项. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-37 关于内置功能7.1 Pr(MB) 基板的 DIP 开关的设定............................................................ 7-17.2 Pr( CR ) 基板的 DIP 开关的设定........................................................... 7-28 维护及点检8.1 防尘过滤装置的清扫. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8-28.2 保险管的更换. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8-49 故障的诊断9.1 设定内容的确认. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9-19.2 焊接部分的异常、原因及对策. . . . . . . . . . . . . . . . . . . . . . 9-39.3 电气回路部分的异常、原因及对策. . . . . . . . . . . . . . . . . . 9-6ivA1301-02 4 / 108A1301-02 10 机器人用接口的信号规格10.1 机器人用接口的信号规格. . . . . . . . . . . . . . . . . . . . . . . . .10-110.2 背面侧外部端子/Pr(IF)-008 端子的含义和功能. . .10-210.3 侦测功能用信号的含义和功能[选项基板Pr(OP)-003[RD350 机用]] .......................................... 10-411 接线系统图12 诊断功能12.1 诊断模式的起动. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12-112.2 焊接电源故障发生次数的确认. . . . . . . . . . . . . . . . . . . .12-212.3 故障履历的删除. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12-312.4 诊断模式的结束. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12-313 P 参数的说明(焊接特性调整)13.1 可调整的焊接特性. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13-113.2 起弧特性. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13-213.2.1 起弧脉冲. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13-213.2.2 热启动条件. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13-313.3 熄弧特性. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13-413.4 短路焊接特性. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13-613.5 脉冲焊接特性. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13-713.6 弧长恒定控制增益. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13-913.7 焊接电流输出特性. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13-10vA1301-02 5 / 108A1301-0214 焊接电流校验功能14.1 什么是焊接电流校验功能. . . . . . . . . . . . . . . . . . . . . . . . 14-114.2 焊接电流校验功能的步骤. . . . . . . . . . . . . . . . . . . . . . . . 14-214.3 焊接电流校验功能的参数. . . . . . . . . . . . . . . . . . . . . . . . 14-615 机器人控制柜焊接机特性文件16 电弧监视功能的设定17 外部遥控操作17.1 气体检查. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17-117.2 使用者内容切换. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17-218 服务部件表viA1301-02 6 / 108A1301-02 安全注意事项●在使用设备前,请务必认真阅读本使用说明书,掌握正确的使用方法。
直流维修手册维修手册说明•本手册适用于没有专用的调试仪器和设备。
使用数字或指针万用表进行测量而进行维修的维修人员。
通过故障现象及测量数据来分析故障的原因,从而叛断哪些器件损坏,找到解决问题的方法。
•焊机出现故障后,首先拆开机壳,检查一下内部是否有烧焦,烧坏的现象。
•重点查看以下部分(1)上板部分:场效应管控制模块驱动模块辅助电源(2)底板部分:电解电容高压硅粒热敏电阻压敏电阻发现有烧焦,烧坏现像可直接更换板。
第一章手工弧焊系列故障排除➢开关电源指示灯不亮,风机不转,无焊接输出1、确认电源开关闭合。
2、确认输入电缆所接的电源有电。
➢电源指示灯亮,风机不转,无焊接输出1、可能是输入错接在380V电源上,造成过压保护电路起动,改接在220V电源上,重新开机即可。
2、220V电力不稳(输入线过细过长)或输入线搭接在电网上,造成过压保护电路起动,增加电网输入线的线径;紧固输入线结点,这种现象关机器5-10分钟后重新开机即可恢复正常。
3、短时间内连续开闭电源开关造成过压保护电路起动,关机5-10分钟后重新开机即可恢复正常。
4、电源开关到电源板间的导线松脱,重新紧固。
5、电源板上24V继电器未吸合或损坏,查24V电源和继电器,继电器可用同型号的其它继电器更换。
➢风机转,焊接时输出电流不稳或不受电位器控制,电流时大时小1、电位器1K,质量有问题。
应更换。
2、各种连接处接触不良,尤其接插件等,需检查。
➢风机转,异常指示灯不亮,无焊接输出1、检查机内各种接插线是否接触不良2、输出端连接处有断路或接触不良现象3、用仪表测电源板到MOS板(VH-07插件)电压为DC308V左右1)硅桥是否断路,硅桥接插线是否接触不良2)电源板上四只大电解电容(470UF/450左右)之中个别漏电更换即可。
4、MOS板上辅助电源有一绿色指示灯如不亮,请与经销商或本公司联系5、控制电路问题,请与或本公司联系➢风机转,异常指示灯亮,无焊接输出1、可能是过流保护,请关掉机器待异常指示灯不亮,再重新开机即可恢复正常。
RD350焊机维修手册
杭州凯尔达电焊机有限公司
版本1.0
1. 反馈信号接线图
1.1 焊枪导电嘴和工件之间的电压(焊机输出端电压)
1.2 焊接电源内部的焊接电压
焊接电源内部的焊接电压检测
二极管输出端(+)
焊枪焊机输出端(-)
焊枪导电嘴和工件之间的电压检测
1.3 主回路焊接电流
1.4辅助回路电流
分流器+
-
辅助回路电流检测
分流器+
-
主回路焊接电流检测
2. 电路板上的开关和连接器布局
2.1 Pr(MB)-K030电路板上的开关和连接器布局
2.1.1 Pr(MB)-K030电路板上的双列直插开关
2.1.2 Pr(MB)-K030电路板上的LED 指示灯
LED601
LED600 LED800
LED100 SW100
SW600
SW700
SW200
SW101
2.2Pr(CR)-K030电路板上的开关和连接器布局
SW301
Pr(CR)-K030电路板上的双列直插开关
2.3 Pr(IF)-K008电路板上的连接器和继电器布局
Pr(MB)-030
SW1③
CON6(M)
SW1②
Pr(MB)-030
Pr(MB)-030
Pr(MB)-030
Pr(MB)-030
Pr(MB)-030
2.3.1 Pr(IF)-K008电路板上的继电器
2.3.2 Pr(IF)-K008 电路板上的LED指示灯(机器人接口使用)
2.4 Pr(SD)-K006电路板上的连接器布局
Pr(SD)-K006电路板上的继电器
3.故障诊断
3.1前面板数字仪表不显示
3.2前面板上的所有数字仪表仍显示,但是显示内容不会改变
3.3冷却风机不转
RD350开机时所有的三个风机都旋转,上面的风机一直旋转,下面两个风机在焊接完成5分钟后会停止旋转
3.4保护气体不送出
3.5焊丝无法送给
3.6 检测粘丝
在模拟通讯模式下,焊接期间粘丝检测电压由YEW01 电路板输出熄弧指令执行后,0.2秒内YEW01 电路板输出粘丝检测电压
粘丝故障诊断 的YWE Pr(IF) - K 008 粘丝检测电压信号
工件-焊枪
4.焊机报警信息处理
4.1输入过电压错误(Err001)和输入欠电压错误(Err002)
4.2温度异常错误(Err102,Err103,Err105)
4.3输入过电流错误(Err107)
-
一次侧电流检测
Pr(IF) - 008B CT1
CT2
4.4输出瞬间持续过电流(Err108)
4.5电压检测错误(Err110)
4.6辅助电路过电流(Err111)
4.7面板开关和机种模式设置错误(Err320)
4.8焊接电源和机器人控制单元之间的通信异常(
Err401)
4.9焊丝送给量异常(Err501)
当Error501发生时,检查电机是否转动。
如果电机不转,请参阅“焊丝无法送给”一节
4.10电机过电流错误(Err502)
4.11 启动信号错误(Err601)
4.12输出过电流错误(Err701)
4.13电压检测线错误(Err702)
当焊接电源检测到焊接过程中的焊接电压低于5V时会发生Err702
4.14输出电流设定超过范围
(Err790:超过上限)
(Err791:超过下限)
4.15 Pr(MB)-K030电路板和Pr(CR)-K030 电路板之间的通讯错误(Err800)。