出口委内瑞拉集装箱平车中梁组焊工艺
- 格式:pdf
- 大小:174.88 KB
- 文档页数:3
出口澳大利亚60英尺集装箱平车的研制论文主要介绍了中车太原机车车辆有限公司出口澳大利亚60英尺集装箱平车的用途、技术参数、技术特点、主要结构、主要计算分析和试验结果。
【Abstract】The paper mainly introduces the fuction,technical parameters,technical characteristics,main structure,main calculation analysis and test results of the 60 feet container flat car exported to Australia by Zhongche Taiyuan Locomotive& Rolling Stock Co.Ltd.标签:集装箱平车;结构;技术参数;计算分析1 引言60英尺(约18m)集装箱平车是中车太原机车车辆有限公司为澳大利亚客户生产的集装箱专用平车。
该车在澳大利亚铁路网准轨或1600mm宽轨线路上运行,主要运输国际标准集装箱,可以同时装运3个20英尺(约6m)国际标准集装箱或1个20英尺和1个40英尺国际标准集装箱,也可单独装运1个40英尺或1个48英尺集装箱。
该车于2013年12月完成总体方案设计,并进行了车体有限元强度计算和制动计算及动力学计算,2014年6月完成了样车试制,并进行了澳方要求的各项型式试验。
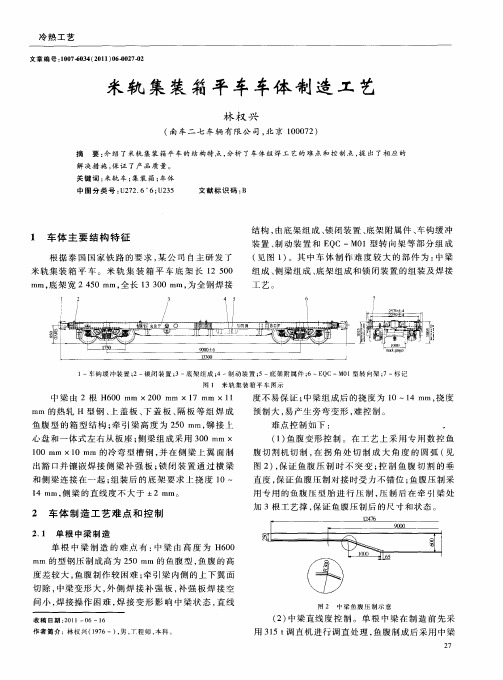
2 60英尺集装箱平车的主要技术参数(表1)限界符合澳大利亚ROA Plate C 限界的规定3 60英尺集装箱平车的主要结构60英尺集装箱平车为底架承载的全钢焊接结构,主要由底架组成、底架附属件、制动装置、车钩缓冲装置、标记、集装箱锁闭装置和转向架等组成(图1)。
3.1底架组成底架主要由中梁、牵枕、小横梁、大横梁、门挡和护栏等组焊而成。
中梁由材质为Q345GNH的钢板组焊成箱形鱼腹结构。
牵枕由牵引梁、枕梁、端梁和上心盘等组成。


集装箱焊接标准集装箱焊接标准一、焊缝形状与外观质量1.焊缝应平滑,不得有裂纹、未熔合、夹渣、气孔等缺陷。
2.焊缝的咬边深度不得大于0.5mm,焊缝两侧的咬边总长度不得超过焊缝长度的10%。
3.焊缝应整齐均匀,不得有错边、搭接不平、翘起等缺陷。
4.焊接处的表面应光滑,不得有明显的凹凸、焊瘤等缺陷。
5.焊缝应与母材平滑过渡,不得有明显的突变。
二、焊接工艺与参数1.焊接方法应符合设计文件的规定,并按照相关标准进行焊接。
2.焊接参数(如电流、电压、焊接速度等)应根据母材的材质、厚度、接头形式等因素进行选择和调整。
3.焊接前应对母材进行预热处理,预热温度应符合设计文件的规定。
4.焊接过程中应保持稳定的焊接速度,避免过快或过慢。
5.焊缝完成后应进行后热处理,以消除焊接残余应力。
三、焊接质量等级1.焊接质量等级应根据设计文件和相关标准进行分类,一般分为一级、二级和三级。
2.各级焊接质量等级的焊缝应符合相应的质量标准,并进行检测和评定。
3.一级焊接质量等级的焊缝应进行100%的外观检测和无损检测(如超声波检测、射线检测等),二级和三级焊接质量等级的焊缝应进行外观检测和抽样无损检测。
四、焊接检验与记录1.焊接过程中应进行自检、互检和专检,确保焊缝质量符合要求。
2.每条焊缝应进行外观检测和无损检测,并记录检测结果。
3.对于一级焊接质量等级的焊缝,应进行100%的无损检测,并记录检测结果。
4.对于二级和三级焊接质量等级的焊缝,应进行抽样无损检测,并记录检测结果。
5.焊接检验记录应存档保存,以便日后查阅。
五、焊接安全与环保1.焊接作业时应采取措施防止电弧光辐射对人体的伤害,如穿戴防护服、戴防护眼镜等。
2.焊接作业时应采取措施防止焊接烟尘对人体的伤害,如开启通风设备、戴口罩等。
3.在易燃易爆等危险环境下进行焊接作业时,应采取相应的安全措施,如进行气体置换、使用防爆设备等。
4.焊接废弃物应按照环保要求进行处理,如分类回收、无害化处理等。
NX70A型共用平车中梁接长组焊接工艺发布时间:2022-11-07T06:43:34.403Z 来源:《中国科技信息》2022年第13期7月作者:杨娅博刘志彬赵飞虎李广鹏[导读] 本文通过对NX70A型共用平车中梁接长的焊缝接头强度低、组对平面度差,焊接变形及探伤通过率杨娅博刘志彬赵飞虎李广鹏中车石家庄车辆有限公司(河北石家庄 051432)摘要:本文通过对NX70A型共用平车中梁接长的焊缝接头强度低、组对平面度差,焊接变形及探伤通过率低等特征进行了分析。
结合中梁体积较大,组对困难,整体焊接结构复杂多样,天车调运难度大等特点。
采用X型V型两种对接坡口形式及CO2混合气体保护焊焊接方法进行论证,在此基础上实施单面焊双面成型技术提高了接头强度。
并采用小规范,对称焊接、多层多道焊接顺序,避免了热量集中,防止变形的产生。
最终成功的对接坡口形式及合理的焊接工艺参数大大提高了中梁接长的焊接质量,为企业创造了更大的效益。
关键词:中梁接长、坡口形式、焊接参数、变形控制前言:NX70A型共用平车属70t级铁路货车.长度为13m(如图1所示),形状为H型钢由上翼板、下翼板及腹板组成,规格为H630×200×15×20(如图2所示),由于型钢因某种原因的影响其长度在<13100mm时根据工艺要求所需接长使用,但是该工件作为大型的、窄而长的构件,抗弯刚性小,接头强度低,易产生焊接变形。
根据中梁接长的工艺流程图可知(如图3所示),焊接构件在焊后,一般都要产生焊接应力与变形。
如果变形量超过了允许的数值,那么就需要进行矫正。
如矫正无效给生产带来了损失与浪费。
本文着重围绕中梁对接坡口形式及焊接工艺参数展开论证如何控制变形。
一、坡口形式的分析1.坡口形式的选择(1)V 形坡口是最常用的坡口形式。
适合于母材8-15mm的焊件,角度为60°。
这种坡口便于加工。
焊接时为单面焊,不用翻转焊件,但焊后焊件容易产生变形,常用于中厚板对接焊缝的焊接。
NX70型共用车中梁质量控制研究摘要:分析了NX70型共用车中梁组成旁弯超限、中梁上心盘组装面扭曲的原因,提出了相应的控制手段和措施,提升了NX70型共用车中梁组成合格率和生产效率。
关键词:NX70型共用车、中梁旁弯超限、中梁扭曲、质量控制1、问题概述NX70型共用车为平、集两用车,其中梁由两颗H型钢切鱼腹单片梁与隔板、上下盖板、前后从板座、上心盘等组焊而成。
在NX70型共用车中梁组成生产过程中,经常出现NX70型共用车中梁组成的旁弯超限、中梁上心盘组装面扭曲等批量质量问题。
中梁调修采用火焰进行调修,火焰调修的工作量大、时间长、调修变化量难以控制(如图1、图2所示)。
因此中梁调修工序成为了NX70型共用车生产过程中的瓶颈工序,严重制约了NX70型共用车的生产效率,同时,火焰调修造成动能及人工浪费,增加了生产成本。
图1:中梁扭曲超限调修图2:中梁旁弯超限调修2、问题调查中车贵阳公司新造车间为解决平车中梁组成旁弯超限、中梁上心盘组装面扭曲等问题,成立了专项质量攻关小组。
攻关小组随机抽取了70颗中梁的调修数据进行统计分析,在70颗中梁组成中,中梁旁弯超限的数量为19颗,比例为27.14%(如图3所示);中梁上心盘组装面扭曲的数量为26颗,比例为37.14%(如图4所示),中梁上心盘处的中梁最大间隙为10mm。
图3:中梁旁弯超限比例图4:中梁心盘扭曲超限比例通过现状调查,我们发现NX70型共用车中梁组成存在的主要问题是:(1)中梁组成旁弯超限。
(2)中梁组成上心盘组装面扭曲变形。
3、原因分析NX70型共用车中梁组成预制一共有中梁对装、中梁翻转焊接、中梁上下盖板焊接、中梁检测及调修五个工位,为了查找问题的根源,攻关小组按照中梁组成工艺流程,从生产六要素对影响中梁组成质量的原因进行逐一分析排查,发现以下主要原因:(1)中梁组成对装工装简陋,中梁组成的支撑点少。
中梁组成对装工装由两个中梁心盘支撑平台、两套液压泵站组成,两中梁组成支撑平台间的间距达到10米,在中梁中部位置缺失支撑装置。
集装箱组合焊接工艺总则1. 引言本文档旨在规范集装箱组合焊接工艺,确保焊接质量和安全性。
本工艺总则适用于所有集装箱的组合焊接,包括焊接集装箱配重头、箱体以及相关焊接工艺。
2. 焊接材料2.1 焊接材料应符合国家相关标准和规定。
2.2 焊接电焊丝的规格和牌号应根据焊接材料的种类和规格确定。
2.3 焊接材料的贮存和保管应遵循相关要求,避免受潮、受热等损坏。
3. 焊接设备3.1 焊接设备应符合国家相关标准和规定。
3.2 焊接设备的维护保养和定期检查应按照制造商的要求进行。
3.3 焊接设备的操作人员应具备相应的焊接资质和技能,确保操作安全。
4. 焊接工艺4.1 焊接工艺应根据焊接材料的种类、结构形式和焊接要求进行选择。
4.2 焊缝的准备应满足焊接要求,确保焊缝牢固、充分保护。
4.3 焊接电流、电压、速度等参数应根据焊接材料和焊接要求进行调整和控制。
4.4 焊接过程中应注意保持良好的焊接形位,防止变形和裂纹的产生。
4.5 焊接完毕后应及时清理焊渣和飞溅,确保焊缝的质量和外观。
5. 质量控制5.1 焊接过程中应进行适时的焊缝无损检测,确保焊缝质量合格。
5.2 焊接完成后应进行外观检查和尺寸测量,确保焊缝达到设计要求。
5.3 焊接质量问题应及时记录和整改,防止同类问题的再次发生。
6. 安全措施6.1 焊接作业人员应穿戴好相应的劳动防护用品,保障个人安全。
6.2 焊接现场应设置明显的安全警示标识,确保周围人员的安全。
6.3 焊接设备应进行定期维护和检查,确保设备的安全可靠性。
6.4 焊接过程中应注意防火、防爆等相关安全措施。
7. 文件管理7.1 对于每次焊接任务,应进行相应的文件记录,包括焊接工艺参数、焊接质量检测报告等。
7.2 焊接相关文件应进行归档管理,妥善保存,方便追溯和复查。
8. 质量评定8.1 焊接组合的焊缝质量应符合相关规范和要求。
8.2 焊接组合的焊缝外观应满足设计要求,无明显缺陷和瑕疵。
9. 相关法规9.1 焊接工艺应遵守国家和行业相关法规和标准。