机械加工焊接未注尺寸公差
- 格式:doc
- 大小:53.50 KB
- 文档页数:1
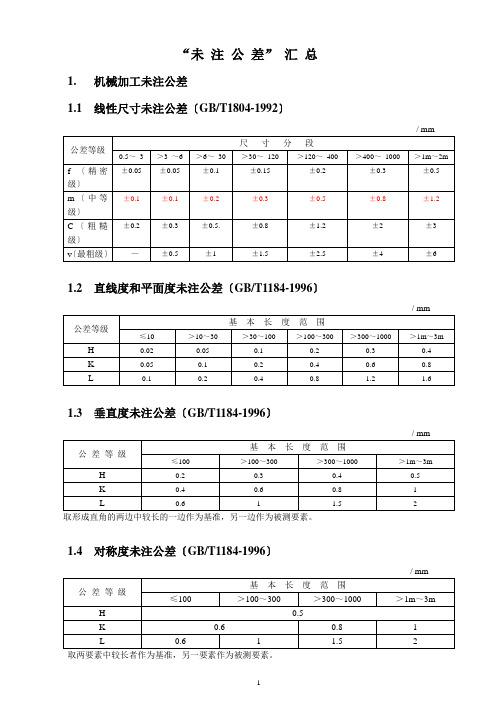
“未注公差”汇总1.机械加工未注公差1.1 线性尺寸未注公差〔GB/T1804-1992〕1.2 直线度和平面度未注公差〔GB/T1184-1996〕1.3 垂直度未注公差〔GB/T1184-1996〕取形成直角的两边中较长的一边作为基准,另一边作为被测要素。
1.4 对称度未注公差〔GB/T1184-1996〕取两要素中较长者作为基准,另一要素作为被测要素。
1.5 圆跳动未注公差〔GB/T1184-1996〕1.6 其他形状和位置未注公差1. 圆度的未注公差值等于标准的直径公差值,但不能大于上表的圆跳动值。
2. 圆柱度的未注公差值不作规定。
它由圆度、直线度和相对素线的平行度误差组成。
3. 同轴度的未注公差值未作规定。
其公差值可使用径向圆跳动值。
4. 线轮廓度、面轮廓度、倾斜度、位置度和全跳动的未注公差均由各要素的注出或未注形位公差、线性尺寸公差或角度公差控制。
2. 冲压件未注公差2.1 尺寸未注公差〔GB/T15055-1994〕2.2 冲裁、成型的圆角半径未注公差〔GB/T15055-1994〕2.3 冲裁、弯曲的角度未注公差〔GB/T15055-1994〕2.4 冲压件形状和位置未注公差2.4.1 同轴度、对称度未注公差〔GB/T13916-1992〕B——要求对称的宽度尺寸。
D——要求同轴的直径尺寸。
L——要求同轴的中心距。
2.4.2直线度和平面度未注公差〔GB/T13916-1992〕L——要求平直的长度尺寸。
H——要求母线直线度的深度尺寸。
D——要求母线直线度的直径尺寸。
3. 接焊结构件未注公差3.1 尺寸与形位未注公差〔GB/T5000.3-1998〕注: 1. 尺寸小于30mm的,偏差为±1mm。
2. 一般选用尺寸偏差B级和形位公差F级的,在图样上可不标注,其他等级均应标注。
3. 列表形位公差指接焊件的未注直线度、平面度和平行度公差。
3.2 角度未注公差〔GB/T5000.3-1998〕注: 1. 公称尺寸以短边为基准边,其长度从图样标明的基准点算起。



未注尺寸公差、未注形位公差及表面粗糙度一、未注尺寸公差按GB/T1804(1)线性尺寸的极限偏差数值(GB/T1804-2000)(mm)(2)倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm(3)角度尺寸的极限偏差数值(GB/T1804-2000)二、未注形位公差按GB/T1184(4)直线度和平面度未注公差值(GB/T1184-1996)(mm)(5)垂直度未注公差值(GB/T1184-1996)(mm)(6)对称度未注公差值(GB/T1184-1996)(mm)(7)圆跳动的未注公差值(GB/T1184-1996)(mm)三、选用原则(1)机械加工未注尺寸公差一般选用“m”级,未注形位公差一般选用“K”级。
(2)板金加工未注尺寸公差一般选用“c”级,未注形位公差一般选用“L”级。
四、表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
(1)取样长度和评定长度的选用值(GB/T1031-1995)Ra(μm)Rz(μm)取样长度l(mm) 评定长度l n(mm)>0.003~0.02 >0.025~0.10 0.08 0.4>0.02~0.10 >0.1~0.50 0.25 1.25>0.1~2.0 >0.50~10.0 0.8 4.0>2.0~10.0 >10.0~50 2.5 12.5>10.0~80 >50~320 8.0 40.0(2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100第2系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80注:尽量选择第1系列(3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630注:尽量选择第1系列对于机械制造来说,制定公差的目的就是为了确定产品的几何参数,使其变动量在一定的范围之内,以便达到互换或配合的要求。

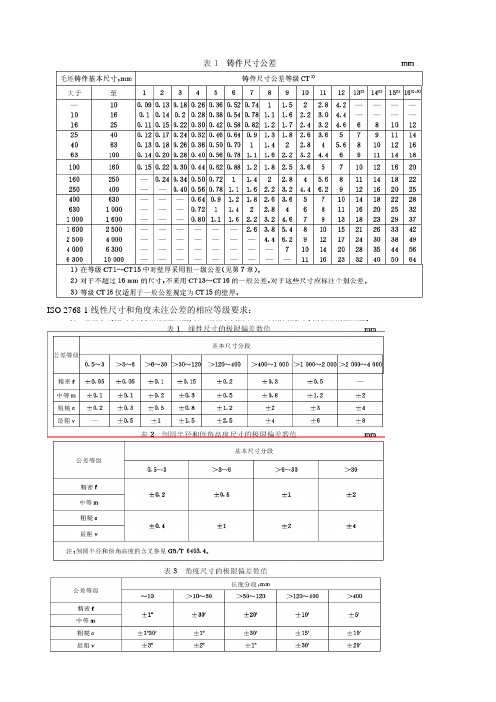
ISO 2768-1线性尺寸和角度未注公差的相应等级要求:
直线度
平面度
圆度、垂直度、对称度、平行度
同轴度
ISO2768-2 形状位置的未注公差的相应等级要求
大型砂铸件尺寸公差DIN 1686 – 1
锻件尺寸公差要求(Forged)DIN 1684 - 1
Længdemål/ Längenmaße / length und Dickenmaße/Wanddicken/ Hippen/thickness fur formgebunden 线性长度厚度公差
非规则形状平面度公差
焊接件公差要求ISO 13920
planhed/ Geradheit und Ebenheit / regularity 非线性和规律性弧线公差
GB∕T 15055—94 冲压件未注公差
表1 未注公差冲裁尺寸的极限偏差 mm
表5 未注公差冲裁角度的极限偏差
表6 未注公差弯曲角度的极限偏差
表2 未注公差成形尺寸的极限偏差 mm
表3 未注公差冲裁圆角半径的极限偏差 mm
表4 未注公差成形圆角半径的极限偏差 mm。
未注尺寸公差一、未注尺寸公差按GB/T1804(1)线性尺寸的极限偏差数值(GB/T1804-2000)(mm)(2)倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm(3)角度尺寸的极限偏差数值(GB/T1804-2000)二、未注形位公差按GB/T1184(4)直线度和平面度未注公差值(GB/T1184-1996)(mm)(5)垂直度未注公差值(GB/T1184-1996)(mm)(6)对称度未注公差值(GB/T1184-1996)(mm)(7)圆跳动的未注公差值(GB/T1184-1996)(mm)三、选用原则(1)机械加工未注尺寸公差一般选用“m”级,未注形位公差一般选用“K”级。
(2)板金加工未注尺寸公差一般选用“c”级,未注形位公差一般选用“L”级。
四、表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
(1)取样长度和评定长度的选用值(GB/T1031-1995)Ra(μm)Rz(μm)取样长度l(mm) 评定长度l n(mm)>0.003~0.02 >0.025~0.10 0.08 0.4>0.02~0.10 >0.1~0.50 0.25 1.25>0.1~2.0 >0.50~10.0 0.8 4.0>2.0~10.0 >10.0~50 2.5 12.5>10.0~80 >50~320 8.0 40.0(2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100第2系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80注:尽量选择第1系列(3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630注:尽量选择第1系列。
未注公差的线性和角度尺寸的公差在机械设计中,公差是指零件尺寸与设计尺寸之间所允许的偏差范围。
合理的公差设计可以确保零件之间的互换性,并满足产品的功能和性能要求。
然而,在某些情况下,线性和角度尺寸的公差可能未被明确注明,这给产品的质量和工艺流程带来了潜在的问题。
本文将探讨未注公差的线性和角度尺寸公差所带来的影响,并提供一些解决方案。
一、未注公差的线性尺寸线性尺寸是指零件的长度、宽度、高度等线性距离。
在机械设计中,对于线性尺寸,通常需要注明公差范围,以确保零件的尺寸控制和装配要求。
然而,有时在设计图纸上并未明确注明线性尺寸的公差范围。
未注公差的线性尺寸公差可能导致以下问题:1. 尺寸控制不准确:未注明公差的线性尺寸无法确定具体的尺寸容差范围,可能造成零件加工后尺寸过大或过小,无法满足装配要求。
2. 产品质量下降:线性尺寸的公差控制是确保零件质量和功能的重要因素。
未注明公差的线性尺寸可能导致零件间的配合不良、密封性能下降等问题,影响产品的使用寿命和可靠性。
为解决未注公差的线性尺寸所带来的问题,可以采取以下措施:1. 定制公差控制方案:根据设计要求和产品功能需求,制定合适的公差控制方案,确保线性尺寸在允许范围内。
尺寸控制能力,以减小尺寸偏差。
3. 引入测量检验:对加工后的零件进行测量检验,确保线性尺寸在公差范围内,并记录测量数据以备后续参考。
二、未注公差的角度尺寸角度尺寸是指零件中的角度度量,如角度、倾斜度等。
在机械设计中,明确注明角度尺寸的公差范围对于确保零件的几何形状和装配要求至关重要。
然而,在某些情况下,设计图纸上可能未注明角度尺寸的公差范围。
未注公差的角度尺寸公差可能导致以下问题:1. 零件配合不良:未注明公差的角度尺寸无法确定具体的角度容差范围,可能导致零件间的配合不良,影响产品的运转和装配质量。
2. 加工难度提高:角度尺寸的公差控制对于加工过程中工艺的确定和操作的精确度要求较高。
未注公差的角度尺寸可能增加了零件的加工难度,降低了加工效率。