未注公差尺寸标准
- 格式:pdf
- 大小:131.60 KB
- 文档页数:9
注塑件未注公差尺寸标准注塑件是一种重要的塑料制品,广泛应用于电子、家电、汽车等行业。
未注公差尺寸是注塑件的重要质量指标之一,直接影响到注塑件的装配精度和使用性能。
本文将介绍注塑件未注公差尺寸的标准,以供参考。
一、公差的基本概念公差是指允许零件尺寸或形状变动的范围。
在机械制造中,公差是保证产品质量和互换性的重要手段之一。
二、注塑件未注公差尺寸的标准在注塑件设计中,未注公差尺寸的标注是一个重要的问题。
目前,国内外注塑件未注公差尺寸的标准主要有以下几种:1.ISO2768-1:1989,《工件尺寸公差》2.GB/T14486-2008,《塑料模塑件尺寸公差》3.JISB0601:2009,《塑料成型品公差》三、注塑件未注公差尺寸的标注方法注塑件未注公差尺寸的标注方法通常有以下两种:1.公差带标注法公差带标注法是指在尺寸后标注公差带符号和公差值。
例如,尺寸80±0.1,表示尺寸80的公差带为0.1,即尺寸79.9到80.1之间为合格。
2.公差等级标注法公差等级标注法是指在尺寸后标注公差等级和公差值。
例如,尺寸80,公差等级IT6,表示尺寸80的公差带为0.01,即尺寸79.99到80.01之间为合格。
四、注塑件未注公差尺寸的选择注塑件未注公差尺寸的选择应该根据注塑件的使用要求和加工工艺等因素来确定。
一般来说,注塑件未注公差尺寸的选择应该遵循以下原则:1.尺寸公差应该符合产品的功能要求。
对于一些重要的尺寸,公差应该小一些,以保证产品的精度和可靠性。
2.尺寸公差应该符合注塑件的加工工艺和模具制造精度。
如果注塑件的加工工艺和模具制造精度较低,公差应该大一些,以保证产品的质量和生产效率。
3.尺寸公差应该符合产品的经济性和市场竞争力。
在保证产品质量的前提下,公差应该尽量小一些,以降低产品的成本和提高市场竞争力。
五、注塑件未注公差尺寸的检测方法注塑件未注公差尺寸的检测方法通常有以下几种:1.卡尺测量法卡尺测量法是最常用的尺寸检测方法之一。
国标未注尺寸公差-资料类关键信息项:1、适用范围2、公差等级3、测量方法4、验收标准5、偏差允许范围6、责任与义务7、争议解决方式11 适用范围本协议适用于在各类机械制造、加工和装配过程中,未在设计图纸或技术文件中明确标注尺寸公差的情况。
其涵盖了零部件的生产、检验以及最终产品的验收等环节。
111 明确该协议不适用于特殊工艺要求、高精度设备或特定行业标准有明确规定的尺寸公差。
12 公差等级根据国家标准,未注尺寸公差分为多个等级,如 IT12 至 IT18 等。
在本协议中,默认采用的公差等级为 IT14。
121 但对于某些关键尺寸或特殊用途的零部件,可根据实际需求协商确定更高或更低的公差等级。
13 测量方法测量未注尺寸公差的量具应经过校准,并符合国家计量标准。
131 长度尺寸的测量可采用游标卡尺、千分尺等工具,测量时应遵循正确的测量方法和操作规程。
132 角度尺寸的测量可使用角度尺、万能角度尺等,测量精度应满足公差要求。
14 验收标准验收未注尺寸公差的零部件时,应综合考虑尺寸偏差、形状偏差和位置偏差等因素。
141 对于批量生产的零部件,采用抽样检验的方式,抽样比例和验收准则应按照相关标准执行。
142 若抽样检验中发现不合格品数量超过规定限度,应对该批次产品进行全检或采取相应的整改措施。
15 偏差允许范围在默认的公差等级 IT14 下,尺寸偏差的允许范围应符合国家标准的规定。
151 例如,对于线性尺寸,其偏差范围应在相应的标准数值范围内;对于孔、轴等配合尺寸,其公差带的选择应合理。
152 对于特殊要求的尺寸,偏差允许范围应在协议中明确约定,并在生产和检验过程中严格执行。
16 责任与义务生产方应确保所生产的零部件在未注尺寸公差方面符合本协议的要求,并对产品质量负责。
161 检验方应按照规定的测量方法和验收标准进行检验,公正、准确地出具检验报告。
162 若因未注尺寸公差问题导致产品质量不合格,责任方应承担相应的损失和整改费用。

未注尺寸公差标准内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.未注公差,是俗称,是业内习惯用语,一般就是指“未注尺寸公差”。
在规范的零件图中,在技术要求中,应该明确表明,未注尺寸公差按某标准某项执行;未注形位公差按某标准某项执行。
有时候,有些尺寸公差在图纸上没有标示出来,但这些尺寸公差又不是自由公差。
为了简化标注,在图面上或技术说明中注明“未注公差”。
.例如:图中未注公差±0.05.。
在这个图中,未注公差≠自由公差。
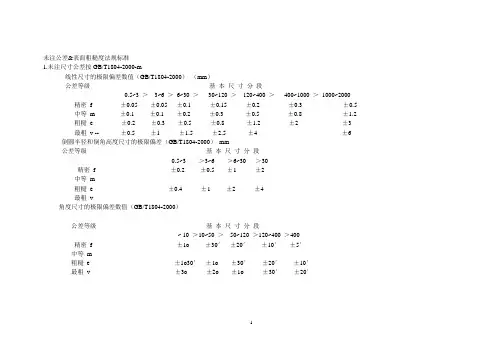
https:///view/de43bd32591b6bd97f192279168884 868762b8b4.html1.未注尺寸公差按GB/T1804-2000-m线性尺寸的极限偏差数值(GB/T1804-2000)(mm)公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2粗糙e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3最粗v -- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30精密f ±0.2 ±0.5 ±1 ±2中等m粗糙e ±0.4 ±1 ±2 ±4最粗v角度尺寸的极限偏差数值(GB/T1804-2000)公差等级基本尺寸分段~ 10 >10~50 >50~120 >120~400 >400 精密f ±1o ±30′±20′±10′±5′中等m粗糙e ±1o30′±1o ±30′±20′±10′最粗v ±3o ±2o ±1o ±30′±20′2.未注形位公差按GB/T1184-K直线度和平面度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤10 >10~30 >30~100 >100~300 >300~1000 >1000~3000H 0.03 0.05 0.1 0.2 0.3 0.4K 0.05 0.1 0.2 0.4 0.6 0.8L 0.1 0.2 0.4 0.8 1.2 1.6垂直度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100 >100~300 >300~1000 >1000~3000H 0.2 0.3 0.4 0.5K 0.4 0.6 0.8 1L 0.4 1 1.5 2对称度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100 >100~300 >300~1000 >1000~3000H 0.5K 0.6 0.8 1L 0.6 1 1.5 2圆跳动的未注公差值(GB/T1184-1996)(mm)公差等级圆跳动公差值H 0.1K 0.2L 0.33.表面粗糙度零件的表面都应该注明粗糙度的等级。

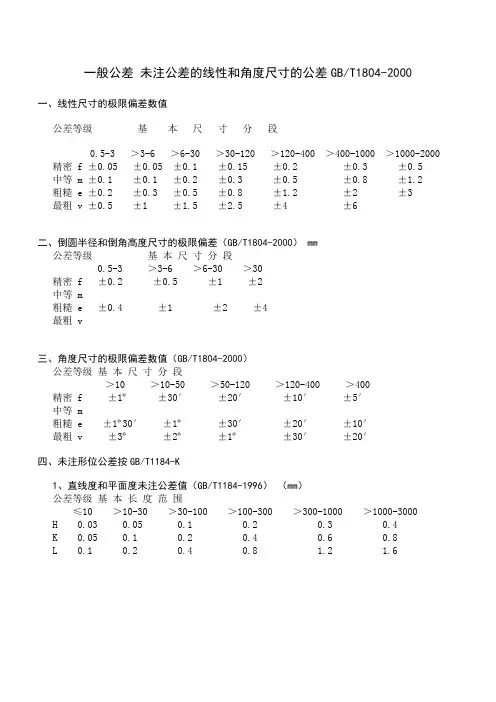
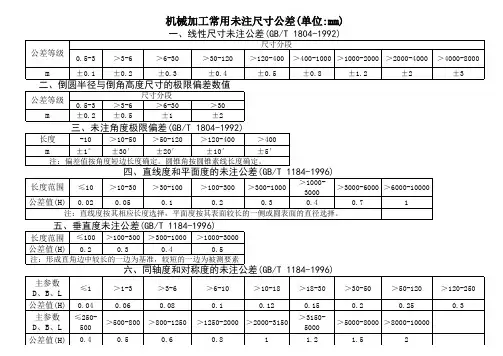
一般公差未注公差的线性和角度尺寸的公差GB/T1804-2000一、线性尺寸的极限偏差数值公差等级基本尺寸分段0.5-3 >3-6 >6-30 >30-120 >120-400 >400-1000 >1000-2000精密 f ±0.05±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8±1.2 粗糙 e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3最粗 v ±0.5 ±1 ±1.5 ±2.5±4 ±6二、倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm公差等级基本尺寸分段0.5-3 >3-6 >6-30 >30精密 f ±0.2 ±0.5±1 ±2中等 m粗糙 e ±0.4 ±1 ±2±4最粗 v三、角度尺寸的极限偏差数值(GB/T1804-2000)公差等级基本尺寸分段>10 >10-50 >50-120 >120-400 >400 精密 f ±1º±30′±20′±10′±5′中等 m粗糙 e ±1º30′±1º±30′ ±20′ ±10′最粗 v ±3º±2º±1º±30′±20′四、未注形位公差按GB/T1184-K1、直线度和平面度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤10 >10-30 >30-100 >100-300 >300-1000 >1000-3000H 0.03 0.05 0.1 0.2 0.3 0.4K 0.05 0.1 0.2 0.4 0.6 0.8L 0.1 0.2 0.4 0.8 1.2 1.62、垂直度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100 >100-300 >300-1000 >1000-3000H 0.2 0.3 0.4 0.5K 0.4 0.6 0.8 1L 0.4 1 1.5 23、对称度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100>100-300 >300-1000 >1000-3000H 0.5K 0.6 0.8 1L 0.6 1 1.5 24、圆跳动的未注公差值(GB/T1184-1996)(mm)公差等级圆跳动公差值H 0.1K 0.2L 0.3五、表面粗糙度零件的表面都应该注明粗糙度的等级。
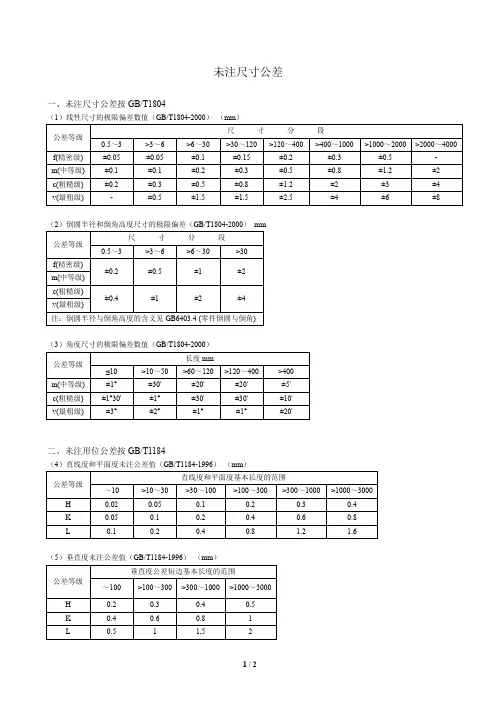
未注尺寸公差一、未注尺寸公差按GB/T1804(1)线性尺寸的极限偏差数值(GB/T1804-2000)(mm)(2)倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm(3)角度尺寸的极限偏差数值(GB/T1804-2000)二、未注形位公差按GB/T1184(4)直线度和平面度未注公差值(GB/T1184-1996)(mm)(5)垂直度未注公差值(GB/T1184-1996)(mm)(6)对称度未注公差值(GB/T1184-1996)(mm)(7)圆跳动的未注公差值(GB/T1184-1996)(mm)三、选用原则(1)机械加工未注尺寸公差一般选用“m”级,未注形位公差一般选用“K”级。
(2)板金加工未注尺寸公差一般选用“c”级,未注形位公差一般选用“L”级。
四、表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
(1)取样长度和评定长度的选用值(GB/T1031-1995)Ra(μm)Rz(μm)取样长度l(mm) 评定长度l n(mm)>0.003~0.02 >0.025~0.10 0.08 0.4>0.02~0.10 >0.1~0.50 0.25 1.25>0.1~2.0 >0.50~10.0 0.8 4.0>2.0~10.0 >10.0~50 2.5 12.5>10.0~80 >50~320 8.0 40.0(2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100第2系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80注:尽量选择第1系列(3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630注:尽量选择第1系列。
国标未注尺寸公差-资料类关键信息项:1、未注尺寸公差的适用范围2、公差等级的规定3、测量方法和检验标准4、尺寸的定义和分类5、协议的有效期限6、争议解决方式11 适用范围本协议适用于在各类产品设计、制造和检验过程中,未在图纸或技术文件中明确标注尺寸公差的情况。
未注尺寸公差的应用旨在确保产品在满足基本功能和质量要求的前提下,提高生产效率和降低成本。
111 不适用范围以下情况不适用本协议规定的未注尺寸公差:1111 对尺寸精度有特殊要求且在相关文件中已明确标注公差的尺寸。
1112 涉及安全、环保等关键性能的尺寸。
12 公差等级的规定未注尺寸公差的等级应按照国家标准的相关规定执行。
一般来说,常见的公差等级包括 IT12 至 IT18 等。
具体的公差数值可参考相应的国家标准表格。
121 线性尺寸的公差线性尺寸的未注公差应根据尺寸段的大小和公差等级确定。
例如,对于较小尺寸段,公差可能相对较小;对于较大尺寸段,公差则相应增大。
122 角度尺寸的公差角度尺寸的未注公差一般按照角度的大小和精度要求进行划分。
通常,角度公差的取值范围也在国家标准中有明确规定。
13 测量方法和检验标准131 测量工具和设备测量未注尺寸公差时,应使用经过校准且符合精度要求的测量工具和设备,如卡尺、千分尺、角度量具等。
132 测量环境测量应在符合规定的环境条件下进行,以确保测量结果的准确性。
例如,温度、湿度等环境因素应在一定的允许范围内。
133 检验标准检验未注尺寸公差的产品时,应按照抽样检验的原则进行,抽样方案应符合相关标准和规范。
对于不合格品的判定和处理,应遵循既定的程序和要求。
14 尺寸的定义和分类141 线性尺寸线性尺寸是指两点之间的距离,如长度、宽度、高度等。
142 直径尺寸直径尺寸是指圆形截面的直径。
143 半径尺寸半径尺寸是指圆形截面的半径。
144 角度尺寸角度尺寸是指两条直线或平面之间的夹角。
15 协议的有效期限本协议自双方签字(或盖章)之日起生效,有效期为具体期限。
未注公差&表面粗糙度法规标准1.未注尺寸公差按GB/T1804-2000-m线性尺寸的极限偏差数值(GB/T1804-2000)(mm)公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2粗糙e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3最粗v -- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30精密f ±0.2 ±0.5 ±1 ±2中等m粗糙e ±0.4 ±1 ±2 ±4最粗v角度尺寸的极限偏差数值(GB/T1804-2000)公差等级基本尺寸分段~ 10 >10~50 >50~120 >120~400 >400精密f ±1o ±30′±20′±10′±5′中等m粗糙e ±1o30′±1o ±30′±20′±10′最粗v ±3o ±2o ±1o ±30′±20′2.未注形位公差按GB/T1184-K直线度和平面度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤10 >10~30 >30~100 >100~300 >300~1000 >1000~3000H 0.03 0.05 0.1 0.2 0.3 0.4K 0.05 0.1 0.2 0.4 0.6 0.8L 0.1 0.2 0.4 0.8 1.2 1.6 垂直度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100 >100~300 >300~1000 >1000~3000H 0.2 0.3 0.4 0.5K 0.4 0.6 0.8 1L 0.4 1 1.5 2对称度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100 >100~300 >300~1000 >1000~3000H 0.5K 0.6 0.8 1L 0.6 1 1.5 2圆跳动的未注公差值(GB/T1184-1996)(mm)公差等级圆跳动公差值H 0.1K 0.2L 0.33.表面粗糙度零件的表面都应该注明粗糙度的等级。
未注尺寸公差参考一、未注尺寸公差按GB/T1804(1)线性尺寸的极限偏差数值(GB/T1804-2000)(mm)(2)倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm(3)角度尺寸的极限偏差数值(GB/T1804-2000)二、未注形位公差按GB/T1184(4)直线度和平面度未注公差值(GB/T1184-1996)(mm)(5)垂直度未注公差值(GB/T1184-1996)(mm)(6)对称度未注公差值(GB/T1184-1996)(mm)(7)圆跳动的未注公差值(GB/T1184-1996)(mm)三、选用原则(1)机械加工未注尺寸公差一般选用“m”级,未注形位公差一般选用“K”级。
(2)板金加工未注尺寸公差一般选用“c”级,未注形位公差一般选用“L”级。
四、表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
(1)取样长度和评定长度的选用值(GB/T1031-1995)(2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列 0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100第2系列 0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40,63, 80注:尽量选择第1系列(3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列 0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630注:尽量选择第1系列。
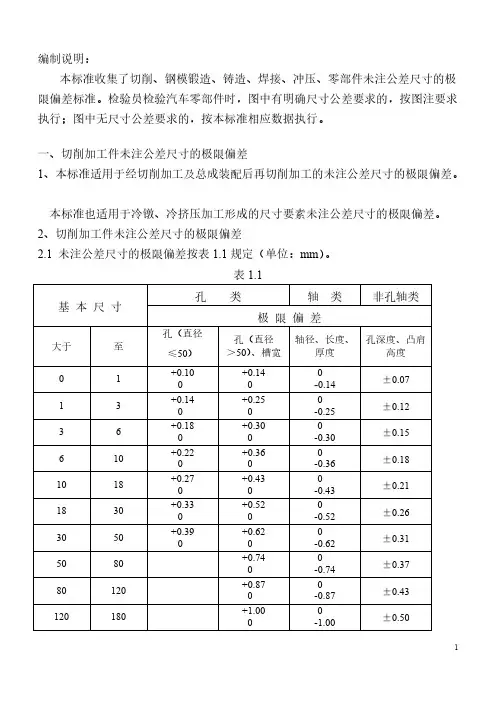
未注公差的线性和角度尺寸的公差现行标准一、适用范围本标准规定了未注出公差的线性和角度尺寸的一般公差的公差等级和极限偏差数值。
本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。
非金属材料和其他工艺方法加工的尺寸可参照采用本标准仅适用于下列未注公差的尺寸。
线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度。
角度尺寸:包括通常不注出角度值的角度尺寸、例如直角、提到的或等多边形的角度除外。
本标准不适用于下列尺寸:1.其他一般公差标准涉及的线性和角度尺寸2.括号内的参考尺寸3.矩形框格内的理论正确尺寸二、引用标准下列标准所包含的条文通过在本标准中引用而构成为本标准的条文本标准出版时所示版本均为有效所有标准都会被修订使用本标准的各方应探讨使用下列标准最新版本的可能性GB/T 1800.1-1997 极限与配合基础第部分词汇GB/T 1184-1996 形状和位置公差未注公差值GB/T 4249-1996 公差原则GB/T 6403.4-1986 零件倒圆与倒角三、定义本标准采用给出的有关术语和定义。
一般公差指在车间通常加工条件下可保证的公差采用一般公差的尺寸在该尺寸后不需注出其极限偏差数值。
注:附录提示的附录给出了一般公差的概念和解释四、通则本标准所规定的公差等级考虑了各类工厂的一般制造精度,如由于功能要求需对某个要素提出更高的公差要求时,应按照GB/T 1182的规定在图样上直接标注;更粗的公差要求只有对工厂有经济效益时才需注出。
在图样或有关文件中采用本标准规定的形位公差未注公差时,应按照本标准第 6章的规定进行标注,它适用于所有没有单独标注形位公差的要素。
除本标准规定的各项目未注公差外,其他项目如线、面轮廓度、倾斜度、位置度和全跳动均应由各要素的注出或未注形位公差、线性尺寸公差或角度公差控制。
五、一般公差的公差等级和极限偏差数值一般公差分精密中等粗糙最粗共个公差等级按未注公差的线性尺寸和角度尺寸分别给出了各公差等级的极限偏差数值。
关于自由公差的--即未注尺寸公差自由公差指图纸上没有标注公差等级或公差带尺寸的允许公差,它受默认精度控制,其公差取值范围一般根据零件生产工艺确定,一般来说,可以用IT12~13或GB/T1804中m级。
自由公差有基本尺寸和公差等级,一般称“未注尺寸公差”,是指在车间通常加工条件下可保证的公差,分精密f、中等m、粗糙c和最粗v共4个公差等级,参考国家标准为GB/T1804-2000。
标准规定公差应在图样标题栏附近、技术要求或技术文件(如企业标准)中标注标准号及公差等级代号,公差值大小依据公差等级和基本尺寸。
例如中等级尺寸段0.5~3和中等级尺寸段120~400极限偏差值分别为±0.1和±0.5,具体参考GB/T1804-2000。
1、机械加工未注公差(按m等级进行加工和检验)1.1 线性尺寸未注公差〔GB/T1804-1992〕1.2 角度尺寸的极限偏差数值:注:角度尺寸长度按角度短边长度确定,圆锥角按圆锥素线长度确定。
1.3 倒圆半径与倒角高度尺寸的极限偏差数值:1.4 直线度和平面度未注公差〔GB/T1184-1996〕1.5 垂直度未注公差〔GB/T1184-1996〕1.6 对称度未注公差〔GB/T1184-1996〕注:取两要素中较长者为基准,另一要素为被测要素。
1.7 圆跳动未注公差〔GB/T1184-1996〕1.6 其他形状和位置未注公差(1)圆度未注公差值等于标准直径公差值,但不能大于上表圆跳动值;(2)圆柱度未注公差值不作规定。
它由圆度、直线度和相对素线平行度误差组成;(3)同轴度未注公差值未作规定。
其公差值可使用径向圆跳动值;(4)线轮廓度、面轮廓度、倾斜度、位置度和全跳动未注公差均由各要素注出或未注形位公差、线性尺寸公差或角度公差控制。
1.7 表面粗糙度零件表面都应注明粗糙度等级。
如果较多表面为相同表面粗糙度等级,则集中在图样右上角标注,并加“其余”字样。