机械加工常用未注公差
- 格式:xls
- 大小:26.50 KB
- 文档页数:2
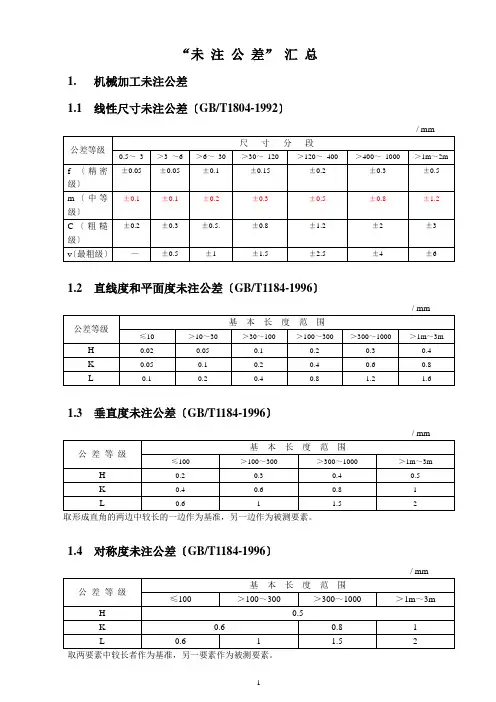
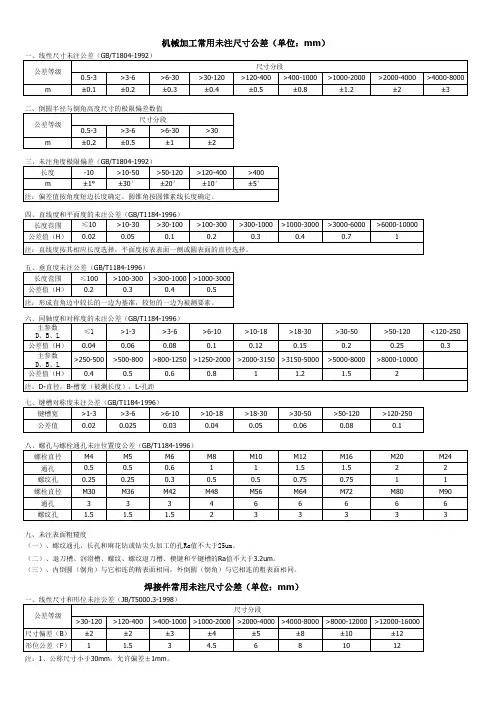
“未注公差”汇总1.机械加工未注公差1.1 线性尺寸未注公差〔GB/T1804-1992〕1.2 直线度和平面度未注公差〔GB/T1184-1996〕1.3 垂直度未注公差〔GB/T1184-1996〕取形成直角的两边中较长的一边作为基准,另一边作为被测要素。
1.4 对称度未注公差〔GB/T1184-1996〕取两要素中较长者作为基准,另一要素作为被测要素。
1.5 圆跳动未注公差〔GB/T1184-1996〕1.6 其他形状和位置未注公差1. 圆度的未注公差值等于标准的直径公差值,但不能大于上表的圆跳动值。
2. 圆柱度的未注公差值不作规定。
它由圆度、直线度和相对素线的平行度误差组成。
3. 同轴度的未注公差值未作规定。
其公差值可使用径向圆跳动值。
4. 线轮廓度、面轮廓度、倾斜度、位置度和全跳动的未注公差均由各要素的注出或未注形位公差、线性尺寸公差或角度公差控制。
2. 冲压件未注公差2.1 尺寸未注公差〔GB/T15055-1994〕2.2 冲裁、成型的圆角半径未注公差〔GB/T15055-1994〕2.3 冲裁、弯曲的角度未注公差〔GB/T15055-1994〕2.4 冲压件形状和位置未注公差2.4.1 同轴度、对称度未注公差〔GB/T13916-1992〕B——要求对称的宽度尺寸。
D——要求同轴的直径尺寸。
L——要求同轴的中心距。
2.4.2直线度和平面度未注公差〔GB/T13916-1992〕L——要求平直的长度尺寸。
H——要求母线直线度的深度尺寸。
D——要求母线直线度的直径尺寸。
3. 接焊结构件未注公差3.1 尺寸与形位未注公差〔GB/T5000.3-1998〕注: 1. 尺寸小于30mm的,偏差为±1mm。
2. 一般选用尺寸偏差B级和形位公差F级的,在图样上可不标注,其他等级均应标注。
3. 列表形位公差指接焊件的未注直线度、平面度和平行度公差。
3.2 角度未注公差〔GB/T5000.3-1998〕注: 1. 公称尺寸以短边为基准边,其长度从图样标明的基准点算起。
机加工倒角、未注公差与表面粗糙度规定一、倒角规定1、图纸应对不允许倒角的地方作出明确规定;2、图纸画出倒角且有明确标注的按图加工检验;3、图纸画出倒角而未标注的为未注倒角,未注倒角按技术要求所约定尺寸加工检验;4、图纸未画出倒角、未标明尖角且在技术要求中未作约定的,以不伤手为原则倒角,倒角大小最大不超过0.5mm;5、原则上各道工序的倒角由本道工序自行解决,倒角时遵循可机加工就不用手工操作的原则,但对某些不适合倒角的工序,工艺应综合考虑成本与美观,另行安排工序倒角;6、工艺图应考虑粗加工及半精加工时倒角应放余量的具体尺寸,无工艺图的由操作工考虑倒角余量;7、操作上应注意加工的顺序和刀具的磨损,避免倒角后仍有翻边毛刺的情况。
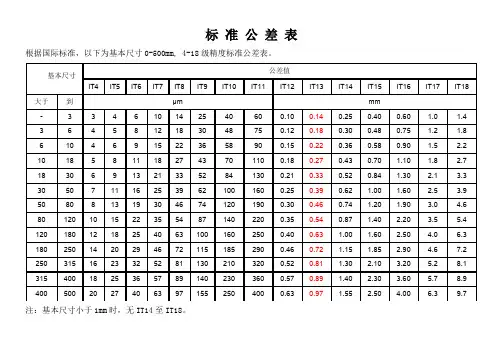
二、未注公差规定1、为降低成本,零件设计时在不影响零件使用性能的前提下,应尽量参照本公司仓库和市场常备材料规格来确定零件外形尺寸,材料规格见服务器temp目录下《仓库与市场常用材料规格》表,同时对精度与外观质量要求不高的零件外形尺寸应尽量选择合适的要求;2、未注公差图纸中有约定的按图纸约定加工检验;3、要求加工的未注尺寸公差图纸中未约定的按《标准公差表》中IT13级加工检验,其中孔类尺寸按正公差、轴类尺寸按负公差、位置尺寸按正负二分之一公差带;4、不要求加工的外形尺寸按《标准公差表》中IT16级加工检验,其中孔类尺寸按正公差、轴类尺寸按负公差、位置尺寸按正负二分之一公差带;5、未注形位公差图纸中未约定的按《形位公差表》中11级加工检验;6、对未注公差尺寸检验科采取抽检方式,当检验发现未注公差尺寸超出上述标准,原则上只有零件功能受到损害时,工件才能判定报废。
三、表面粗糙度1、零件表面粗糙度应满足图纸要求;2、零件表面粗糙度按标准块对比检验。
本主题由 System 于 2009-。
线性尺寸未注公差的公差表
根据国际标准,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;
角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);
机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:
已有其他一般公差标准规定的线性和角度尺寸;
括号内的参考尺寸;
矩形框格内的理论正确尺寸。
角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
(此文档部分内容来源于网络,如有侵权请告知删除,文档可自行编辑修改内容,供参考,感谢
您的支持)。
直径未注公差
摘要:
1.直径未注公差的概念
2.直径未注公差的影响
3.如何处理直径未注公差
4.总结
正文:
1.直径未注公差的概念
直径未注公差是指在机械零件的图纸中,对于直径尺寸没有明确给出公差的标注。
公差是用来描述零件尺寸偏离理论值的范围,通常包括上限和下限。
在实际生产过程中,由于各种原因,零件的尺寸很难完全精确地达到理论值,因此需要设定公差来允许一定的尺寸偏差。
2.直径未注公差的影响
直径未注公差会对机械零件的加工、装配和使用产生一定的影响。
首先,在加工过程中,由于没有明确的公差要求,加工商会难以控制零件的尺寸精度,可能导致加工出的零件无法满足使用要求。
其次,在装配过程中,由于各零件的尺寸精度不一致,可能会出现零件间的配合问题,影响装配效率和零件的使用寿命。
最后,在零件使用过程中,由于尺寸偏差可能导致零件的性能降低,影响设备的运行效率和安全性。
3.如何处理直径未注公差
针对直径未注公差的问题,可以采取以下几种方法处理:
(1)与设计方沟通,明确直径公差要求。
在图纸中补充标注公差范围,以便加工商按照要求进行加工。
(2)加工商在加工过程中,尽量控制零件尺寸精度,以满足使用要求。
可根据经验或相关标准,自行设定合理的公差范围。
(3)装配商在装配过程中,注意检查零件尺寸,确保零件间的配合无误。
如有必要,可进行尺寸调整或更换零件。
(4)使用方在验收过程中,要关注零件尺寸是否符合要求,确保设备正常运行。
4.总结
直径未注公差是机械零件加工、装配和使用过程中常见的问题,会对零件的性能和使用寿命产生影响。
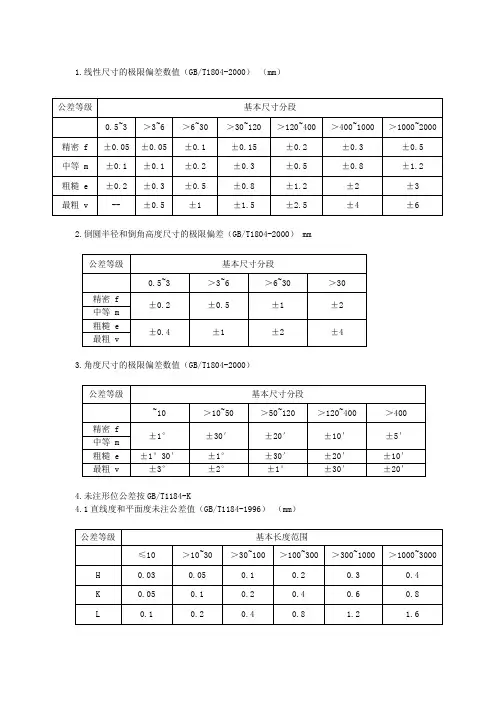
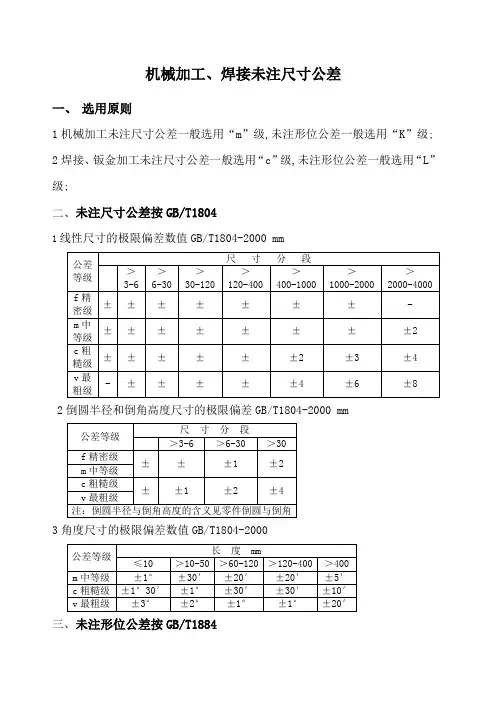
1.线性尺寸的极限偏差数值(GB/T1804-2000)(mm)2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm3.角度尺寸的极限偏差数值(GB/T1804-2000)4.未注形位公差按GB/T1184-K4.1直线度和平面度未注公差值(GB/T1184-1996)(mm)4.2垂直度未注公差值(GB/T1184-1996)(mm)4.3对称度未注公差值(GB/T1184-1996)(mm)4.4圆跳动的未注公差值(GB/T1184-1996)(mm)3.表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
1)取样长度和评定长度的选用值(GB/T1031-1995)2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列 0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100第2系列 0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80注:尽量选择第1系列3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列 0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630。
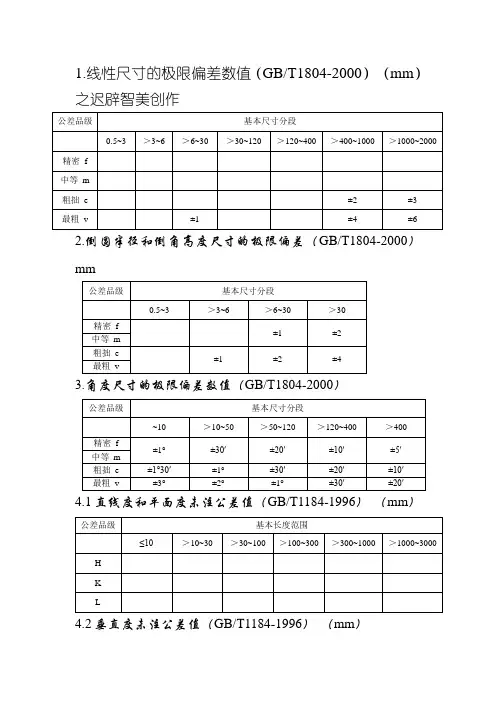
1.线性尺寸的极限偏差数值(GB/T1804-2000)(mm)之迟辟智美创作2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm3.角度尺寸的极限偏差数值(GB/T1804-2000)4.1直线度和平面度未注公差值(GB/T1184-1996)(mm)4.2垂直度未注公差值(GB/T1184-1996)(mm)4.3对称度未注公差值(GB/T1184-1996)(mm)4.4圆跳动的未注公差值(GB/T1184-1996)(mm)3.概况粗拙度零件的概况都应该注明粗拙度的品级.如果较多的概况具有相同的概况粗拙度品级,则要集中在图样右上角标注,并加“其余”字样.粗拙度品级的选择,一般可以根据对各概况的工作要求和尺寸精度品级来决定,在满足工作要求的条件下,不得随意提高品级.1)取样长度和评定长度的选用值(GB/T1031-1995)2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100第2系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80注:尽量选择第1系列3)轮廓最年夜高度Rz的数值(GB/T1031-1995)(μm)第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630。
未注尺寸公差
未注公差应该按国家标准GB/T 1804-2000《一般公差未注公差的线性和角度尺寸的公差》标注最好,标准中共有f、m、c、v 四个级别的公差,f 级精度最高,一般常用m级,标注为::未注公差尺寸的偏差按GB/T1804-m 的规定。
孔的未注尺寸公差为单向正公差,轴的未注尺寸公差为单向负公差,坐标的未注尺寸公差为双向正负公差。
原有按未注公差(轴/-、孔/+、长度±),现在都按GB/T1804-2000执行了
要依照包容与被包容原则来看
我也遇见过“未注尺寸公差按IT12/2标准”我当时就是以公差值除以2来处理的,也没有发现问题,应该就是这样的吧
一般就是正负150um.但是,8mm长度,公差取IT12(150um),看来你的要求不高。
为了进一步确定公差大小,你可以打电话问问该零件的使用场合,以及你们的加工能力,加工及应用与设计密切相关,联系一下实际情况就好下结论了,不必一味按照标准,这样既累有时也不适用。
另外,设计根本上还是为了使用,你必须得明白他的用途、加工方法等。
未注尺寸就是CAD图纸中没有标明公差范围的尺寸, CAD图纸中未标注公差的尺寸可根据需要按照国标、行业标准或者企业标准进行计算,如GB/T1804-2000等。
如下是常用的公差计算表:
(1)线性尺寸的极限偏差数值
(2)倒圆半径和倒角高度尺寸的极限偏差
(3)角度尺寸的极限偏差数值
PS:机械加工未注尺寸公差一般选用“m”级,钣金加工未注尺寸公差一般选用“c”级。
除通用的国家或行业标准外,很多企业还有自己的企业标准(如一些知名日
资企业对于自己的产品往往有规定的企业标准)。
在进行质量检验时,通常需要将未注公差按照标准换算为相应的规格限等信息用于质量控制,这通常是一件费时费力且容易出错的工作。
数字化检测与质量控制系统的CADLinker模块主要用于快速读取CAD图纸中的项目及其公差信息,并自动对未注公差进行快速计算,从而大幅节省时间、提高效率;同时,其具备按照企业标准自定义二次开发的能力,以充分确保与企业的相关标准相匹配。
QuAInS (['kwei'ins])是业内专业的数字化检测、质量大数据与制造智能(MI)解决方案供应商,专注于提供数字化检测平台、实时质量风险控制(包括实时SPC)系统、质量大数据分析系统、全流程质量管理系统(QMS)、实验室管理系统(LIMS)以及制造智能平台等专业产品及持续改善顾问服务。
QuAInS解决方案荣获上海市创新基金奖励,在上海、广州、深圳等地设有分支机构,在中国大陆、东南亚等地拥有广泛的客户群和合作伙伴。
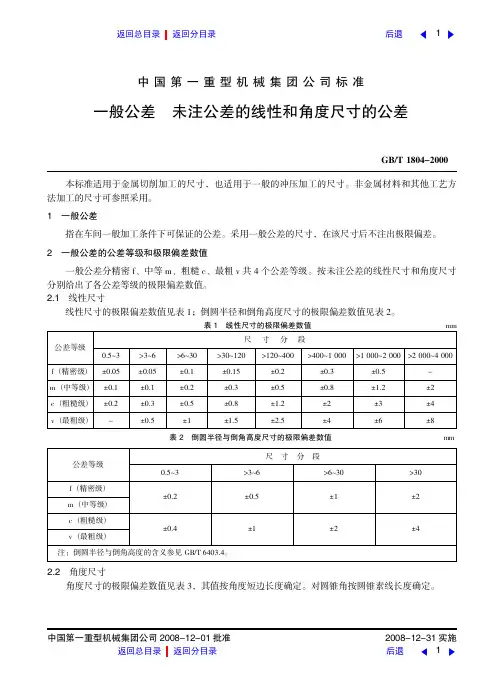
前言本标准是根据国际标准第部分未单独注出公差的线性和角度尺寸的公第对般公差线性尺寸的未注公进行修订的本标准与原和标准名称作了修本标准时代替本标准的附录是提示的本标准由国家机械工业局提本标准由全国产品尺寸和几何技术规范标准化技术本标准起草单位本标准主要前言由各国标准的世界范围的国际标准的起草工作一般通过各技术每一个成员团体对已成立的技术委员会的任务感兴趣有权派代表参加其中工与有联系的政府的或非政府的国际可参加工与从事电工标准化的国际的合在理事会批准作为国际标准前被技术委员会采纳的国际标准草案须经各成员团体通信投票表按照导有成员团体投票赞成方可国际标准由配本一起代替标以下部分第部分未单独注出公差的线性和角度尺寸的公差第部分未单独注出公差的要素的几何公差本部分标准的附录是提示的中华人民共和国国家标准一般公差未注公差的线性和角度尺寸的公差代替范围本标准规定了未注出公差的线性和角度尺寸的一般公差的公差等级和极限偏差本标准适用于金属切削加工适用于一般的冲压加工金属材料和其他工艺方法加工的尺寸可参照本标准仅适用于下列未注公差的尺寸尺寸距离倒圆半径和倒角高角度尺寸包括通常不注出角度值提到的或等多边形的角度除外机加工组装件本标准不适用于下列尺寸其他一般公差标准涉及的线性和角度尺寸括号内的参考尺寸矩形框格内的理论正确引用标准下列标准所包含的条文通过在本标准中引用而构成为本标准的本标准出版示版本均为有所有标准都会被修订使用本标准的各方应探讨使用下列标准最新极限与配合基础第部分词汇形状和位置公差未注公差零件倒圆与倒角定义本标准采用给出的有关术语一般公差指在车间通常加工条件下可保证采用一般公差的尺寸在该尺寸后不需注出其极限偏差注的出了一般公差的概念和国家质量技术监督局批准实施总则选取图样上未注公差的尺寸的一般公差的公差等级考虑通常的车间精度并由相应的技术文件或标准作出具体规对任一单一尺寸如功能上要求比一般公差更小的公差或允许更大的公差并更为经济相应的极限偏差要在相关的基本尺寸后在图样或有关技术文件中采用本标准规定的线性和角度尺寸的一般公差时应按本标准第章的规由不同类型的工切削和别加工形成的两表面之间的未注公差的尺寸应按规定的两个一般公差数值中的较大值以角度单位规定的一般公差仅控制表面的线或素线的总方控制它们的形状误际表面得到的线的总方向是理想几何形状的接触线方接触线和实际线之间的最大距离是最小可能一般公差的公差等级和极限偏差数值一般公差分精密等粗共个公差等按未注公差的线性尺寸和角度尺寸分别给出了各公差等级的极限偏差线性尺寸表给出了线性尺寸的极限偏差数值表给出了倒圆半径和倒角高度尺寸的极限偏差表线性尺寸的极限偏差数值基本尺寸分段公差等级精密中等粗糙最粗表倒圆半径和倒角高度尺寸的极限偏差数值基本尺寸分段公差等级精密中等粗糙最粗注倒圆半径和倒角高度的含义参见角度尺寸表给出了角度尺寸的极限偏差值按角度短边长度确定对圆锥角按圆锥素线长度确表角度尺寸的极限偏差数值长度分段公差等级精密中等粗糙最粗一般公差的图样表示法若采用本标准规定的一般公差应在图样标题栏附近或技术要企业注出本标准号及公差等级代例如选取中等级时标注为判定除另有规出一般公差的工件如未达到损害其功能时通常不应判定附录的线性和角度尺寸的一般公差的概念和解释构成零件的所有要素总是具有一定的尺寸和几何由于尺寸误差和几何差的存保证零件的使用功能就必须对它们加以限制超出将会损害其功在图样上表达的所有要素都有一定的公差要对功能上无特殊要求的要素可给和位置等几何要采用一般公差的要素在图样上可不单独注出其公差而是在图求或技术企业作出总的线性和角度尺寸的一般公差是在车间普通工床设备可保证在正常维护和操作情况代表车间通常的加工精一般公差的公差等级的公差数值符合通常的车间精按零件使用要求选取相应的公差等线性尺寸的一般公差主要用于低精度的非配合采用一般公差的尺寸在正常车间精度保证的不对某确定的公差大公差通常在制造上并不会例如适常中等精的车间加工直径的某要素规的极限偏差值通常在制造上对车间不会带来更大的利益而选用的一般公差的极限偏差等当功能上允许的公差等于或大于一般公差有当要素的功能允许比一般公差大该公差在制造上比一般公差更为经济时所钻的盲孔深相应的极限偏差数值要在尺寸后由于功要素要求的公差后注出其相应的极限偏差当然这已不属一般公差的范带来以下好处简化制图图面清晰易读可高效地进行信息交节省图样设计时设计人员不必逐一考虑或计算公差需了解某要素在功能上是否允许采用大于或等于一般公差的公差图样明确了哪些要素可由一般工艺水平保证可简化检验要求有助于质量管突出了图样上注出公差的尺寸这些尺寸大多是重要的且需要控制的引起加工与检验时重视和作出由于签订合同前就已经知道工常车间精方和供方间能更方便地进行订货谈判同时图样表示完整也可避免交货时买方和供方间的争只有特定车间的通常车间精度可靠地满足等于或小于所采用的一般公差条件时才能完全体现上述这些因此车间应做到车间的通常车间精只接受一般公差等于或大于通常车间精度的图抽样检查以保证车间的通常车间精度不被降零件功能允许的公差常常是大于一般公差所以当工件任一要素超然地超时零件的功能通常不会被只有当零件的功能受到损害出一般公差的工件才能被。
l —- 1—1 11r -v“ f !1 ■ ■—卡 b •丁—■ - — »r T ■■ ■ 4- " 1^*—■■評T" ^―•■■r ■T ■s r ”■-•> •s■T S J—R .•—■■■~BTL ■■■- ▼ ■ •'■ ■- rasaas ar 应1 蛛件Ahl-的祕锻偏蔦做信mmN 2农3角度尺寸的极限偏垦数侑衣2要求的铸件机械加工余杲(RMA)mm衣B1毛坏铸件典型的机械加1••余晴等级农Al人批吊主产的忑坯铸件的公羞等级注1衣中所列出的公左等级是指在大批虽生产卜、JEL影响倚件尺寸精度的生产囚索已得到充分改进时倚件通常能够达到的公差等级•2木标那还适用J•本衣未列出的山铸适厂和采购方之间协议商圧的丁艺和材料・衣A2小批横生产或®件生产的E坯铸件的公羞等级---------------------- Tabfe 3 — Flatnssfi tolerance grades 平面度圆度、垂直度、对称度、平行度d ________________■■ "■ aj »■ -Jr B ■ r in ■ k *--■ ■ ■ ■ ■ ■ ■dimension of thefeatureAll dimensions in millimetresCasting geotnetrieal tolerance grado (GCTG)OverUp to and Including a346781C OJB 0h 270,4 0.6 0,9 1.+ 2,0 10 30 0h 27 0,4 o.e 0.3 1.4 2.0 3,0 30 100 0.4 0,6 0.9 1.4 2,0 3,0 4.6 100 300 0,6 0,9 1,4 2,0 3,0 4.6 6.8 300 1000 0.91,4 2.0 3.0 4.6 6,8 10 1000 3000- -4.66.S 10 15 JDQOJOQOO--101523----------------------------- Table 2 —Straightness tolerance grades直线度All diiYiensicns in rnillimetresRaw caplin9 nominal dimtnsi on of tho featureCasting geomstrlcal tolerance grade (GCTG)Overup to and including2J 4 6 € 7 a协0,08 0,12 0.18 0.27 0,4 0,6 0,9 W 30 0,12Q r 10 0h 27 0,4 0,60.9 1S 30 100 o.ia 0,27 0.4 0h 6 0.9 1.4 2,0 100 300 0.270.4 0.6 0.9 1,4 2,0 3.0300 1000 0.4 0.60.9 V4 2.0 3,0 10003000 -亠 - 2.0 3,04.61Q0Q0-上-■*NO4寿Tabfe 4 — Tolerance grades on roundness t parallelism, perpendicularity and symmetry同轴度------------------------------- All dimensions in millimetresRaw casting nominal dimension of the featureCasting gee metrical tolerance grade (GCTG)OverUp to and Including 234 6 & 7 810 0,27 0.40,6 0.91.4 zo3』 10 30 0.4 a,B0.9 1.4 2.0 3,04,6 30 100 0.6 0L 9 1.4 2.03.04.S 6,3 100 300 0.91,42r 03.04.66.B 10 300 10002.D3,0 4.6s.a1Q 15 1000 3000 - ■ -10 15 23 300010000--- 10152335Raw ca&tlng nominal dimension of tha featureCasting geometrical talorance grade (GCTG)OverUp to and tr>cludlng 33467310 0J2 0,18 0,27 0,4 0,6 0,9 1,4 10 30 OJB 0,27 0/1 036 0,91=4 2,0 30 100 0.27 口4 0.6 0.92.0 3,0 100 300 0.4 0,5 0,9 I2.03.0 4,6 300 10000,6 0,9I 2,03.04.6 6.8 1000 3000-■ 3.0 4,6 6.B 10 30001Q00Q ---4.86.81015All dimensions in millimetresTable 5 — Tolerances on coaxialityISO2768-2形状位置的未注公差的相应等级要求mm3 mm4Tykkelse/ Dicke nabma?锻件尺寸公差要求(Forged )DIN 1684 - 1L?ngdem? l/ L? ngenma? e / length und Dickenma? e/Wanddicken/ Hippen/thickness fur n icht formgebu nden 非线性(非规律性)长度和厚度公差Bearbeitu ngszugabe n BZ 规则形状平面度公差Ein geschrll nkze Bearbeit un gszugaben BZ (slehe Absoh nitt 5)非规则形状平面度公差焊接件公差要求ISO 13920L?ngdem? l/ L? ngenma? e / length 线性长度公差GB/ T 15055 —94 冲压件未注公差表1 未注公差冲裁尺寸的极限偏差mm注:对于0.5及0.5以下的尺寸应标公差表5 未注公差冲裁角度的极限偏差表2m注:对于0.5及0.5以下的尺寸应标公差。