发那科机器人零点标定说明
- 格式:pdf
- 大小:2.97 MB
- 文档页数:8

Fanuc机器人零点标定简易步骤
图一1.进入系统目录——变量
图二
2.(找到338行或者401行)MASTER ENB 后面的数字改写成1
3.点开F1。
找到系统零点标定/校准,如下图
图三
4.点一下F3 RES-PCA 用于暂时活动零点丢失的轴组
5.点一下FCTN 找到重新启动设备,冷启动。
6.待设备启动后,哪一个轴组有问题,就单独调至到关节运动,活动下该轴组,调整对准机械外零点刻度标尺位置。
图四
7接着示教器面板右上角调至你要标定的轴组,关节模式。
按照如上的步骤进入系统零点标定/校准这一画面。
8. 例如,G2轴组有问题,我们直接在第一排J1处第三个(SEL ),输入1(修改需要按住动作可能输入1) 然后再按一下F5执行。
7
8
图五
图六9
9.再点一下该图第七项7.跟新零点标定结果。
10.完成上续步骤就是简单标定的了一个G2组。
11.再次进入标定页面,点一下FCTN 找到重新启动设备,对设备进行一次冷启动。
注意!
如果在标定中出现以下黄色提示标签,(见图七)
无法执行零点标定!
由于重力补偿已启用,必须立即
所有需要零点标定的机器人轴
进行零点标定。
此时退出2全轴零点位置标定,选择进入4 简易零点标定(单轴)(见图八)
图七
图八。


零点是机器人坐标系的基准,没有零点,机器人就没有办法判断自身的位置。
机器人在如下情况下要重新标定零点:1.进行更换电机、机械系统零部件之后。
2.超越机械极限位置,如机器人塌架。
3.与工件或环境发生碰撞。
4.没在控制器控制下,手动移动机器人关节。
5.整个硬盘系统重新安装。
6.其它可能造成零点丢失的情况。
工具:钢板尺(或卡尺)、EPSON机械手编程软件RC+5.0等。
一、应用场合:1.当机械手和驱动器的型号及序列号不一致时,即机械手和不同序列号的控制器混搭使用,需要重新校准机械手的位置(重新校准机械手脉冲零位)。
2.更换马达等其他问题。
三、机械手脉冲零点位置校正:具体调节步骤如下:1.拆除机械手丝杆上夹具,同时保证机械手有足够运动空间,用RC+5.0软件连接机械手LS3,在软件中打开机器人管理器,如下图所示:.点击“motor on”按钮,即给机械手上电;接着点击“释放所有”按钮,即释放机械手4个伺服马达刹车;具体如图:2.点击“motor on”按钮,即给机械手上电;接着点击“释放所有”按钮,即释放机械手4个伺服马达刹车;具体如图:3.手动将机械手调整到脉冲零点位置;如下图所示:具体细节: 1)因为刹车释放后,手动可以拖动J1与J2轴,手动拖动使J1与J2轴如下图所示:2)同理,手动移动丝杆使3、4轴如图所示:( U 轴0位,丝杆端面对应外套上的指针;丝杆底部端面到机体底部为75mm ,用钢尺量,相差在2mm 内可接受。
)+X 方向+Y 方向+Z 方向3.保持机械手目前手动零点位置不动,先点击“锁定所有”按钮,即锁定机械手伺服马达刹车;接着点击“motor off”按钮,即关闭机械手;具体如图:4. 保持机械手目前手动零点位置不动,手动将机械手内编码器重置,具体是在软件中打开命令窗口(ctrl+M)中输入:Encreset 1 按回车Encreset 2按回车Encreset 3按回车Encreset 3,4按回车如图:5. 保持机械手目前手动零点位置不动,重启控制器,具体操作如图:6. 保持机械手目前手动零点位置不动,在命令窗口中输入Calpls(脉冲零点位置的正确脉冲值)回车,具体如下:Calpls 0,0,0,0 回车.如下图:7.保持机械手目前手动零点位置不动,保存各个轴当前的脉冲值,具体是在软件中打开命令窗口(ctrl+M)中输入:calib 1 按回车1轴calib 2按回车2轴calib 3按回车3轴calib 3,4按回车4轴(如只需校第一轴,calib 1即可,以上将4个轴都校正)机械手脉冲零点的脉冲保存完成,效正基本完成。

机器人零点标定方法设备维修技术档案系列资料一.哪些情况需要标定零点:零点是机器人坐标系的基准,没有零点,机器人就没有办法判断自身的位置。
机器人在如下情况下要重新标定零点:1.进行更换电机、机械系统零部件之后。
2.超越机械极限位置,如机器人塌架。
3.与工件或环境发生碰撞。
4.没在控制器控制下,手动移动机器人关节。
5.整个硬盘系统重新安装。
6.其它可能造成零点丢失的情况。
二.零点标定:按下面方法可以标定零点:*千分表:手工检测,输入数据的方法。
*EMT:电子仪表自动标定记录的方法。
我们这里只介绍EMT方法。
1.机器人切换到手动方式T1。
2.用左上角第一个软键切换工作方式到出现“+/-”号加手形图标为止。
3.左手扣住左侧底面使能杆,屏幕右侧将出现纵列布置的A1-A6图标。
4.按右侧对应轴的“+”或“-”软键,移动要标定的轴到零点前预停位置,使得机械臂关节两侧刻槽对准。
5.把EMT安装到对应轴指定的仪表零点触头安装底座位置。
6.EMT电缆插头连接到机器人X32插口。
7.此时,如预停位置正确,则EMT右侧两个灯同时点亮。
不亮时,可以用手动操作重新微调位置。
8.按软键SETUP(设定)。
9.在下级菜单中选择MASTER(管理,这里指标定零点)。
10.在下级菜单中选择EMT,回车。
屏幕显示出准备标定的机器人轴号:如:Robot axis 1Robot axis 2Robot axis 3Robot axis 4Robot axis 5Robot axis 611.按软键MASTER,显示信息“Start key required(需要按启动键)”。
12.扣住使能杆,按软键Program start forwards(程序正向启动,即左侧硬键盘的“+”号外套顺时针箭头)。
对应轴在程序控制下移动。
当EMT检测到参考点(参考刻槽),移动停止,零点位置被记录到计算机,对应轴标定显示被清除。
***注意:1)标定一定要从低轴号开始,否则系统将报警。

Fanuc系统数控车床设置工件零点常用方法1.直接用刀具试切对刀1.用外园车刀先试车一外园,记住当前X坐标,测量外园直径后,用X坐标减外园直径,所的值输入offset界面的几何形状X值里。
2.用外园车刀先试车一外园端面,记住当前Z坐标,输入offset界面的几何形状Z值里。
2.用G50设置工件零点1.用外园车刀先试车一外园,测量外园直径后,把刀沿Z轴正方向退点,切端面到中心。
2.选择MDI方式,输入G50 X0 Z0,启动START键,把当前点设为零点。
3.选择MDI方式,输入G0 X150 Z150 ,使刀具离开工件进刀加工。
4.这时程序开头:G50 X150 Z150 …….。
5.注意:用G50 X150 Z150,你起点和终点必须一致即X150 Z150,这样才能保证重复加工不乱刀。
6.如用第二参考点G30,即能保证重复加工不乱刀,这时程序开头G30 U0 W0 G50 X150 Z1507.在FANUC系统里,第二参考点的位置在参数里设置,在Yhcnc软件里,按鼠标右键出现对话框,按鼠标左键确认即可。
3.用工件移设置工件零点1.在FANUC0-TD系统的Offset里,有一工件移界面,可输入零点偏移值。
2.用外园车刀先试切工件端面,这时Z坐标的位置如:Z200,直接输入到偏移值里。
3.选择“Ref”回参考点方式,按X、Z轴回参考点,这时工件零点坐标系即建立。
4.注意:这个零点一直保持,只有从新设置偏移值Z0,才清除。
4.用G54-G59设置工件零点1.用外园车刀先试车一外园,测量外园直径后,把刀沿Z轴正方向退点,切端面到中心。
2.把当前的X和Z轴坐标直接输入到G54----G59里,程序直接调用如:G54X50Z50……。
3.注意:可用G53指令清除G54-----G59工件坐标系。
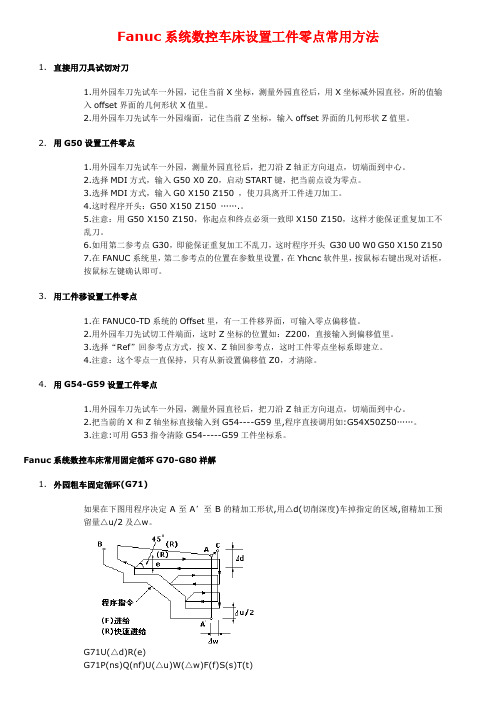
Fanuc系统数控车床常用固定循环G70-G80祥解1.外园粗车固定循环(G71)如果在下图用程序决定A至A’至B的精加工形状,用△d(切削深度)车掉指定的区域,留精加工预留量△u/2及△w。
FANUC机器人全轴零点标定的方法
前面一期我们讲了一下如何将“零度点调整”选项调出来,如果小伙伴发现你的系统设定里面没有“零度点调整”选项的话,可以去翻一下我前面的文章,它讲述了如何将“零度点调整”选项调出来。
本期我们就讲述一下如何“零度点调整”,“零度点调整”里面有五种零点标定的方式,如图所示:
这期我们讲述一种所有轴一起零点标定方式:“2 零度点核对方式(全轴核对方式)”;
一、零度点核对方式(全轴核对方式);
在什么情况下会用到快速核对方式:
-机构部的脉冲计数后备用电池耗尽
-更换底座主电缆
-突然断电导致脉冲编码器数据丢失
-等等;(需要同时零点标定多轴的情况)
核对方法:
1.按下示教器中的“MENU”键;
2.选择“0--下页--”;
3.选择“6.系统设定”
4.选择“3.零点度调整”进入画面后如图显示:
5.首先将机器人用关节坐标机械调零,调零顺序4-5-6-1-2-3(实际机器人每个轴都有零位标记,请按该标记调整机器人到零位位置),即下图位置:
6.将光标移动到“2 零度点核对方式”,点击“ENTER”确认键;如图所示:
7.点击“是”;出现零度点核对完成!如图所示:
8.最后一步,也是最关键的一步;光标移动到“6 校准”点击“ENTER”确认键,点击“是”出现校准完成!(注:无论哪种标定方法,最后都需要进行这一步操作,否则前面的标定结果无效)
这时我们就将所有轴都全部零点标定完成,希望可以帮到大家,谢谢!。
发那科数控系统FANUC加工中心回零点位置,绝对位置设置步骤调到手动输入方式放大器电池没电或者轴电机编码器线被断开后,就需要重新设置绝对位置。
如果报警电池电压为Ov,那X、Y、Z需要重新回到参考点设置。
1、先更换电池。
2、把转换档位旋转手动输入方式按“把允许修改参数设为1按“SET/OFS键,再把写参数允许,设为1。
三轴参数号3、修改参数1815 #4一APZ和#5一APC,修改为o,关机重新启动。
A、先设置参数1815 5#X、Y为1,急停拍下,关机重新启动。
B、再设置参数1815 4#X、Y为1,急停拍下,关机重新启动。
X、Y 报警就会解除。
Z轴参数4、修改加大行程参数,1320#,这里一定要先把原来的参数先记录下来,等全部完成后,还原来的参恢复上去的X轴参数4、修改加大行程参数,1321#,这里一定要先把原来的参数先记录下来,等全部完成后,还原来的参数恢复上去的。
5、如果机床工作台上有夹具或者工件,还能找到G54坐标系的X、Y轴,可以通过实际对刀(分中)找到G54原点,再根据原先G54坐标系设置数据,反过来移动X,Y轴到机床机械零点位置。
(如果工作台上找不到G54原点,只能拆开导轨护罩。
通过测量丝杆行程来确定零点位置,再通过上述步骤来设定)。
这是正常的配合6,根据换刀点来设置Z轴的绝对位置零点。
A、先在主轴上装一个刀柄,把Z轴抬起来大至到换刀点的高度,把机械手逆时针摇进来,校正换刀点,反复试,直到机械手与主轴上的刀柄能完全吻合,再才退回机械手。
控制机械手的电机机械手电机刹车,手动向上抬上手柄,往上提就可以松开调整。
用来手动调整,机械手的电机。
用套筒挪手顺时针或者逆时针进行调整刀臂运行。
可以看到Z轴上了点换刀点高度不对,Z轴需要往负方向调整,还要向下一点。
Z轴的参数B,查看换刀点参数1241#的参数据Z(一107、871)。
C、把当前相对应位置清零,根据参数1241#的数据往相反的方向移动,Z轴到零点位置。
FANUC视觉零点标定面向对象:零点存在偏差的FANUC机器人软件: J992 iRCalibration VMasterJ649 Gravity CompensationPS: R-30IA和R-30IB系统的机器人它所使用系统和软件代码都是不一样的,但是Mate柜需要额外的板子才能用视觉做零点标定。
1在进行视觉零点标定前一定要做好机器人的镜像备份和全备份,刷机前最好把机器人回到当前零点位置。
2确认机器人的重复定位精度是否精确,因为由机器人机械方面的故障引起的零点偏差无法通过视觉重新标定其零点。
3相机到点阵板的距离不是固定的,但也不会超过200mm-800mm这个范围,具体距离视实际情况而定。
最好的效果是让整块板上所有的黑点都出现在示教器或者是电脑的实时图像上,点阵板要保持水平。
4我们的照相机选用SONY CCD camera XC-56,镜头12mm。
焦距12mm,是固定的不用更改。
5相机与第六轴法兰盘的距离也不是固定的,,只要能够清楚地监控到整块点阵板就可以了,相机镜头与点阵板尽量保持水平。
6即使机器人第六轴零点刻度没有也没关系,并不会影响机器人视觉标定零点的结果。
7视觉标定时若只有照相机没有光源,则要注意调整曝光时间,光线太暗增大曝光时间,光线太亮减小曝光时间。
8点阵板要放在适宜的高度,正装时不要高于机器人底座底部,倒装时要让机器人的姿态能够自由的舒展。
否则在进行到视觉零点标定:创建程序的第5步(测量相机的位置)时会出现报警MOTN-018位置不可达.9在运行测量程序VMAST111的过程中,如果位置不可达就像我们以往在编写程序中一样TOUCH重新定义测量点位置,然后以当前位置继续执行程序。
PS:若是R-30IB系统的机器人TOUCH重新定义测量点位置后要先回到程序的第一行运行,然后按9从当前位置继续执行测量程序。
10在测量程序VMAST11执行完毕后(中间没有发生机器人报警,若有则做适当调整直到程序可以完整流畅的运行至结束),回到Vision Mastering画面,移动光标选择第5项Update Master CT,出现如下画面:如果机型是M-10iA 或者M-20iA 请不要更新重力补偿数据,在执行5, Update Master CT 时,会出现以下信息:OK to Update Gravity Comp. parameters?请选择NO各轴的数值均应小于0.01 ,J2/J3 为连动关系,更新角度中会出现互为正负值。
干货FANUC机器人零点标定校准步骤说明
想系统学习工业机器人、PLC、电工?单击文末“阅读原文”,登记领取报名优惠!
ABB工业机器人有更新转数器来进行机械原点校准,FANUC的机械原点校准是通过零点标定来进行,具体操作步骤如下。
首先,需要设定变量$MASTER_ENB 的值为 1,具体步骤为。
1.MENU-下一页-变量,如图1所示。
图1
2. ITEM-输入313-变量$MASTER_ENB 的值设为 1,如图2所示。
(注:不一定是313,可以通过shift+上/下键进行快速翻页查找)。
图2
接下来,通过MENU-下一页-系统-零点标定/校准,进入校准页面,如图3所示。
(注:可以提前把机器各轴移动至原点位置)
图3
然后单击“全轴零点位置标定”-是,进行零点更新。
如图4~图5所示。
图4
图5
最后一步,单击“更新零点标定结果”-是,完成更新操作。
如图6所示。
(注:无论哪种标定方法,最后都要进行这一步操作,否则前面的标定结果无效)。
发那科机器人零点标定说明
在发那科工业机器人得到充分和正确标定零点时,它的使用效果才会最好。
因为只有这样,机器人才能达到它最高的点精度和轨迹精度,完全能够以编程设定的动作运动,所以这篇文章介绍一下发那科工业机器人如何进行零点标定。
如果因电池长时间电量低出现的零位丢失,更换电池后首先需要做以下步骤↓
一、按下示教器中的MENU键,选择下一页,然后选择系统,发现没有零点标定的选项,这时其他的一切无从谈起,我们必须把这个选项调出来。
于是我们进入系统下面的变量。
按下“Shift”键+下方向键快速下翻找到“MASET_ENB”这一项。