第2章 铸造
- 格式:pdf
- 大小:6.90 MB
- 文档页数:79

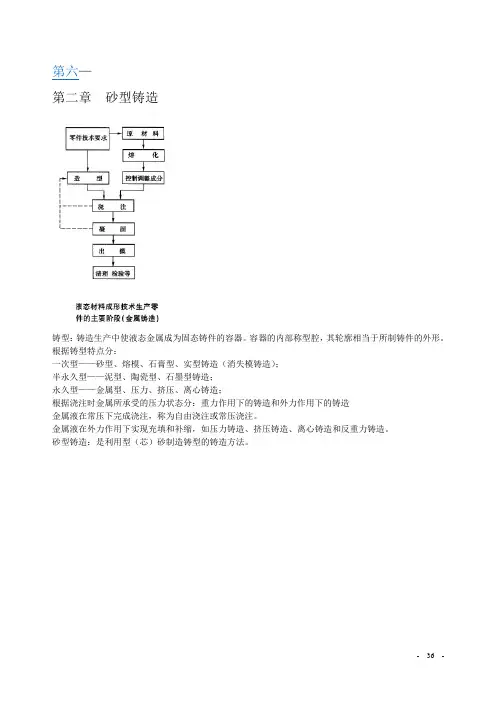
第六—第二章砂型铸造铸型:铸造生产中使液态金属成为固态铸件的容器。
容器的内部称型腔,其轮廓相当于所制铸件的外形。
根据铸型特点分:一次型——砂型、熔模、石膏型、实型铸造(消失模铸造);半永久型——泥型、陶瓷型、石墨型铸造;永久型——金属型、压力、挤压、离心铸造;根据浇注时金属所承受的压力状态分:重力作用下的铸造和外力作用下的铸造金属液在常压下完成浇注,称为自由浇注或常压浇注。
金属液在外力作用下实现充填和补缩,如压力铸造、挤压铸造、离心铸造和反重力铸造。
砂型铸造:是利用型(芯)砂制造铸型的铸造方法。
整模造型分模造型一、概述1 缺点、优点:砂型铸造是铸造生产中最广泛的一种方法,世界各国用砂型铸造生产的铸件占总产量的80-90%。
型砂:将原砂或再生砂+粘结剂+其它附加物所混制成的混合物。
砂型(芯):型(芯)砂在外力作用下成形并达到一定的紧实度或密度成为砂型(芯)。
2 砂型的种类湿型:由原砂、粘土、附加物及水按一定比例混碾而成湿型砂;用湿型砂春实,浇注前不烘干的砂型。
干型:经过烘干表面干型:表面仅有一层很薄(15-20mm)的型砂被干燥,其余部分仍然是湿的。
化学自硬砂型:砂型靠型砂自身的化学反应而硬化。
造型:制造砂型的工艺过程。
造芯:制造砂芯的工艺过程。
选择合适的造型(芯)方法和正确的造型(芯)工艺操作,对提高铸件质量、降低成本、提高生产率有极重要的意义。
1 按型(芯)砂粘(固)结机理分类机械粘结造型(芯)、化学粘结造型(芯)、物理固结造型(芯)2 按造型(芯)的机械化程度分类(1)手工造型(芯)手工造型(芯)是最基本的方法,这种方法适应范围广,不需要复杂设备,而且造型质量一般能够满足工艺要求,所以到目前为止,在单件、小批量生产的铸造车间中,手工造型(芯)仍占很大比重,在航空、航天、航海领域应用广泛。
缺点:劳动强度大、生产率低、铸件质量不易稳定。
模样造型、刮板造型、地坑造型,各种造型方法有不同的特点和应用范围。


第2章铸造练习题1.是非题( 错)(3)为防止铸件产生裂纹,在设计零件时力求壁厚均匀。
( 对)(5)选择分型面的第一条原则是保证能够起模。
( 对)(6)起模斜度是为便于起模而设置的,并非零件结构所需要。
( 对)(10)铸造圆角主要是为了减少热节,同时还有美观的作用。
( 对)(11)铸造合金要求有好的流动性和小的偏析倾向,所以它的凝固温度范围越大越好。
(错)(12) 压力铸造可铸出形状复杂的薄壁有色铸件,它的生产效率高、质量好。
( 对)(24)合金的充型能力与其流动性有关而与铸型充填条件无关。
(错)(26) 缩孔、缩松的产生原因是固态收缩得不到补缩。
( 错)(28) 为防止产生缩孔,薄壁铸件常采用同时凝固原则。
(错)(32) “同时凝固”工艺措施可以有效地防止缩孔、缩松、气孔等缺陷。
(错)(35) 铸件各部分的固态收缩不能同步进行是铸件产生应力、变形、裂纹的根本原因。
(对)(36) 用灰铸铁既能制造受拉零件,也能制造受压零件,但是制造受拉零件更有利于发挥其力学性能特点。
(对)2.选择题(1)合金的铸造性能主要包括( b )。
A.充型能力和流动性B.充型能力和收缩C.流动性和缩孔倾向D.充型能力和变形倾向(2)消除铸件中残余应力的方法是( c )。
A.同时凝固B.减缓冷却速度C.时效处理D.及时落砂(3)下面合金形成缩松倾向最大的是( d )。
A.纯金属B.共晶成分的合金C.近共晶成分的合金D.远离共晶成分的合金(4)为保证铸件质量,顺序凝固常用于( a )铸件生产中。
A.缩孔倾向大的合金B.吸气倾向大的合金C.流动性较差的合金D.裂纹倾向大的合金(5)灰口铸铁、可锻铸铁和球墨铸铁在机械性能上有较大差别,主要是因为它们(c )不同。
A.基体组织B.碳的存在形式C.石墨形态D.铸造性能(10)形状复杂零件的毛坯,尤其是具有复杂内腔时,最适合采用( a )生产。
A.铸造B.锻造C.焊接D.热压(11)浇注时铸件的大平面朝下,主要是为了避免出现(d )。