金属工讲义艺学第二章铸造
- 格式:ppt
- 大小:2.28 MB
- 文档页数:4

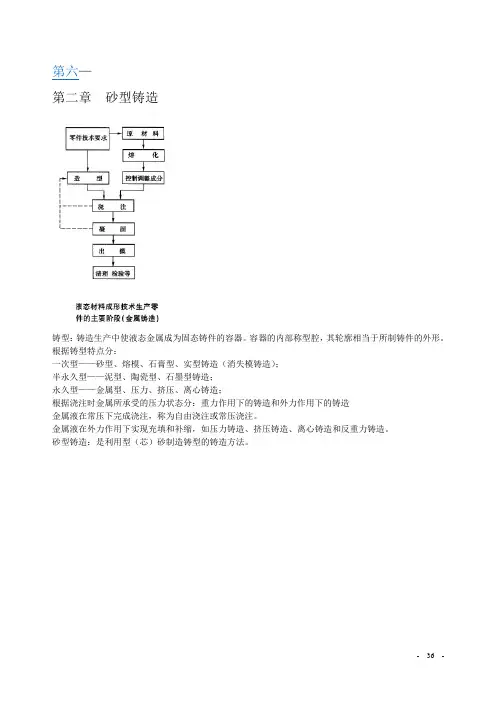
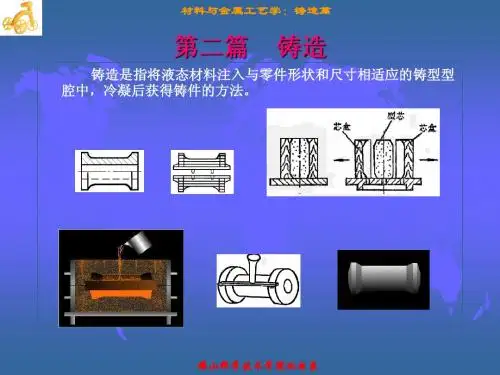
第六—第二章砂型铸造铸型:铸造生产中使液态金属成为固态铸件的容器。
容器的内部称型腔,其轮廓相当于所制铸件的外形。
根据铸型特点分:一次型——砂型、熔模、石膏型、实型铸造(消失模铸造);半永久型——泥型、陶瓷型、石墨型铸造;永久型——金属型、压力、挤压、离心铸造;根据浇注时金属所承受的压力状态分:重力作用下的铸造和外力作用下的铸造金属液在常压下完成浇注,称为自由浇注或常压浇注。
金属液在外力作用下实现充填和补缩,如压力铸造、挤压铸造、离心铸造和反重力铸造。
砂型铸造:是利用型(芯)砂制造铸型的铸造方法。
整模造型分模造型一、概述1 缺点、优点:砂型铸造是铸造生产中最广泛的一种方法,世界各国用砂型铸造生产的铸件占总产量的80-90%。
型砂:将原砂或再生砂+粘结剂+其它附加物所混制成的混合物。
砂型(芯):型(芯)砂在外力作用下成形并达到一定的紧实度或密度成为砂型(芯)。
2 砂型的种类湿型:由原砂、粘土、附加物及水按一定比例混碾而成湿型砂;用湿型砂春实,浇注前不烘干的砂型。
干型:经过烘干表面干型:表面仅有一层很薄(15-20mm)的型砂被干燥,其余部分仍然是湿的。
化学自硬砂型:砂型靠型砂自身的化学反应而硬化。
造型:制造砂型的工艺过程。
造芯:制造砂芯的工艺过程。
选择合适的造型(芯)方法和正确的造型(芯)工艺操作,对提高铸件质量、降低成本、提高生产率有极重要的意义。
1 按型(芯)砂粘(固)结机理分类机械粘结造型(芯)、化学粘结造型(芯)、物理固结造型(芯)2 按造型(芯)的机械化程度分类(1)手工造型(芯)手工造型(芯)是最基本的方法,这种方法适应范围广,不需要复杂设备,而且造型质量一般能够满足工艺要求,所以到目前为止,在单件、小批量生产的铸造车间中,手工造型(芯)仍占很大比重,在航空、航天、航海领域应用广泛。
缺点:劳动强度大、生产率低、铸件质量不易稳定。
模样造型、刮板造型、地坑造型,各种造型方法有不同的特点和应用范围。