立车加工水轮发电机镜板工艺技术
- 格式:pdf
- 大小:343.47 KB
- 文档页数:3
东方一力专业制作水轮发电机镜板/镜板研磨修复。
东方一力专业制作水轮发电机镜板和对电厂旧的磨损的镜板研磨修复。
1、水轮发电机镜板的材质通常为45A,50A,55A,40CrA锻件材料。
2、水轮发电机镜板对锻件毛坯制作和检验要求很高:首先,锻件表面不应有肉眼可见的裂纹、折叠和其他影响使用的外观缺陷。
局部缺陷可以清除,但清除的深度不得超过精加工余量的75%。
其次,在锻件两平面进行超声波探伤,不应有白点、裂纹、缩孔等缺陷第三,在整个镜板轴承表面上不应有大于0.8 mm×0.8 mm(或相应面积)的单个非金属夹杂物,或在5 mm×5 mm(或相应面积)范围内不允许有3 点以上的上述大小的非金属夹杂物。
第四,锻件锻造后供方需进行调质或正火加回火处理,以保证锻件获得均匀的组织和性能,特别是镜板的轴承表面要有较好的硬度均匀性。
第五,粗加工后,锻件在低于性能回火温度至少30℃且不低于550℃的温度下进行回火,消除应力。
第六,全部热处理完成后(包括消除应力处理),镜板的硬度值190~240 HBS,镜板表面任何两点硬度差不大于20 HBS。
镜板直径小于或等于1500 mm 时,在两个平面的内、外圆平均半径处,每隔90°测一处硬度;当直径大于1500 mm 时,在距外圆周100 mm 和内、外圆平均半径处,每隔90°各测一处硬度。
3、消除应力后,作为镜板的轴承表面加工是非常重要的环节。
A.水轮发电机镜板要求粗糙度≯0.4μm,有的达到0.2μm。
从外观看表面应该像镜子一样能照人或用手电照镜板,能看清灯泡的轮廓。
平面度≯0.04mm,平行度≯0.04mm;因此,水轮发电机镜板的加工和研磨是非常棘手和费时的工作.必须慢工出细活。
B.镜板表面应无划痕或只有轻微划痕。
即使有划痕,但边缘不能有凸起。
对于划痕较重的地方用W5金相砂纸加透平油作局部处理。
如果划痕较多,应用研磨机和研磨膏进行处理。

科协论坛·年第期(下)··1.简介1.1项目来源我公司作为分包商承担AKA 集团2台份的推力轴承制造任务。
1.2目的意义通过科研研究掌握大尺寸超薄镜板超精研磨的制造技术,为下一步我公司独立制造类似三峡左岸的超大容量水轮发电机作准备。
1.3技术水平镜板的超精密加工是我们的传统优势项目,近年来通过工艺改进、实践的探索,已成功地制造出水口4600mm ,二滩4200mm ×140m m 的镜板,二滩的镜板直线度达到0.01mm ,镜面粗糙度达到Ra0.2m 以上。
1.4技术难度三峡的镜板尺寸现改为5220mm ×82mm ,镜板厚度比原尺寸更薄,为克服镜板自身柔性产生的变形,采取镜板与推力头把合成整体加工的方案。
研磨装置经改造后可用于三峡镜板的研磨,研制了大型翻身工具。
要保证推力头镜板的把合面之间没有间隙,而且镜板最后超精加工也要选择一个合理的加工余量,我们经过反复研究,并与有经验的操作者反复试验,最终确定了镜板单件加工应留加工余量,为下一步镜板超精加工研磨打下基础。
1.5经济效果利用现有设备,完成推力头镜板的加工制造,使之达到三峡合同要求。
2.研究内容保证平面度、平行度工艺方法的研究;镜板起吊、翻身方法的研究;推力头镜板装配后对镜板平面度的影响与控制方法;推力头镜板装配后加工方案的研究;推力头镜板装配后翻身方案的研究;测量方法的研究。
3.研究方法3.1保证平面度、平行度工艺方法的研究3.2工作台调整我们加工镜板所用的设备都是老式动压立车,因此为保证工作台的端面跳动≤0.02mm ,需要反复调整油压,保证各个瓦面油膜厚度均匀,受力相同。
3.3横梁调整在工作台调整合格的情况下,对横梁进行调整,保证横梁与工作台的平行度。
其方法是粗加工镜板时,反复翻身对正反两面进行车加工,并在内外圆处测量镜板的厚度差,当内外圆厚度差≤0.02m m 即视为调整合格。
3.4垫筒的选择与分布由于镜板面积大而且薄,如果放在车胎上,车磨镜板时镜板本身会随着车胎的平面形状而变,不能达到加工要求。
镜板研磨工艺1、适用范围:适用于在水电站检修工地,应用镜板研磨机对水轮发电机的镜板进行研磨、抛光过程。
2、需用设备:2.1、镜板研磨机3、需用工、量具:3.1、组合式表面粗糙度样板3.2、500mm刀口尺(1级)3.3、200x200mm框式水平仪(0.02mm/m)3.4、300m m钢板尺、1m钢板尺、3m卷尺3.5、研磨盘(有巴氏合金层)、抛光盘3.6、小磅称(称磨料、油等用)3.7、盛磨料容器(有盖的)3.8、盛油容器(有盖的)3.9、盛研磨剂容器(有盖的)3.10、吊具3.11、(镜板研磨机)专用板手、活动板手等钳工工具3.12、毛刷4、需用材料:4.1、天然细(w20)油石4.2、白刚玉W A(GB/T2479-1996普通磨料白刚玉)或绿色碳化硅GC(GB/T2480-2008普通磨料碳化硅)。
粒度:w14、w10(GB2477-83磨料粒度及其组成)。
重量:各10kg。
(粒度w14的作为备用材料)。
4.3、酒精或汽油、煤油、20#机油4.4、金刚石喷雾研磨剂10μm、7μm、5μm、2.5μm、1μm各2瓶。
(10μm、5μm、1μm金刚石喷雾研磨剂作为备用材料)4.5、金丝绒布、3m m厚细呢子或细毛毡(包裹抛光盘用)4.6、白布、白绸布(擦洗镜面用),绢布(过滤油用)4.7、透平油,描图纸或蜡纸(镜面临时油封用)4.8、毛毡等镜板遮盖材料(镜面防护用)5、工艺准备:5.1、熟悉图纸及工艺,准备好需用的工、量具和需用的材料。
5.2、清扫研磨场地,擦洗镜板研磨机、工、量具等,应达到无粉尘要求。
5.3、调整镜板研磨机。
5.3.1、检查并调整镜板研磨机,要求研磨机主轴垂直度≤0.03mm/m,调整完成后拧紧底脚防松螺母。
5.3.2、以研磨机主轴轴线为中心线,根据镜板直径大小,将四个支承座圆周均布并固紧在基础板上,用钢板尺或卷尺测量,要求四个支承座外侧面至主轴轴线距离偏差≤1mm。
5.3.3、用钢板尺测量,按镜面到转臂底面距离约205-210mm 要求粗调各支承座等高。

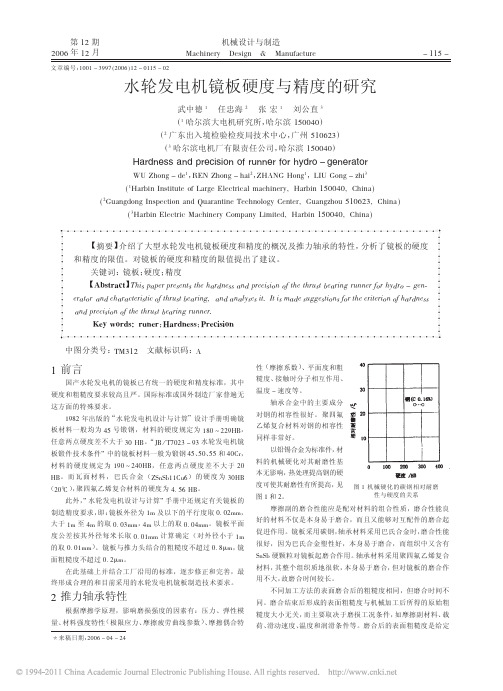
2008.№2 大 电 机 技 术5水轮发电机镜板和推力头热弹变形分析刘平安,武中德(哈尔滨电机厂有限责任公司,哈尔滨 150040)[摘要] 介绍了ANSYS软件用于镜板和推力头的热传导和热弹变形计算的方法。
考虑到镜板和推力头结构和受力周期对称的特点,取其Z分之一(Z为瓦块数)作为ANSYS有限元分析模型。
推力头和镜板接合面为三维等效热传导单元和三维接触单元。
镜板在力载荷作用下,周向变形的高点处在瓦上,低点在瓦间,径向变形在外径侧上翘;镜板在温度载荷作用下,周向由于恒温而不产生变形,径向变形为下凸。
镜板面的综合变形为径向下凸,外径侧上翘,沿周向为波浪形。
[关键词] 镜板和推力头;热传导;热弹变形[中图分类号] TM303.5 [文献标识码] A [文章编号] 1000-3983(2008)02-0005-02Analysis of Thermo-elastic Deformation of Runner and Thrust Block for Hydro-generatorsLIU Ping-an, WU Zhong-de(Harbin Electric Machinery Company Limited, Harbin 150040, China)Abstract: This paper presents a method for calculating the heat conduction andthermo-elastic-deformation (TED) of the runner and thrust block by means of ANSYS program.1/Z(Z is pad number) of runner is chosen as the model for ANSYS according to design of runner andthrust block and cycle symmetrical property, the three-dimensional contact element and thethree-dimensional equivalent heat conduction element is located in space between runner and thrustblock. The surface of runner is distorted due to pressure loading, the high point of deformation is onpad, and the low point of deformation is in space between pads. The radial deformation of runner isradial tilt, and the high point of deformation is in outer diameter. The surface of runner is distorteddue to differential thermal deflection, the circumferential deformation is not distorted due tocircumferential constant temperature, and the radial deformation of runner is convex. The wholedeformation of surface of runner is radial convex, and the high point of deformation is in outerdiameter, the circumferential deformation is wave.Key words: runner and thrust block, heat conduction, thermo-elastic deformation1前言推力轴承是水轮发电机组中最重要的部件之一,它承受着发电机组转子重量及轴向水推力,其工作性能不仅直接关系到机组能否安全运行,而且还影响机组的出力和效率。
镜板是推力轴承的关键部位之一,介绍了在大型普通卧式车床上,利用珩磨工具及专用夹具装夹工件进行珩磨镜面的制造工艺。
使用花盘专用夹具定位,镜板安装时基准面与夹具装夹时定位基准统一,生产工艺容易掌握,生产效率高,经济实用,产品质量好。
因此,该套镜板制造工艺有一定的优越性。
1 、水轮机推力镜板的结构及精度要求珩磨镜板是生产立式水轮机组不可少的项目,镜板有较高的精度和较低的粗糙度要求,在车床上实现光整加工。
珩磨是最常见的一种光整和精整加工方法,使用专用夹具将镜板装夹在车床上,镜板紧贴平面定位,然后在车床刀架上用螺钉紧固珩磨工具进行珩磨加工。
尺寸精度达IT5 〜IT6 , 表面粗糙度Ra0.63〜Ra0.02。
图1所示是1600kW/24P的立式水轮机镜板型号之一(材料为45钢)。
镜板平面较大,镜面有较高的形位精度和较小的表面粗糙度(Ra0.2)要求。
车削平面时平面会产生较大的凸起或凹陷误差。
在设计和制造保证其必要的条件及加工过程中要严格执行工艺,严格控制形位误差,合理选用珩磨材料,控制珩磨转速,经粗、精、光、精整加工达到质量要求,才能顺利加工出合格的产品,使工件在装配后能保证水轮机的运行平稳和高可靠性。
2、珩磨工作原理及工艺参数分析工作原理:将工件与夹具安装在车床的四爪卡盘上,以车床主轴带动工件旋转,转速为n,将珩磨头珩磨杆倾斜0角度安装,在弹簧力的作用下压向工件表面。
通过摩擦力由工件带动珩轮回转,其转速为n轮。
珩轮沿工件横向作往复运动,由于珩轮的回转轴线与工件旋平面交叉角为0,故珩轮在被工件带动的同时,还相对于工件表面r切的速度滑动,从而产生磨削作用。
计算公式:1 尸工I + 切二f 工sin/?Il工艺特点:设备简单,传动平稳,在工件上同时存在磨削挤压和抛光作用,粗糙度可达Ra0.63〜Ra0.02,珩轮与工件表面为线接触,其压强大,切削效率高。
由于接触面积小,脱落的磨粒容易被润滑液带走,不易划伤工件表面。
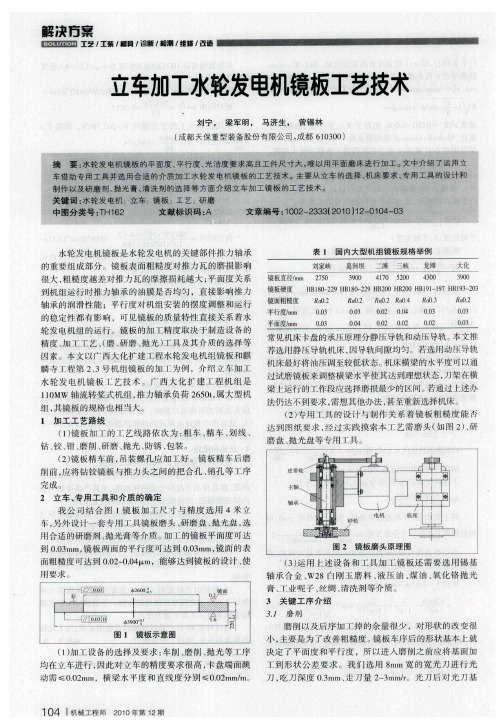
浅谈水轮发电机镜板加工工艺及维护摘要:水电站水轮发电机镜板承受整台机组轴向符合且与推力瓦进行摩擦,因此对平行度、平面度、光洁度要求高而镜板尺寸大,使用平面磨床加工困难。
本文对水轮发电机镜板的机械加工工艺进行介绍。
在立车上通过粗车→精车→砂带磨削→研磨、抛光的步骤使镜面的平面度、平行度以及表面粗糙度得到可靠保证;也对镜板在机组检修中的维护进行探讨。
关键字:镜板加工研磨抛光维护1 引言镜板是水轮发电机组推力轴承的关键部件之一,机组运行中它与推力轴承瓦进行摩擦,并承受整台机组轴向负荷。
镜板油膜厚度一般只有0.03~0.07mm,如果镜面有刮痕、高点、毛刺等缺陷,则可能破坏油膜及推力瓦面,甚至造成烧瓦事故;而镜面的平面度和表面粗糙度达不到要求,则轴承的承载能力下降,摩擦损耗增加,因此对镜板的材质、加工精度和表面粗糙度都有较高要求。
镜板上、下两平面的平行度对安装时机组摆度的调整和运行稳定性有直接影响。
因此,镜板的加工保证水轮发电机正常运行的关键技术。
图1 镜板示意图2 镜板加工工艺2.1 镜板的技术要求镜板的上平面是通过螺栓孔和销孔与推力头把合的结合面,下平面是镜面(摩擦面),外侧圆柱面上有一至两对装设吊具用的螺孔。
镜板多采用45号锻钢,对材质的要求为:①机械性能和化学成分应符合GB/T 699-1999。
②两平面的硬度值应为180~229HBW,镜面硬度差值不超过30HBW。
对镜板的机械加工要求有:①镜面平面度0.01mm(凹);两面平行度0.04mm。
②镜面表面粗糙度值Ra=0.2μm,与推力头结合面表面粗糙度值Ra=0.4μm。
2.2 镜板机械加工工艺分析镜板对上、下两平面是镜板加工的主要表面对平行度、粗糙度、硬度等要求较高,,而镜面(摩擦面)的机械加工要求更是加工中的主要矛盾,因此在拟定镜板机械加工工艺时,要紧紧抓住主要矛盾,综合考虑以下几方面内容。
(1)由于镜板是大型零件且对上、下两平面的精度、表面粗糙度等要求都很高,一般的平面磨床无法加工这样的大型零件。