数控加工工序卡
- 格式:pdf
- 大小:153.24 KB
- 文档页数:9
数控机床工艺简卡没有落日般的瑰丽,没有流云般的飘逸,但可以有水晶般的清纯与透明。
没有大山般的巍峨,没有湖水般的轻柔,但可以有岩石般的坚毅与稳重。
没有大海般的浩瀚,没有瀑布般的飞泻,但可以有泥土般的朴素与随和。
数控机床工艺简卡没有落日般的瑰丽,没有流云般的飘逸,但可以有水晶般的清纯与透明。
没有大山般的巍峨,没有湖水般的轻柔,但可以有岩石般的坚毅与稳重。
没有大海般的浩瀚,没有瀑布般的飞泻,但可以有泥土般的朴素与随和。
数控机床工艺简卡没有落日般的瑰丽,没有流云般的飘逸,但可以有水晶般的清纯与透明。
没有大山般的巍峨,没有湖水般的轻柔,但可以有岩石般的坚毅与稳重。
没有大海般的浩瀚,没有瀑布般的飞泻,但可以有泥土般的朴素与随和。
数控机床工艺简卡没有落日般的瑰丽,没有流云般的飘逸,但可以有水晶般的清纯与透明。
没有大山般的巍峨,没有湖水般的轻柔,但可以有岩石般的坚毅与稳重。
没有大海般的浩瀚,没有瀑布般的飞泻,但可以有泥土般的朴素与随和。
数控机床工艺简卡没有落日般的瑰丽,没有流云般的飘逸,但可以有水晶般的清纯与透明。
没有大山般的巍峨,没有湖水般的轻柔,但可以有岩石般的坚毅与稳重。
没有大海般的浩瀚,没有瀑布般的飞泻,但可以有泥土般的朴素与随和。
没有落日般的瑰丽,没有流云般的飘逸,但可以有水晶般的清纯与透明。
没有大山般的巍峨,没有湖水般的轻柔,但可以有岩石般的坚毅与稳重。
没有大海般的浩瀚,没有瀑布般的飞泻,但可以有泥土般的朴素与随和。
没有落日般的瑰丽,没有流云般的飘逸,但可以有水晶般的清纯与透明。
没有大山般的巍峨,没有湖水般的轻柔,但可以有岩石般的坚毅与稳重。
没有大海般的浩瀚,没有瀑布般的飞泻,但可以有泥土般的朴素与随和。

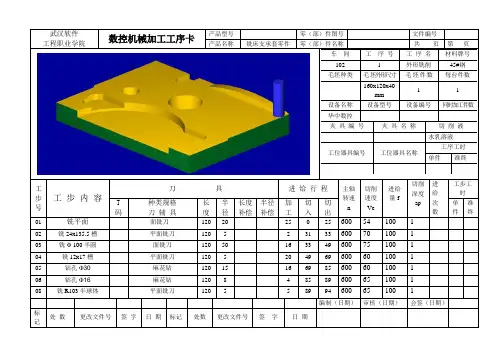
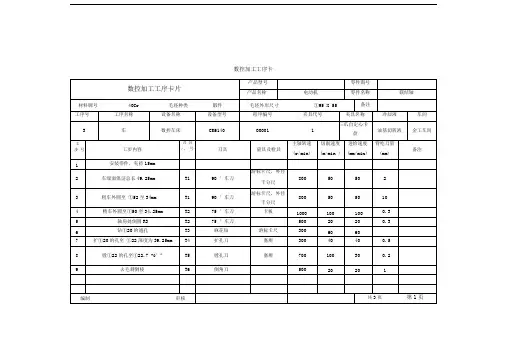
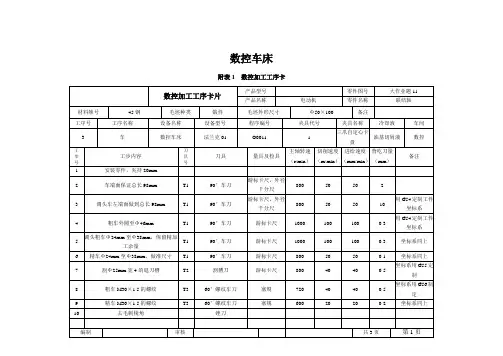
武汉软件工程职业学院数控机械加工工序卡产品型号零(部)件图号文件编号产品名称铣床支承套零件零(部)件名称共页第页车间工序号工序名材料牌号102 1 外形铣削45#钢毛坯种类毛坯外形尺寸毛坯件数每台件数160x120x40mm1 1设备名称设备型号设备编号同时加工件数华中数控夹具编号夹具名称切削液水乳溶液工位器具编号工位器具名称工序工时单件准终工步号工步内容刀具进给行程主轴转速n切削速度Vc进给量f切削深度ap进给次数工步工时T码种类规格刀辅具长度半径长度补偿半径补偿加工切入切出单件准终01 铣平面面铣刀120 20 25 0 25 600 54 100 102 铣24x135.5槽平面铣刀120 5 2 31 33 600 70 100 103 铣Φ 100半圆面铣刀120 50 16 33 49 600 75 100 104 铣12x17槽平面铣刀120 5 20 49 69 600 60 100 105 钻孔Φ30麻花钻120 15 16 69 85 600 60 100 106 钻孔Φ16麻花钻120 8 4 85 89 600 65 100 108 铣R103半球体平面铣刀120 5 5 89 94 600 65 100 1编制(日期)审核(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
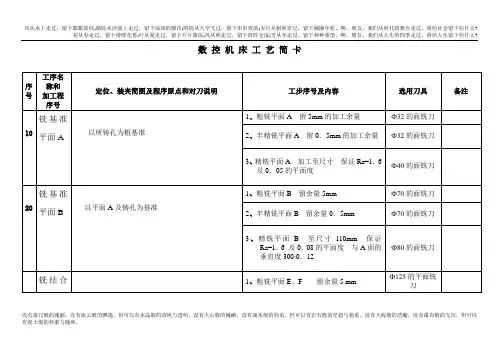
数控加工工艺设计一、零件特征(形状)分析该零件总体尺寸(100mm*100mm*20mm),有凸台、平面、倒圆角及孔特征构成,两个∮10 0+0.022通孔的孔径要求较高。
因此孔的加工工艺要求最终需要用铰刀或镗刀进行加工。
沉头孔的直径和深度为∮15 *3 mm要求不高。
二、工艺分析1. 该零件外形由凸台、沉头孔、倒圆角组成,形状简单,加工、检验都比较容易,所有部位都采用数控机床铣削加工。
此零件的尺寸公差要求为GB-1804-M,表面公差要求为Ra3.2。
尺寸公差和表面粗造度容易保证。
但孔的直径和孔壁的表面粗造度要求较高,所以在加工工艺上要重点考虑。
2. R2倒圆角位置所在的凸台高度为7mm,在选择球刀加工时注意球头半径要小于5 mm。
3. 工件的总高度为20mm,加工深度为12mm,夹紧工件时注意工件高于钳口8mm。
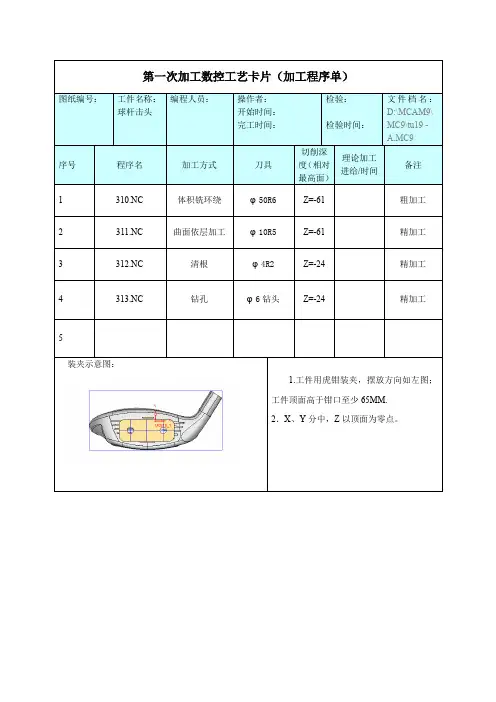
三、工艺方案分析根据零件的型状及尺寸要求,采用的工艺方案有下面两种:1. 在数控铣床或加工中心上加工完所有外形,用镗刀加工∮10通孔两处。
2. 在数控铣床或加工中心上完成所有外形,用机铰刀加工∮10通孔两处。
第一种方案的工艺路线安排是:粗加工工件外形去除大部分材料,周边预留0.5mm的预留量。
然后精加工顶面和底面,再精加工加工侧面,接着精加工沉头位和R2倒圆角,最后用镗刀加工∮10通孔两处。
该方案的优点是通孔的孔径精度和孔的侧壁光洁度较好,缺点是镗孔加工的加工时间较长。
第二种方案的工艺路线安排是:粗加工工件外形去除大部分材料,周边预留0.5mm的预留量。
然后精加工顶面和底面,再精加工加工侧面,接着精加工沉头位和R2倒圆角,最后用机铰刀加工∮10通孔两处。
该方案的优点是工序集中可以一次完成加工,加工时间较短。
四、工艺方案的确定此零件的外形各个部分的尺寸精度及表面光洁度要求不高,采用数控铣床加工比较容易达到要求,但通孔的尺寸精度及孔壁的表面精度要求比较高,需要采用镗刀或者机铰刀加工才能达到加工要求。
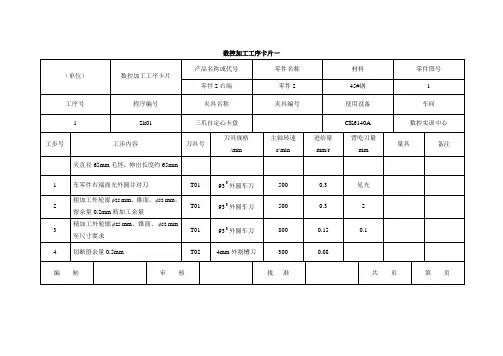
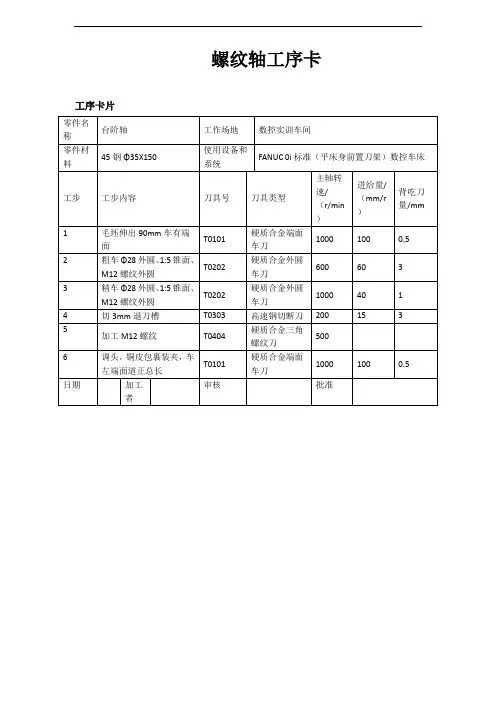
实训项目一任务书编写加工下图零件工艺文件及数控加工程序。
(工艺文件含工艺过程卡、工序卡、刀具调整卡)。
工件材料为45#钢,数量200件。
机械加工工艺过程卡产品名称零件名称零件图号A塞A-1材料45钢毛坯Φ25×45总工时工序号工序名称工序简要内容设备名称夹具量具工时1车外轮廓1.车端面平数控车床CK6132三爪卡盘2.粗车及半精车外圆柱面Φ24-0.03,留精加工余量0.3;游标卡尺0~1253.粗车及半精车圆柱面Φ18-0.03×25,留精加工余量0.3;4.粗车及半精车圆锥面30°,留精加工余量0.3;5. 精车外圆柱面为Φ24-0.03,Ra1.6;千分尺0~256.精车车圆柱面Φ18-0.03×25,Ra1.6;7.精车圆锥面30°Ra1.6;万能角度尺8.倒角C2;9.切槽4×Φ13, Ra3.2游标卡尺0~12510.取合30总长切断2去毛刺锉刀3检验4入库设计审核共页第页数控车刀具调整卡零件名称塞零件图号A-1 设备名称数控车床设备型号CK6132程序号O1001 材料45#硬度HB225工序名称车工序号 1序号刀具编号刀具名称刀片材料牌号刀具参数刀补地址刀尖半径刀杆规格半径形状1T195°外圆车刀YT150.420×200101 2T24×18槽刀YT150.120×200202设计审核共页第页数控加工工序卡零件名称螺塞零件图号A-1夹具名称三爪卡盘设备名称及型号数控车床CK6132材料45#硬度HB225工序名称车工序号 1。