基准和定位基准的选择
- 格式:pptx
- 大小:1.35 MB
- 文档页数:34
二、定位基准的选择:定位基准包括粗基准和精基准。
粗基准:用未加工过的毛坯表面做基准。
精基准:用已加工过的表面做基准。
1、粗基准的选择原则:粗基准影响:位置精度、各加工表面的余量大小。
重点考虑:如何保证各加工表面有足够余量,使不加工表面和加工表面间的尺寸、位置符合零件图要求。
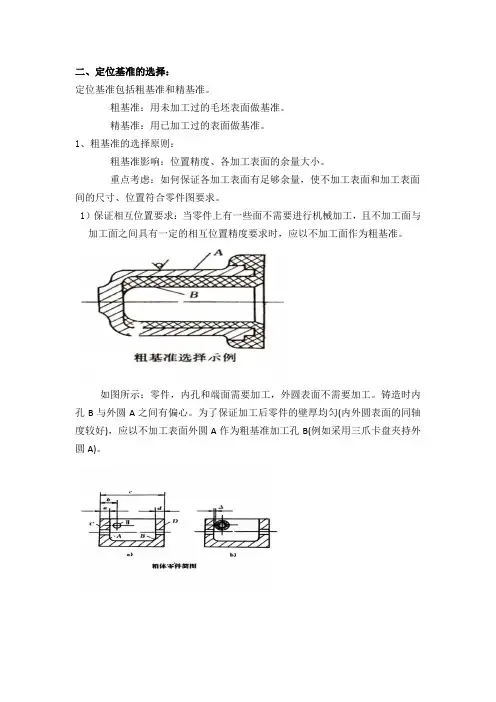
1)保证相互位置要求:当零件上有一些面不需要进行机械加工,且不加工面与加工面之间具有一定的相互位置精度要求时,应以不加工面作为粗基准。
如图所示:零件,内孔和端面需要加工,外圆表面不需要加工。
铸造时内孔B 与外圆A之间有偏心。
为了保证加工后零件的壁厚均匀(内外圆表面的同轴度较好),应以不加工表面外圆A作为粗基准加工孔B(例如采用三爪卡盘夹持外圆A)。
如图所示的箱体零件,箱体内壁A面与B面均为不加工表面。
为了防止位于孔Ⅱ中心线上齿轮的外圆装配时与箱体内壁A面相碰,设计时已考虑留有间隙Δ,并由加工尺寸a、b予以保证。
2)保证加工面加工余量合理分配:如果必须首先保证工件某重要加工面的余量均匀,则应选择该加工面的毛坯面作为粗基准。
如图所示:的阶梯轴,应选Φ55mm外圆为粗基准,如果选Φ108mm外圆为粗基准加工Φ55mm外圆表面,当两外圆有3mm的偏心时,则加工后的Φ50mm 外圆表面的一侧可能会因余量不足而残留部分毛坯表面,从而使工件报废3)便于工件装夹:选择粗基准时,必须考虑定位准确,夹紧可靠以及夹具结构简单、操作方便等问题。
为了保证定位准确,夹紧可靠,要求选用的粗基准尽可能平整、光洁和有足够大的尺寸,不允许有锻造飞边、浇口、冒口或其它缺陷。
4)粗基准一般不得重复使用:当以粗基准定位加工一些表面时,在加工出来的表面中,应有一些表面便于作为后续加工的精基准。
由于粗基准应尽量避免重复使用,如果在后续的加工中,没有合适的精基准,则只能再选另外一些粗基准继续加工其它表面,这常常也是不合理的,而应以加工出来的表面作为精基准继续加工。
这样才能保证后续加工的顺利进行和加工精度的不断提高。

定位基准的选择在制定零件加工的工艺规程时,正确地选择工件的定位基准有着十分重要的意义。
定位基准选择的好坏,不仅影响零件加工的位置精度,而且对零件各表面的加工顺序也有很大的影响。
本节先建立一些有关基准和定位的概念,然后再着重讨论定位基准选择的原则。
(一)基准的概念零件都是由若干表面组成,各表面之间有一定的尺寸和相互位置要求。
模具零件表面间的相对位置要求包括两方面:表面间的距离尺寸精度和相对位置精度(如同轴度、平行度、垂直度和圆跳动等)要求。
研究零件表面间的相对位置关系离不开基准,不明确基准就无法确定零件表面的位置。
基准就其一般意义来讲,就是零件上用以确定其他点、线、面的位置所依据的点、线、面。
基准按其作用不同,可分为设计基准和工艺基准两大类。
1、设计基准在零件图上用以确定其他点、线、面的基准,称为设计基准。
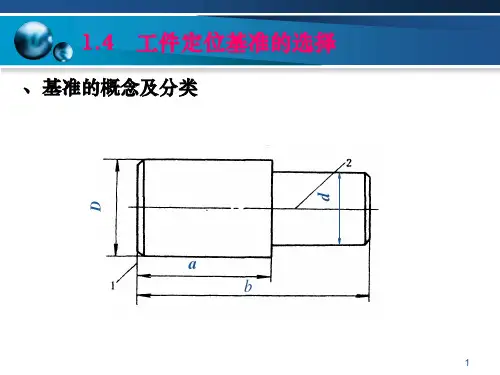
例如图9-1所示的零件,其轴心线O-O是各外圆表面和内孔的设计基准;端面A是端面B,C的设计基准;内孔表面D体现的轴心线O-O是φ40h外圆表面径向圆跳动和端面B端面圆跳动的设计基准。
2、工艺基准零件在加工和装配过程中所使用的基准,称为工艺基准。
工艺基准按用途不同,又分为定位基准、测量基准和装配基准。
(1)定位基准加工时使工件在机床或夹具中占据正确位置所用的基准,称为定位基准。
例如图9-1所示零件,零件套在心轴上磨削φ40h外圆表面时,内孔即为定位基准。
(2)测量基准零件检验时,用以测量已加工表面尺寸及位置的基准,称为测量基准。
如图9-1所示,当以内孔为基准(套在检验心轴上)检验φ40h外圆的径向圆跳动和端面B的端面圆跳动时,内孔即为测量基准。
(3)装配基准装配时用以确定零件在部件或产品中位置的基准,称为装配基准。
例如,图9-1所示零件φ40h及端面B即为装配基准。
(二)工件的安装方式为了在工件的某一部位上加工出符合规定技术要求的表面,在机械加工前,必须使工件在机床上相对于工具占据某一正确的位置。
定位基准的选择一、基准的概念及分类零件上用以确定其它点、线、面的位置所依据的那些点、线、面称为基准。
根据其功用的不同,可分为设计基准、工艺基准两大类。
(一)设计基准在零件图上用以确定其它点、线、面的基准,称为设计基准。
(二)工艺基准零件在加工、测量、装配等工艺过程中使用的基准统称工艺基准。
工艺基准又可分为:1.装配基准在零件或部件装配时用以确定它在机器中相对位置的基准。
2.测量基准用以测量工件已加工表面所依据的基准。
例如以内孔定位用百(千)分表测量外圆表面的径向跳动,则内孔就是测量外圆表面径向跳动的测量基准。
3.工序基准在工序图中用以确定被加工表面位置所依据的基准。
所标注的加工面的位置尺寸称工序尺寸.工序基准也可以看作工序图中的设计基准。
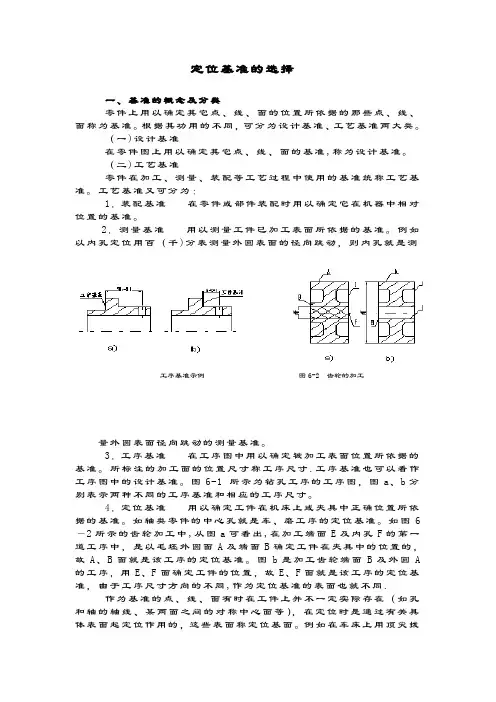
图6-1 所示为钻孔工序的工序图,图a、b分别表示两种不同的工序基准和相应的工序尺寸。
4.定位基准用以确定工件在机床上或夹具中正确位置所依据的基准。
如轴类零件的中心孔就是车、磨工序的定位基准。
如图6—2所示的齿轮加工中,从图a可看出,在加工端面E及内孔F的第一道工序中,是以毛坯外圆面A及端面B确定工件在夹具中的位置的,故A、B面就是该工序的定位基准。
图b是加工齿轮端面B及外圆A 的工序,用E、F面确定工件的位置,故E、F面就是该工序的定位基准,由于工序尺寸方向的不同,作为定位基准的表面也就不同.作为基准的点、线、面有时在工件上并不一定实际存在(如孔和轴的轴线、某两面之间的对称中心面等),在定位时是通过有关具体表面起定位作用的,这些表面称定位基面。
例如在车床上用顶尖拨图工序基准示例图6-2 齿轮的加工盘安装一根长轴,实际的定位表面(基面)是顶尖的锥面,但它体现的定位基准是这根长轴的轴线.因此,选择定位基准,实际上既选择恰当的定位基面.二、定位基准的选择原则根据定位基面表面状态,定位基准又可分为粗基准和精基准。
凡是以未经过机械加工的毛坯表面作定位基准的,称为粗基准,粗基准往往在第一道工序第一次装夹中使用。
![[生物学]基准和定位基准的选择](https://uimg.taocdn.com/b25407c8f61fb7360b4c65d5.webp)
基准的分类以及定位基准的选择一、基准的概念基准是机械制造中应用十分广泛的一个概念,机械产品从设计时零件尺寸的标注,制造时工件的定位,校验时尺寸的测量,一直到装配时零部件的的装配位置确定等,都要用到基准的概念。
基准就是用来确定生产对象上几何关系所依据的点,线或面。
二、基准的分类按照其功用不同基准可分为设计基准的工艺基准俩大类。
1.设计基准在零件图上用以确定其它点、线、面位置的基准,称为设计基准。
例如轴套零件,各外圆和内孔的设计基准是零件的轴心线,端面A是端面B、C的设计基准,内孔的轴线是外圆径向跳动的基准。
2.工艺基准零件加工与装配过程中所采用的基准称为工艺基准。
工艺基准又可以分为以下几类:(1)工序基准:是工序图上用来确定本工序所加工表面加工后应达到的尺寸、形状、位置所用的基准。
就实质来说与设计基准有相似之处,只不过是工序图的基准。
工序基准大多与设计基准重合,有时为了加工方便,也由于设计基准不重合而与定位基准重合的。
(2)定位基准:是在加工中确定工件位置所用的基准。
比如用直接找正法装夹工件,找正面是定位基准;用划线找正法装夹,所划线为定位基准;用夹具装夹工件与定位元件相接触的面是定位基准。
作为定位基准的点、线、面,可能是工件上的某些表面,也可能是看不见摸不着的中心线、中心平面、球心等,往往需要通过工件某些定位表面来体现,这些表面称为定位基面。
例如用三爪自定心卡盘夹持工件外圆,体现以轴线为定位基准,外圆面为定位基面。
(3)测量基准:工件在加工中或加工后测量时所用的基准。
(4)装配基准:是装配时用来确定零件或部件在产品中的相对位置所采用的基准。
各种基准的实例,如图:三、定位基准的选择定位基准有粗基准和精基准之分。
零件开始加工时,所有的面均未加工,只能以毛坯面作定位基准,这种以毛坯面为定位基准的,称为粗基准,以后的加工,必须以加工过的表面做定位基准,以加工过表面为定位基准的称精基准。
在加工中,首先使用的是粗基准,但在选样定位基准时,为了保证零件的加工精度,首先考虑的是选择精基准,精基准选定以后,再考虑合理地选择粗基准。
二、定位基准的选择在定位的原理中已讲到,工件在夹具中的定位实际上是以工件上的某些基准面与夹具上定位元件保持接触,从而限制工件的自由度。
那么,究竟选择工件上哪些面与夹具的定位元件相接触为好呢?这就是定位基准的选择问题.定位基准的选择是工艺上一个十分重要的问题,它不仅影响零件表面间的位置尺寸和位置精度,而且还影响整个工艺过程的安排和夹具的结构,必须十分重视.在介绍定位基准的选择原则之前,先介绍有关基础准的一般知识。
(一)基准的概念及分类基准的广义含义就是“依据”的意思.机械制造中所说的基准是指用来确定生产对象上几何要素间的几何关系所依据的那些点、线、面。
根据作用和应用场合不同,基准可分为设计基准和工艺基准两大类,工艺基准又可分为:工序基准、定位基准、测量基准和装配基准.1.设计基准零件图上用以确定零件上某些点、线、面位置所依据的点、线、面。
2.工艺基准,零件加工与装配过程中所采用的基准,称为工艺基准它包括以下几种。
(1)工序基准工序图上用来标注本工序加工的尺寸和形位公差的基准。
就其实质来说,与设计基准有相似之处,只不过是工序图的基准.工序基准大多与设计基准重合,有时为了加工方便,也有与设计基准不重合而与定位基准重合的.(2)定位基准加工中,使工件在机床上或夹具中占据正确位置所依据的基准。
如用直接找正法装夹工件,找正面是定位基准;用划线找正法装夹,所划线为定位基准;用夹具装夹,工件与定位元件相接触的面是定位基准。
作为定位基准的点、线、面,可能是工件上的某些面,也可能是看不见摸不着的中心线、中心平面、球心等,往往需要通过工件某些定位表面来体现,这些表面称为定位基面.例如用三爪自定心卡盘夹持工件外圆,体现以轴线为定位基准,外圆面为定位基面.严格地说,定位基准与定位基面有时并不是一回事,但可以替代,这中间存在一个误差问题,有关这个问题在夹具设计一章讲授。
(3)测量基准工件在加工中或加工后测量时所用的基准。
(4)装配基准装配时,用以确定零件在部件或产品中的相对位置所采用的基准.如图2-24d所示床头箱箱体的D面和E面,就是确定箱体在床身上相对位置的装配基准。
试述精基准的选择原则
精基准的选择原则主要包括以下几点:
1. 基准重合原则:选择设计基准作为定位基准,这样可以避免基准不重合误差,提高加工精度。
2. 基准统一原则:在多道工序中尽可能采用同一个定位基准,这样可以减少工装设计和制造的工作量,提高生产效率,同时可以保证各加工表面的相互位置精度。
3. 互为基准原则:对于两个相互位置精度要求较高的表面,可以采用互为基准、反复加工的方法,以保证其位置精度。
4. 自为基准原则:有些精加工或光整加工工序要求加工余量小而均匀,这时可以选择加工表面本身作为定位基准。
5. 便于装夹原则:选择的精基准应能保证工件定位准确、可靠,夹紧方便、可靠。
在实际生产中,精基准的选择应根据具体的加工要求和生产条件综合考虑,灵活应用上述原则。
同时,还应注意精基准的精度和表面质量,以确保加工质量和效率。
定位基准的选择在零件的加工过程中,每一道工序都有定位工序的选择问题。
定位基准选择的好坏, 对保证零件的加工精度,合理安排加工顺序都有着决定性的影响。
一、基准的概念基准是指用来确定生产对象上几何要素间的几何关系所依据的那些点、线、面。
按其功能不同,基准可分为设计基准和工艺基准两大类。
1、设计基准在设计图样上所采用的基准称为设计基准。
如图1所示的钻套零件,轴线0-0 是各外圆、内孔的设计基准;端面A是端面B、C的设计基准。
2、工艺基准在工艺过程中采用的基准称为工艺基准。
工艺基准按用途不同,可分为工序基准、定位基准、测量基准和装配基准。
(1)工序基准在工序图上用来确定本工序被加工表面加工后的尺寸、形状、位置的基准称为工序基准。
(2)定位基准在加工时,为了保证工件相对于机床和刀具之间的正确位置(即将工件定位)所使用的基准称为定位基准。
如图1所示钻套零件,用内孔装在心轴上磨削外圆表面时,内孔就是定位基准。
定位基准又可以分为粗基准和精基准两种。
机械加工的最初工序只能用工件毛坯上未经加工的表面做定位基准,这种定位基准称为粗基准;用已经加工过的表面作定位基专业理论课题:定位基准的选择专业:学期:牛[[宀丰制疋者:页数:第1页共2页准则称为精基准。
(3)测量基准零件测量时所采用的基准称为测量基准。
如图2所示,用高度尺2测量零件1上内孔的深度时,表面A即为测量基准。
(4)装配基准装配时用来确定零件或部件在产品中的相对位置所采用的基准称为装配基准如图1所示钻套,外圆①28K6及端面B即为装配基准。
3、基准分类图粗基准精基准辅加基准图3基准分类图A4、讨论如右图4所示,加工B面时, 设计基准,定位基准分别是什么?专业理论课题:定位基准的选择专业:学期:牛[[宀丰制疋者:页数:第2页共2页2设计基准工艺基准。