定位基准的选择
- 格式:ppt
- 大小:4.84 MB
- 文档页数:18
定位基准的选择原则包括以下几点:
1. 基准重合原则:尽量使工作的定位基准与设计基准重合,以避免产生基准不符误差。
2. 基准统一原则:尽量用精基准作定位基准,以保证有足够的定位精度。
3. 稳定可靠原则:应使工作安装稳定,使在加工过程中因切削或压力而引起的变形最小。
4. 方便操作原则:应使工件定位方便,夹紧可靠,便于操作,夹具结构简单。
5. 经济性好原则:应尽量选择价格较低的基准面,以提高经济性。
总之,在选择定位基准时,需要综合考虑上述原则,以选择最合适的基准面,从而保证加工精度和生产效率。
机械加工过程中定位精基准的选择原则机械加工过程中,定位精基准的选择原则是确保工件在加工过程中能够准确、稳定地定位和固定,以保证加工精度和质量。
选择适合的定位基准是机械加工中非常关键的一步,下面将从深度和广度两个维度,对机械加工过程中定位精基准的选择原则进行探讨。
一、深度探讨1. 标定精度要求:在选择定位精基准时,首先需要明确工件的标定精度要求。
不同的工件在加工过程中对精度的要求不同,有些工件可能对定位精度要求非常高,而有些工件则相对要求较低。
在选择定位基准时,需要根据工件的实际情况来确定标定精度要求。
2. 工艺要求:除了标定精度要求外,还需要考虑工艺要求。
不同的机械加工工艺可能需要不同的定位基准,对于平面加工,可以选择平面作为定位基准;对于轴向加工,可以选择轴线作为定位基准。
在选择定位基准时,需要考虑到实际的工艺要求。
3. 加工方式:加工方式也是选择定位基准的一个重要因素。
在机械加工过程中,常用的加工方式有铣削、车削、钻削等。
不同的加工方式对定位基准的要求不同,有些加工方式可能需要更多的定位精基准来确保加工质量。
在选择定位基准时,需要根据加工方式来确定合适的定位基准数量和位置。
4. 可靠性和可重复性:选择定位基准还需要考虑到其可靠性和可重复性。
定位基准需要能够在加工过程中保持稳定且精确,以确保加工精度的稳定和一致性。
在选择定位基准时,需要选择质量可靠、稳定性好的基准。
二、广度回顾1. 平面基准:平面基准是机械加工中常用的一种定位基准。
其特点是平面位置的确定性好,适用于平面加工和平面位置的确定。
2. 轴线基准:轴线基准也是机械加工中常用的一种定位基准。
其特点是轴线位置的确定性好,适用于轴向加工和轴线位置的确定。
3. 圆心基准:圆心基准适用于圆形零件的加工。
通过确定圆心位置,可以确保圆形零件在加工过程中的定位和圆度要求。
4. 角度基准:角度基准适用于需要确定角度位置的加工任务。
通过确定角度位置,可以确保加工过程中的角度要求。
加工中心加工定位基准的选择:1.选择基准的三个基本要求:(1) 所选基准应能保证工件定位准确装卸方便方便可靠。
(2) 所选基准与各加工部位的的尺寸计算简单。
(3) 保证加工精度。
2.选择定位基准6原则:(1) 尽量选择设计基准作为定位基准;(2) 定位基准与设计基准不能统一时,应严格控制定位误差保证加工精度;(3) 工件需两次以上装夹加工时,所选基准在一次装夹定位能完成全部关键精度部位的加工;(4) 所选基准要保证完成尽可能多的加工内容;(5) 批量加工时,零件定位基准应尽可能与建立工件坐标系的对刀基准重合;(6) 需要多次装夹时,基准应该前后统一。
加工中心夹具的确定:1.对夹具的基本要求:(1) 夹紧机构不得影响进给,加工部位要敞开;(2) 夹具在机床上能实现定向安装;(3) 夹具的刚性与稳定性要好。
2.常用夹具种类:(1) 通用夹具:如虎钳、分度头、卡盘等;(2) 组合夹具:组合夹具由一套结构已经标准化、尺寸已经规格化的通用元件组合元件所构成;(3) 专用夹具:专为某一项或类似的几项加工设计制造的夹具;(4) 可调整夹具:组合夹具与专用夹具的结合,既能保证加工的精度,装夹更具灵活性;(5) 多工位夹具:可同时装夹多个工件的夹具;(6) 成组夹具:专门用于形状相似、尺寸相近且定位、夹紧、加工方法相同或相似的工件的装夹。
3.加工中心夹具的选用原则:(1) 在保证加工精度和生产效率的前提下,优先选用通用夹具;(2) 批量加工可考虑采用简单专用夹具;(3) 大批量加工可考虑采用多工位夹具和高效的气压、液压等专用夹具;(4) 采用成组工艺时应使用成组夹具;4.工件在机床工作台上的最佳装夹位置:工件装夹位置应保证工件在机床各轴的加工行程范围内,并且使得刀具的长度尽可能缩短,提高刀具的加工刚性。

定位基准的选择一、定位基准的概念和类型在加工时,用以确定零件在机床的正确位置所采用的基准,称为定位基准。
它是工件上与夹具定位元件直接接触的点、线或面。
如图11-14a所示零件,加工平面F和C时是通过平面A和D放在夹具上定位的,所以,平面A和D是加工平面F和C的定位基准。
又如图11-14b所示的齿轮,加工齿形时是以内孔和一个端面作为定位基准的。
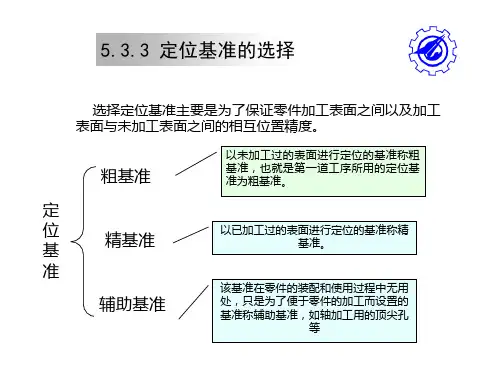
根据工件上定位基准的表面状态不同,定位基准又分为精基准和粗基准。
精基准是指已经经过机械加工的定位基准,而没有经过机械加工的定位基准为粗基准。
图11-4基准分析二、精基准的选择定位基准的选择应先选择精基准,再根据精基准的加工选择粗基准。
选择精基准时,主要应考虑保证加工精度和工件安装方便可靠。
其选择原则如下:1.基准重合原则即选用设计基准作为定位基准,以避免定位基准与设计基准不重合而引起的基准不重合误差。
当设计基准与定位基准不重合时,在加工误差中将会增加一个误差值,其值大小等于设计基准和定位基准之间的尺寸误差,这就是基准不重合误差。
当基准重合时,则没有基准不重合误差。
图11-5表示具有相交孔的轴承座准备镗以O-O为中心线的孔。
在该工序之前,零件的M、H、K 平面已加工好,并且M-H、H-K之间的尺寸为C+T C及B+T B。
本工序要求镗出的孔中心线O-O距K表面的尺寸为A+T A。
为此,工件可以考虑几个定位加工方案:图11-15b所示方案以M面为定位基准。
加工时采用“调整法”加工,即镗杆中心线距机床工件台或夹具定位元件工作表面间的位置已经调好,固定不变。
这时获得的尺寸A的大小将和M-K面间的可能相对位置变化有关,其最大可能位置变化为尺寸B和C的公差之和,即ΔB =T B +T C图11-15c所示方案以H面为定位基准。
因工序基准与定位基准不重合而引起的A尺寸的误差仅是H-K间的位置变化,即ΔB = T B图11-15d所示方案以设计基准K面为定位基准,此时δ基准不重合= 0由上例可知,加工中最好直接用设计基准作为定位基准,以便消除基准不重合误差。

定位基准的选择在制定零件加工的工艺规程时,正确地选择工件的定位基准有着十分重要的意义.定位基准选择的好坏,不仅影响零件加工的位置精度,而且对零件各表面的加工顺序也有很大的影响。
本节先建立一些有关基准和定位的概念,然后再着重讨论定位基准选择的原则。
(一)基准的概念零件都是由若干表面组成,各表面之间有一定的尺寸和相互位置要求。
模具零件表面间的相对位置要求包括两方面:表面间的距离尺寸精度和相对位置精度(如同轴度、平行度、垂直度和圆跳动等)要求。
研究零件表面间的相对位置关系离不开基准,不明确基准就无法确定零件表面的位置。
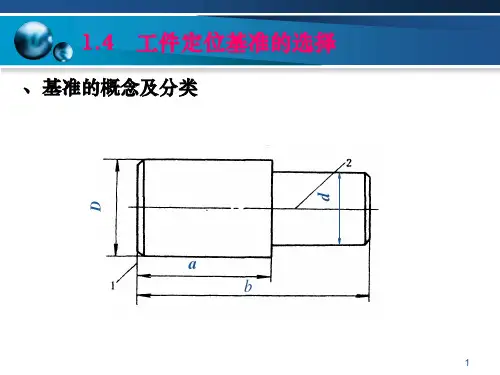
基准就其一般意义来讲,就是零件上用以确定其他点、线、面的位置所依据的点、线、面。
基准按其作用不同,可分为设计基准和工艺基准两大类.1、设计基准在零件图上用以确定其他点、线、面的基准,称为设计基准。
例如图9-1所示的零件,其轴心线O—O 是各外圆表面和内孔的设计基准;端面A是端面B,C的设计基准;内孔表面D体现的轴心线O—O是φ40h 外圆表面径向圆跳动和端面B端面圆跳动的设计基准。
2、工艺基准零件在加工和装配过程中所使用的基准,称为工艺基准。
工艺基准按用途不同,又分为定位基准、测量基准和装配基准。
(1)定位基准加工时使工件在机床或夹具中占据正确位置所用的基准,称为定位基准。
例如图9-1所示零件,零件套在心轴上磨削φ40h外圆表面时,内孔即为定位基准。
(2)测量基准零件检验时,用以测量已加工表面尺寸及位置的基准,称为测量基准。
如图9-1所示,当以内孔为基准(套在检验心轴上)检验φ40h外圆的径向圆跳动和端面B的端面圆跳动时,内孔即为测量基准。
(3)装配基准装配时用以确定零件在部件或产品中位置的基准,称为装配基准。
例如,图9—1所示零件φ40h及端面B即为装配基准。
(二)工件的安装方式为了在工件的某一部位上加工出符合规定技术要求的表面,在机械加工前,必须使工件在机床上相对于工具占据某一正确的位置。