工件定位基准的选择
- 格式:ppt
- 大小:4.99 MB
- 文档页数:74
机械加工过程中定位精基准的选择原则机械加工过程中,定位精基准的选择原则是确保工件在加工过程中能够准确、稳定地定位和固定,以保证加工精度和质量。
选择适合的定位基准是机械加工中非常关键的一步,下面将从深度和广度两个维度,对机械加工过程中定位精基准的选择原则进行探讨。
一、深度探讨1. 标定精度要求:在选择定位精基准时,首先需要明确工件的标定精度要求。
不同的工件在加工过程中对精度的要求不同,有些工件可能对定位精度要求非常高,而有些工件则相对要求较低。
在选择定位基准时,需要根据工件的实际情况来确定标定精度要求。
2. 工艺要求:除了标定精度要求外,还需要考虑工艺要求。
不同的机械加工工艺可能需要不同的定位基准,对于平面加工,可以选择平面作为定位基准;对于轴向加工,可以选择轴线作为定位基准。
在选择定位基准时,需要考虑到实际的工艺要求。
3. 加工方式:加工方式也是选择定位基准的一个重要因素。
在机械加工过程中,常用的加工方式有铣削、车削、钻削等。
不同的加工方式对定位基准的要求不同,有些加工方式可能需要更多的定位精基准来确保加工质量。
在选择定位基准时,需要根据加工方式来确定合适的定位基准数量和位置。
4. 可靠性和可重复性:选择定位基准还需要考虑到其可靠性和可重复性。
定位基准需要能够在加工过程中保持稳定且精确,以确保加工精度的稳定和一致性。
在选择定位基准时,需要选择质量可靠、稳定性好的基准。
二、广度回顾1. 平面基准:平面基准是机械加工中常用的一种定位基准。
其特点是平面位置的确定性好,适用于平面加工和平面位置的确定。
2. 轴线基准:轴线基准也是机械加工中常用的一种定位基准。
其特点是轴线位置的确定性好,适用于轴向加工和轴线位置的确定。
3. 圆心基准:圆心基准适用于圆形零件的加工。
通过确定圆心位置,可以确保圆形零件在加工过程中的定位和圆度要求。
4. 角度基准:角度基准适用于需要确定角度位置的加工任务。
通过确定角度位置,可以确保加工过程中的角度要求。

工件的定位与定位基准的选择机械加工中,为了保证工件的位置精度和用调整法获得尺寸精度时,工件相对于机床与刀具必须占有一正确位置,即工件必须定位。
而工件装夹定位的方式有:直接找正、划线找正和用夹具装夹三种方式,下面我们讨论工件在夹具中的定位问题。
工件在夹具中的定位涉及到定位原理、定位误差、夹具上采用的定位元件和工件上选用的定位基准等几方面的问题,有关定位误差的计算和定位元件的选用在夹具设计一章讲授,这里只介绍定位原理和定位基准的选择。
一、定位原理1.六点定则工件在夹具中的定位的目的,是要使同一工序中的所有工件,加工时按加工要求在夹具中占有一致的正确位置(不考虑定位误差的影响)。
怎样才能各个工件按加工要求在夹具中保持一致的正确位置呢?要弄清楚这个问题,我们先来讨论与定位相反的问题,工件放置在夹具中的位置可能有哪些变化?如果消除了这些可能的位置变化,那么工件也就定了位。
任一工件在夹具中未定位前,可以看成空间直角坐标系中的自由物体,它可以沿三个坐标轴平行方向放在任意位置,即具有沿三个坐标轴移动的自由度X,Y,Z;同样,工件沿三个坐标轴转角方向的位置也是可以任意放置的,即具有绕三个坐标轴转动的自由度X,Y,Z。
因此,要使工件在夹具中占有一致的正确位置,就必须限制工件的X,Y,Z;X,Y,Z六个自由度。
图2-16工件的六个自由度为了限制工件的自由度,在夹具中通常用一个支承点限制工件一个自由度,这样用合理布置的六个支承点限制工件的六个自由度,使工件的位置完全确定,称为“六点定位规则”,简称“六点定则”。
例如用……使用六点定则时,六个支承点的分布必须合理,否则不能有效地限制工件的六个自由度。
在具体的夹具结构中,所谓定位支承是以定位元件来表达的,如上例中长方体的定位以六个支承钉代替六个支承点(图2-17c),这种形式的六点定位方案比较明显,下面再介绍其他形式工件的定位方案。
2.对定位的两种错误理解我们在研究工件在夹具中的定位时,容易产生两种错误的理解。
简述零件加工时定位基准的选择原则
加工是机械制造过程中不可或缺的一部分,它是指机械加工中切削加工用的刀具与工件之间的接触。
它的目的是将工件的表面加工到指定的尺寸和形状,满足零件的加工要求。
加工时,选择定位基准是一个重要的环节,也是决定加工质量的关键。
加工的定位基准一般有三种选择原则。
第一原则是可视性。
由于技术工艺的限制,有时很难在加工过程中进行目视定位,控制工件加工精度,因此此时可以考虑采用机械定位或夹具定位。
第二原则是精度要求,根据不同的加工工艺要求,要求不同的定位精度,所以加工时应选择符合加工精度要求的定位基准。
第三原则是成本。
定位基准的选择应考虑其使用成本,使少花费投入就可以满足最终产品的质量要求,从而降低成本。
加工定位基准的选择有两种方式:一种是夹具定位,一种是机械定位。
夹具定位就是将工件夹具固定,使用夹具保持工件在预定位置,然后进行加工,适用于任何形状的工件,但是夹具的制作成本较高,慢速加工。
机械定位是运用机械手或其他自动机械装置定位工件的方法,速度快,准确度高,但是设备投资较大。
总之,选择定位基准是一个非常重要的环节,它会直接影响零件的加工质量,所以加工的定位基准的选择应当遵循可视性,精度要求和成本三原则。
此外,根据不同的工件形状可选择夹具定位和机械定位,以满足最终产品的质量要求。
- 1 -。

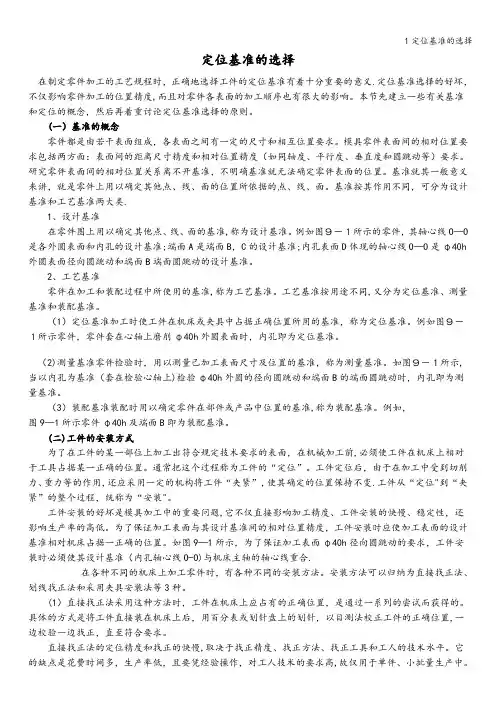
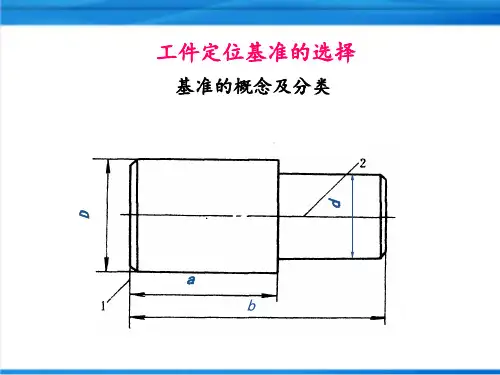
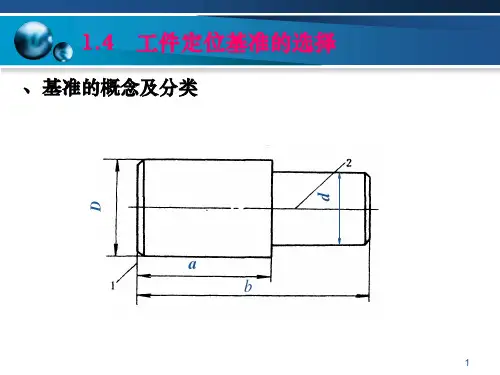
定位基准的选择在制定零件加工的工艺规程时,正确地选择工件的定位基准有着十分重要的意义.定位基准选择的好坏,不仅影响零件加工的位置精度,而且对零件各表面的加工顺序也有很大的影响。
本节先建立一些有关基准和定位的概念,然后再着重讨论定位基准选择的原则。
(一)基准的概念零件都是由若干表面组成,各表面之间有一定的尺寸和相互位置要求。
模具零件表面间的相对位置要求包括两方面:表面间的距离尺寸精度和相对位置精度(如同轴度、平行度、垂直度和圆跳动等)要求。
研究零件表面间的相对位置关系离不开基准,不明确基准就无法确定零件表面的位置。
基准就其一般意义来讲,就是零件上用以确定其他点、线、面的位置所依据的点、线、面。
基准按其作用不同,可分为设计基准和工艺基准两大类.1、设计基准在零件图上用以确定其他点、线、面的基准,称为设计基准。
例如图9-1所示的零件,其轴心线O—O 是各外圆表面和内孔的设计基准;端面A是端面B,C的设计基准;内孔表面D体现的轴心线O—O是φ40h 外圆表面径向圆跳动和端面B端面圆跳动的设计基准。
2、工艺基准零件在加工和装配过程中所使用的基准,称为工艺基准。
工艺基准按用途不同,又分为定位基准、测量基准和装配基准。
(1)定位基准加工时使工件在机床或夹具中占据正确位置所用的基准,称为定位基准。
例如图9-1所示零件,零件套在心轴上磨削φ40h外圆表面时,内孔即为定位基准。
(2)测量基准零件检验时,用以测量已加工表面尺寸及位置的基准,称为测量基准。
如图9-1所示,当以内孔为基准(套在检验心轴上)检验φ40h外圆的径向圆跳动和端面B的端面圆跳动时,内孔即为测量基准。
(3)装配基准装配时用以确定零件在部件或产品中位置的基准,称为装配基准。
例如,图9—1所示零件φ40h及端面B即为装配基准。
(二)工件的安装方式为了在工件的某一部位上加工出符合规定技术要求的表面,在机械加工前,必须使工件在机床上相对于工具占据某一正确的位置。
什么是定位基准,在加工时,用以确定工件在机床上或夹具中正确位置所采用的基准,称为定位基准。
定位基准的选择在工艺规程设计中,正确选择定位基准,对保证零件加工要求、合理安排加工顺序有着至关重要的影响。
定位基准有精基准与粗基准之分,用毛坯上未经加工的表面作为定位基准,这种定位基准称为粗基准。
用加工过的表面作定位基准,这种定位基准成为精基准。
在选择定位基准时往往先根据零件的加工要求选择精基准,由工艺路线向前反推,最后考虑选用哪一组表面作为粗基准才能把精基准加工出来。
1、精基准的选择原则(1)基准重合原则:应尽可能选择被加工表面的设计基准作为精基准,这样可以避免由于基准不重合引起的定位误差。
(2)统一基准原则:应尽可能选择用同一组精基准加工工件上尽可能多的表面,以保证各加工表面之间的相对位置精度。
(3)互为基准原则:当工件上两个加工表面之间的位置精度要求比较高时,可以采用两个加工表面互为基准反复加工的方法。
(4)自为基准原则:一些表面的精加工工序,要求加工余量小而均匀,常以加工表面自身作为精基准。
上述4项选择粗基准的原则,有时不能同时兼顾,只能根据主次决择。
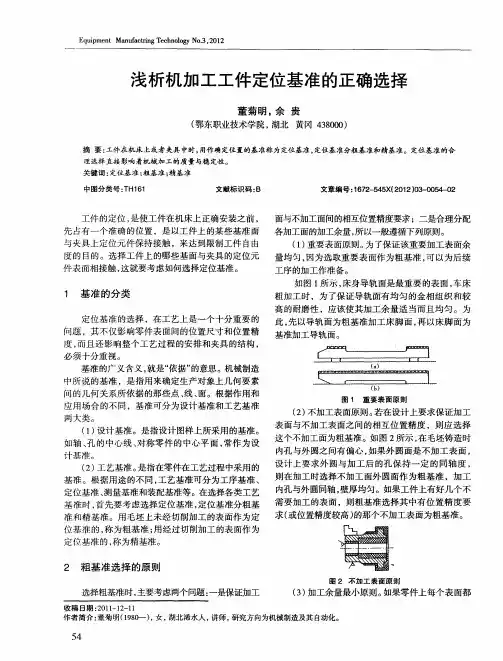
2、粗基准的选择原则(1)工件加工的第一道工序要用粗基准,粗基准选择得正确与否,不但与第一道工序的加工有关,而且还将对工件加工的全过程产生重大影响。
(2)合理分配加工余量的原则:从保证重要表面加工余量均匀考虑,应选择重要表面作粗基准。
(3)便于装夹的原则:为使工件定位稳定,夹紧可靠,要求所选用的粗基准尽可能平整、光洁,不允许有锻造飞边、铸造浇冒口切痕或其它缺陷,并有足够的支承面积。
(4)粗基准一般不得重复使用的原则。
上述4项选择粗基准的原则,有时不能同时兼顾,只能根据主次决择。
定位粗基准的选择原则
定位粗基准的选择原则主要包括以下几点:
1.保证相互位置精度原则:选取与加工表面相互位置精度要求较高的不加工表
面作为粗基准,以保证不加工表面与加工表面的位置要求。
2.加工余量合理分配原则:对所有表面都需要加工的工件,应该根据加工余量
最小的表面找正工件,以保证重要表面的加工余量均匀。
3.便于装夹原则:作为粗基准的表面,应尽量平整光滑,以便使工件定位准确、
夹紧可靠。
应考虑零件装夹方便,夹紧力适当等问题,以避免加工时引起振动或造成零件变形。
4.粗基准不重复使用原则:由于粗基准的精度较低,如重复使用会引起较大的
误差,因此,在选择粗基准时应避免重复使用粗基准。
5.保证零件加工表面相对于不加工表面具有一定位置精度的原则:为保证不加
工表面相对于加工表面具有较为精确的相对位置精度,应选不加工面作粗基准。
当零件上有几个加工面,应选与加工面的相对位置要求高的不加工面为粗基准。
1/ 1。