短应力线轧机轧辊的有限元计算及分析
- 格式:pdf
- 大小:299.90 KB
- 文档页数:3
短应力线轧机机械结构分析何永清【摘要】分析了短应力线轧机的机械结构特点.【期刊名称】《现代冶金》【年(卷),期】2012(040)004【总页数】3页(P4-6)【关键词】短应力线轧机;轧机机芯;轴向定位;减速齿轮箱【作者】何永清【作者单位】宝钢苏冶重工有限公司,江苏苏州215151【正文语种】中文【中图分类】TG333.6+2引言短应力线轧机又称高刚度轧机、红圈轧机。
作为二辊热轧机,其舍弃了沿用轧机上部压下轴承座的二侧牌坊式机架结构,改为二侧各用二根正反旋向的螺杆拉紧上、下轴承座的结构,在保证轧机足够刚度的前提下,取消了二侧牌坊,使整机结构更为简捷,同时在此基础上实现了轧制线恒定、轧辊离线更换等高速、连续轧制的要求。
短应力线轧机由驱动部分和轧机部分组成,统称为轧机机列。
驱动部分包含调速电机和底座、联轴器和减速齿轮箱。
轧机部分包含轧机底座、接轴和接轴托架、轧机机芯和辊缝调节装置(俗称“压下装置”)。
驱动部分和轧机部分的安装连接形式稍作变化可形成立式和水平二种轧制方式,增加回转架即可实现立式和水平二种轧制方式的转换,成为平立转换轧机。
1 拉杆、螺母与其间隙消除结构拉杆、螺母与其间隙消除结构的主要功能是减小轧制中进、出钢时的弹跳现象。
目前常见的结构有液压缸撑开上下轴承座,同时消除拉杆螺母间隙;弹性阻尼体撑开上下轴承座,同时消除拉杆螺母间隙;碟簧撑开拉杆的主辅螺母消除间隙,同时撑开上下轴承座;弹簧(弹性阻尼体)压紧拉杆的主辅螺母消除间隙,同时撑开上下轴承座等 4种。
1.1 液压缸撑开方式液压缸撑开方式如图 1所示,拉杆受到较大预拉应力,轧辊辊面直径变化时撑开力保持不变。
但在轧制时拉杆的拉应力因之叠加,提高了对拉杆的刚度要求。
液压缸撑开方式的主要缺陷是由于使用状况恶劣造成的泄漏、失效。
图1 液压缸撑开方式示意图1.2 弹性阻尼体撑开方式弹性阻尼体撑开方式如图 2所示,消除了使用液压缸撑开方式产生的泄漏、失效现象。
毕业设计题目: 4辊轧机轧制系统设计及有限元分析学院:专业:班级:学号:学生姓名:导师姓名:完成日期:目录摘要 (Ⅰ)Abstract (Ⅱ)第1章绪论 (1)1.1 引言 (1)1.2 研发背景及意义 (1)1.3 4辊轧机轧制系统基本设计思路 (2)1.3.1 4辊轧机的功能 (2)1.3.2 4辊轧机轧制系统结构的基本设计思路 (2)1.4 课题的研究内容 (3)第2章轧制系统结构设计 (4)2.1 引言 (4)2.2 轧辊环的设计计算 (4)2.2.1 轧辊环材料的选择 (4)2.2.2 轧辊环基本参数的确定 (4)2.3 电动机的选择 (6)2.3.1 选择电动机的类型及结构形式 (6)2.3.2 轧制压力的计算 (7)2.3.3 轧制总力矩的计算 (8)2.3.4 电机转速的确定 (11)2.3.5 电机功率的确定 (11)2.3.6 电动机型号的确定 (12)2.3.7 传动各级轴的基本参数确定 (12)2.4 轧辊轴的计算 (13)2.4.1 估算轴的最小直径 (13)2.4.2 确定轴的各段直径 (14)2.4.3 轴的校核 (15)2.5 轧辊轴上轴承的确定 (15)2.6 带传动的设计计算 (15)2.6.1 确定计算功率 (16)2.6.2 选择带型 (17)2.6.3 确定带轮的基准直径 (17)2.6.4 确定中心距和带的基准长度 (17)2.6.5 验算主动轮上的包角 (18)2.6.6 确定带的根数 (18)2.6.7 确定带的预紧力 (19)2.6.8 计算作用在带轮的压轴力 (19)2.6.9 带轮的材料 (19)2.6.10 带轮的结构形式及主要尺寸 (19)2.7 减速器的设计计算 (20)2.7.1 减速器类型的选择 (20)2.7.2 减速器基本参数 (21)2.7.3 标准斜齿圆柱齿轮的设计计算 (22)2.7.4 齿轮的轴的设计 (25)第3章三维建模 (29)3.1 引言 (29)3.2 基本零件建模 (29)3.3 轧制系统的装配 (31)3.3.1 轧辊轴的装配 (32)3.3.2 轧制部分装配 (33)3.3.3 轧制系统装配 (34)3.3.4 总装配 (36)第4章轧制系统有限元分析 (37)4.1 引言 (37)4.2 轧辊轴的有限元分析 (37)4.3 轧辊环的有限元分析 (39)4.4 龙门架的有限元分析 (40)4.5 轧辊缺陷的种类和原因 (42)结论 (43)参考文献 (44)致谢 (45)4辊轧机轧制系统设计及有限元分析摘要:本次设计的4辊轧机轧制系统是借助旋转轧辊与其接触摩擦的作用,将被轧制的金属体(轧件)拽入轧辊的缝隙间,在轧辊压力作用下,使轧件主要在厚度方向上完成塑性成型。
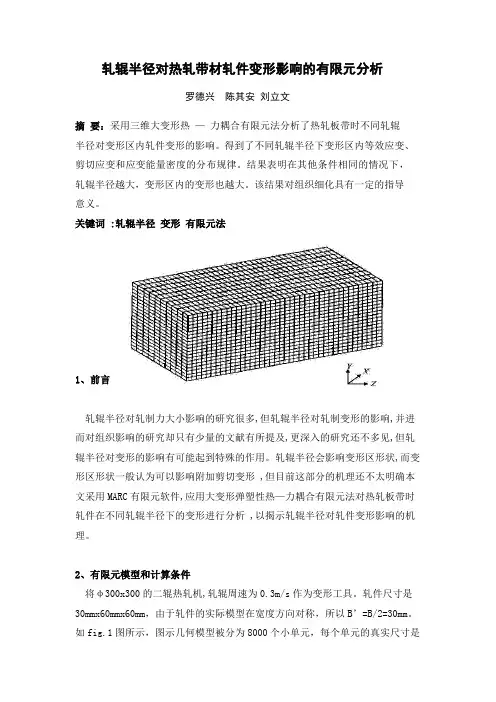
轧辊半径对热轧带材轧件变形影响的有限元分析罗德兴陈其安刘立文摘要:采用三维大变形热—力耦合有限元法分析了热轧板带时不同轧辊半径对变形区内轧件变形的影响。
得到了不同轧辊半径下变形区内等效应变、剪切应变和应变能量密度的分布规律。
结果表明在其他条件相同的情况下,轧辊半径越大,变形区内的变形也越大。
该结果对组织细化具有一定的指导意义。
关键词 :轧辊半径变形有限元法1、前言轧辊半径对轧制力大小影响的研究很多,但轧辊半径对轧制变形的影响,并进而对组织影响的研究却只有少量的文献有所提及,更深入的研究还不多见,但轧辊半径对变形的影响有可能起到特殊的作用。
轧辊半径会影响变形区形状,而变形区形状一般认为可以影响附加剪切变形 ,但目前这部分的机理还不太明确本文采用MARC有限元软件,应用大变形弹塑性热—力耦合有限元法对热轧板带时轧件在不同轧辊半径下的变形进行分析 ,以揭示轧辊半径对轧件变形影响的机理。
2、有限元模型和计算条件将φ300x300的二辊热轧机,轧辊周速为0.3m/s作为变形工具。
轧件尺寸是30mmx60mmx60mm,由于轧件的实际模型在宽度方向对称,所以B’=B/2=30mm。
如fig.1图所示,图示几何模型被分为8000个小单元,每个单元的真实尺寸是1.5mmx3mmx1.5mm,切分后共有9471个节点,变形的实际情况可以分散在这种小单元用这些小单元来进行描述。
3、计算条件保持轧件尺寸、变形量X变形速率X不变,通过改变轧辊半径R来研究轧件变形的情况,选择4种轧辊半径,及即150 135 125 110mm,以30%变形量分别轧制相同规格的轧件,轧件材质为16Mn,化学成分为(%):C 0.16 SI 0.39 Mn 1.38S 0.025 P 0.018 其屈服应力与变形量X变形速率X变形温度T有关,可通过实验的方法得到屈服模型。
采用三维热力耦合原理模拟,模拟必须的初始条件、边界条件以及其他相关计算条件见表一。
新设备 新技术 新工艺短应力线—预应力型棒材轧机刚度分析与计算徐从保(马鞍山钢铁设计研究院 243005)摘要 描述了轧机刚度对轧件尺寸精度的影响,讨论了采用预应力提高轧机刚度的基本原理,对短应力线—预应力型棒材轧机刚度计算结果进行了分析与计算,给出了短应力线—预应力型棒材轧机刚度计算方法和结果,并对计算结果进行了分析比较。
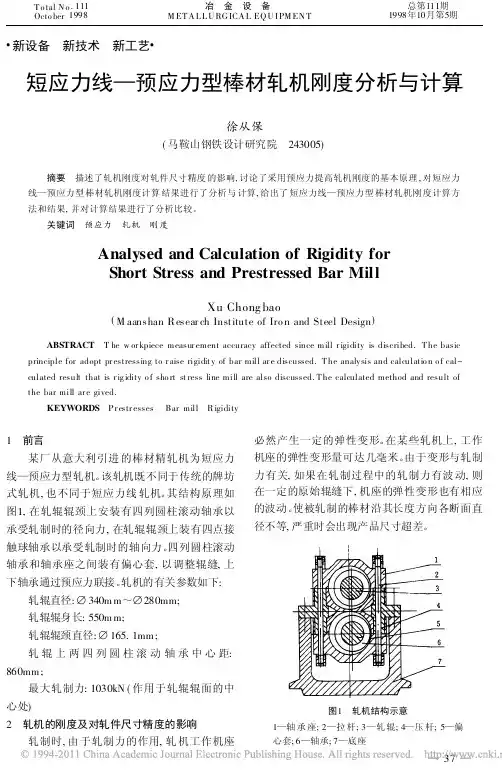
关键词 预应力 轧机 刚度Analysed and Calculation of Rigidity forShort Stress and Prestressed Bar MillXu Chong bao(M aanshan Resear ch Institute of Iro n and Steel Design)ABSTRACT T he w or kpiece measur ement accuracy affected since mill r igidity is discribed.T he basic principle for adopt pr estressing to r aise rigidit y of bar mill ar e discussed.T he analy sis and calculatio n o f cal-culated result that is r ig idity o f sho rt st ress line mill are also discussed.T he calculated method and result of the bar mill ar e gived.KEYWORDS P r estr esses Bar mill R igidity 1 前言某厂从意大利引进的棒材精轧机为短应力线—预应力型轧机。
该轧机既不同于传统的牌坊式轧机,也不同于短应力线轧机。
其结构原理如图1,在轧辊辊颈上安装有四列圆柱滚动轴承以承受轧制时的径向力,在轧辊辊颈上装有四点接触球轴承以承受轧制时的轴向力。
基于ANSYS的轧辊有限元分析徐雁波;李威【摘要】轧辊是轧机主传动系统的重要零件,也是易发生故障部位之一.现用SolidWorks对轧辊进行建模,再进行ANSYS有限元分析,并结合理论分析进行对比.结果表明:有限元分析与实际生产中出现的故障一致.故轧辊的有限元分析为轧机的改进与优化提供理论参考.【期刊名称】《北京工业职业技术学院学报》【年(卷),期】2017(016)002【总页数】3页(P22-24)【关键词】轧辊;有限元分析;SolidWorks【作者】徐雁波;李威【作者单位】商丘工学院机械工程学院,河南商丘476000;商丘工学院机械工程学院,河南商丘476000【正文语种】中文【中图分类】TG333轧钢机是实现钢铁轧制过程的设备。
泛指完成轧材生产全过程的装备,包括主要设备、辅助设备、起重运输设备和附属设备等。
但一般所说的轧机往往仅指主要设备。
工作机座由轧辊、轧辊轴承、机架、轨座、轧辊调整装置、上轧辊平衡装置和换辊装置等组成[1]。
轧机是轧钢生产中关键设备之一,而轧机中又以主传动系统最为关键,它结构的合理与否对轧机的运行安全、使用寿命、对工人的操作方便与否起着决定性作用。
轧机主传动系统的作用是将电动机的运动和力传递给轧辊,在很多轧钢机上,主传动系统由联轴器、减速器、齿轮机座、连接轴等部分组成,在实际生产中承受各种机械载荷和冲击,而首先受到冲击作用的是轧辊,故轧辊发生的故障较多[2]。
随着钢的需求量以及钢的产量逐年增加,使得轧机的使用频率增加,继而轧机的寿命以及日常维护就变得日益重要。
而轧机主传动系统对于轧机的使用和日常维护是重中之重,所以对轧机主传动系统的分析评估对于轧机的安全使用以及日常维护变得尤为重要,也是众多学者及相关技术人员长期以来研究的重要课题。
某公司轧机的轧辊一直能正常运转,后来由于某种原因出现了轧辊破坏的现象,现针对此现象,对轧辊进行有限元分析研究。
采用三维建模软件SolidWorks建立主传动装置数字化模型,并且为了方便进行结构分析获得有效的计算结果,同时又能保证分析速度以及分析精度,首先对主传动装置模型进行结构简化,去除主传动装置中影响不大的油槽、螺纹孔及倒角等,进而得到简化轧机主传动数字化模型[3],如图1所示。
基于PATRAN的机构分析的计算机方法基于patran 的轧辊有限元分析1.问题描述图1-1 轧辊的结构图几何参数:D1=40,D2=80,D3=90,D4=100,D5=180,L1=50,L2=55,L3=80,L4=55,L5=150,L6=100材料:40Cr是我国GB的标准钢号,40Cr钢是机械制造业使用最广泛的钢之一。
其技术参数是:弹性模量:E=2.1E5 Mpa;泊松比:U=0.3。
工作载荷:轧辊直径D5处施加载荷p,压强利用表中的压力p=5t 进行折算。
约束条件:D3直径处安装的是滚动轴承,轧辊右端施加扭矩Mn=4.0E6 n*mm2.分析模型轧辊为圆柱结构,建模过程:先创建平面再旋转得到轧辊的四分之一,在右端创建花键,在四分之一的结构的左端面上创建面单元,然后在拉伸成体单元,花键处网格需要单独处理,随后镜像实体,单元创建得到完整的轧辊。
由于倒圆角处影响不大故可省去不画,随后进行施加约束载荷属性随后进行分析。
3.模型创建过程3.1新建文件起名zhagun,设置如表3-1 。
点击 display 设置geometric attributes如表3-2点击 apply。
表3-1 new model preference 界面表3-2geometric attributes 界面3.2创建点在“Point Coordinate List”一栏中填入“【0 0 0】”,然后按Apply,如表3-3所示。
然后用transforma 功能创建其余点,在direction vector 中输入点移动的坐标,如创建第二个节点在direction中输入<0 20 0>,如表3-4。
第三个点在第二个点的基础上创建,依次完成所有点的创建,完成如图3-1:表3-3 点创建界面表3-4 点移动界面图3-1所有点完成图3.3创建直线方法:在 action选择 create ,object 选择 curve ,method选择 point, option:选 2 point,starting point list 选择起始点如point 1, ending point list 选择终点如point 2,如表3-4。
图 1 R 某粗轧机三维模型(a )机架三维模型 (b )机架网格模型图 2 机架模型文章编号:1001-3997(2009)11-0061-02轧钢机机架有限元分析及优化设计王春成 1 杨景锋 1 王丽君 1 邓定军 2 谭友奇 2(1 上海重型机器厂有限公司,上海 200245)(2 湖南省电力公司永州电业局,永州 425000)Finite element analysis and optimization of rolling millWANG Chun -cheng 1,YANG Jing -Feng 1,WANG Li -jun 1,DENG Ding -jun 2,TAN You -qi 2(1 Shangha i Heavy Machinery Plant CO .,LTD ,Shangha i 200245,Chin a )(2 Yongzhou Electric Power Bureau of Hunan Electric Power Company ,Yongzhou 425000,Chin a ) 【摘 要】根据某 1700 粗轧机结构设计方案,使用有限元分析软件 COSMOSWorks ,建立了结构分析模型。
通过对模型的计算分析,得出了该机架承受最大轧制力时最大应力所在位置和应力分布规律。
根 据分析结果,对其进行优化设计。
最后对其进行强度和刚度校核,验证其满足使用要求。
关键词:机架;COSMOSWorks ;有限元分析;优化设计【Abstrac t 】Based on the structura l design scheme for a type of 1700 Rolling mill housing ,the struc - tural analysis model is established by means of the FEM software COSMOSWorks. Through analytica l cal - culation for mechanics model ,the large stress location and stress distributing disciplinarian is found. Ac - cording to the results of the analysis ,optima l design is done for it.At last ,through checking strength and stiffness ,it is proved that the mill meets the application requirement s .Key words :Mill ;COSMOSWorks ;Finite analysis ;Optima l design 中图分类号:TH12,TF302 1 引言文献标识码:A宽度、立柱断面形状和立柱断面积等。
┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊安徽工业大学毕业设计(论文)任务书课题名称轧机机架结构有限元分析学院机械工程学院专业班级指导老师姓名学号毕业设计(论文)的主要内容及要求:1.了解课题的意义、国内外现状及毕业设计的主要内容(例如:轮碾机的现状,分类及发展趋势;本课题要解决的问题等等)2.确定轧机实际工况3.概述结构有限元分析方法4.简单介绍ANSTYS软件5.建立机架的有限元模型和载荷的施加及求解方案的确定。
6.用ANSYS软件进行计算分析。
7.对计算的内容及所得到的结果进行详细论述8.图纸工作量折合不少于1张A0图纸指导教师签字:填写说明:"任务书"封面请用鼠标点中各栏目横线后将信息填入,字体设定为楷体-GB2312、四号字;在填写毕业设计(论文)内容时字体设定为宋体、小四号字。
┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊摘要板带轧机是钢铁企业的关键设备之一,轧辊、轧辊轴承以及各种调整装置都安装、定位在轧机机架上。
在轧制过程中,机架不仅要承受很大的轧制力,而且在咬钢和抛钢时,还要承受很大的冲击力。
为了保证机架的安全性与稳定性,对轧机机架的强度、刚度以及振动特性的研究是非常重要的,。
首先,本文介绍了有限单元法的一些基本理论和有限元分析软件,在了解各分析软件的特点后,结合机架的静力学和动力学分析的具体要求,合理选择了ANSYS有限元分析软件。
利用SolidWork软件建立机架的几何模型,然后通过格式转换,将其导入到ANSYS软件中,对其进行强度和刚度分析,根据应力分析云图,找出机架应力最集中的部位;根据位移云图,找出机架最薄弱的部位,对其进行强度和刚度校核,验证是否满足要求。
利用有限元的方法对机架进行模态分析,提取前十阶的固有频率和其对应的典型振型,分析各阶模态的振型图,找出引起轧机机架振动的主要因素,为以后的分析工作提供理论依据。
利用有限元分析轧机变形辅助轧机加工特别是在大的变形弹塑性有限元基本理论基础上,采用有限元数值模拟的方法,应用UGNX6.0通用有限元分析软件,建立了轧机机架的弹塑性有限元分析模型,揭示了吊点对轧机的应力、以及应变场的分布规律。
找到轧机变形最小,且在弹性变形内的分布情况,找到最合理的吊运方式。
标签:塑性变形;弹性变形;模拟分析、有限元数值仿真1 轧机的垂直装配对结构的变形影响軋机的正常装配过程中,为立装状态。
由于受力的原因,轧机窗口都会有一个不同程度的回收,而且这个回收的数值还都不一样。
分析造成该原因,主要还是轧机的结构单薄,重量过大,支撑面又过于分开导致。
所以,立装时轧机窗口都有一个回收的过程,由于轧机结构的不同也有很大的差别。
越是单薄的机架,回收的现象越是严重。
底板越是靠近于轧机窗口的中间位置,其变形也同样越是严重。
分析变形的原因,其根本为受重力导致变形的影响,但是变形量的多少一直很困扰我们。
我们利用有限元来分析,到底对该变形对轧机的影响有多大。
我们是在dell690工程工作站上,利用美国UGS公司的大型工程分析软件UGNX6.0进行的有限元分析。
首先我们建立实体模型图,根据实际受力的情况,将轧机的接触单元分别进行模拟受力分析。
选取的材质为接近轧机实际材质性能。
如图1所示为机架的有限元模型图,图中浅色的部分为单元,深色的部分为载荷,其余的部分为约束。
为了使分析更接近实际,将基座放到分析模型中,在机架与基座间建立接触,如图1所示接触的非线性接触有限元分析。
我们对轧机的对称面施加对称约束,基座底部施加刚度约束的同时施加自重载荷。
就得到了,图2为机架垂直方向的变形图,最大变形量为0.0529mm,总变形量为0.0508-0.0356=0.0152mm。
如图3所示为机架水平方向的变形图,最大变形量为0.062mm,总变形量为0.062×2=0.124mm,为立柱内收变形。
机架窗口的变形为:垂直方向变形为0.0152mm;水平方向变形为0.124mm 的立柱内收变形。
工作机座及主传动系统负荷能力分析轧制力是板材轧制过程中的重要工艺参数,无论是设备校核、刚度计算,还是制定生产工艺规程都离不开它。
它的准确预测对获得所要求的轧件出口厚度是至关重要的,一个精确的轧制力预报模型,对准确制定各种生产工艺或者计算各生产条件下的轧制力均具有重要意义,因此,提高轧制力的计算精度也就显得特别重要。
但是,因为现场轧制生产条件的复杂性,要充分考虑到每一个环节非常困难,准确计算各个环节的影响程度几乎是不可能的,所以,在现场使用中,经常是考虑若干个主要影响条件,得到一个理论模型,这样做的好处就是省去了一些次要因素,使数学模型大大简化,同时又抓住了主要矛盾,其误差一般均可满足工程计算的要求,这也是工程计算的常用方法。
2.1有限元基本理论有限单元法的基本思想是将连续的求解区域离散为一组有限个、且按照一定方式相互联结在一起的单元的组合体。
由于单元能按不同的联结方式组合,且单元本身又可以有不同的形状,因此可以模型化几何形状复杂的求解域。
有限单元法作为数值分析方法的另一个主要特点就是利用在每个单元内假设的近似函数来分片地表示全求解域上待求的未知场函数。
这样一来,一个问题的有限元分析中,未知场函数或其导数在各个节点上的数值就成为新的未知量(即自由度),从而使一个连续的无限自由度问题变成离散的有限自由度问题。
一经求出这些未知量,就可以通过插值函数计算出各个单元内场函数的近似值,从而得到整个求解域上的近似解。
显然,随着单元数目的增加,也即单元尺寸的缩小,或者随着单元自由度的增加以及插值函数精度的提高,解的近似程度将不断改进。
如果单元是满足收敛要求的,近似解最后将收敛于精确解。
从应用数学的角度来看,有限单元法基本思想的提出,可以追溯到Courant在1943年的工作,他第一次尝试应用定义在三角形区域上的分片1连续函数和最小位能原理相结合,来求解St.Venant扭转问题。
而现代有限元法第一个成功的尝试,是将刚架位移推广应用于弹性力学平面问题,这是Turner和Clough等人在分析飞机结构时于1956年得到的成果。
短应力线轧机轧辊的有限元计算及分析窦剑琳1,贾惠玲2(1.中冶东方工程技术有限公司,内蒙古 包头 014010;2 内蒙古科技大学,内蒙古 包头 014010)摘 要:短应力线轧机是一种高刚度无牌坊轧机,轧辊是该轧机的主要承载件,其结构参数是否合理直接影响着轧机的性能,进而影响产品的精度,文章参照实际轧制规程,用有限元理论结合使用ANS YS有限元分析软件计算出轧辊在最大轧制压力下产生的应力及变形,最终验证了其承载能力及弹性变形均在允许的范围以内。
关键词:短应力线轧机;刚度;有限元;应力中图分类号:TG333 17 文献标识码:B 文章编号:1009-5438(2008)03-0039-03Finite Element Analysis of the Roll of the Short Stress Path Rolling MillDOU Jian-lin1,JIA Hui-ling2(1.Beris Engineering and Research Corp.,Baotou014010,Nei Monggol,China;2.Inner Mongolia University o f Science and Technology,Baotou014010,Nei Monggol,China)Abstract:The short stress path rolling mill is a kind of high rigidity no stand mill.The roller is the i mportant loading compo nent.Based on the fi nite elemen t theory,the stress distributes of the roller under the biggest draught pressure are calculated with the finite element analysis software.T he loading ability and the elastic deformation are in the allowable range.Key words:short stress path rolling mill;rigidi ty;finite element theory;s tress近年来,许多国家的轧机设计及生产厂家均推出了各种类型的短应力线轧机,虽然在外形及内部结构略有不同,但其功能和原理基本是相同的。
1997年中冶东方工程技术有限公司承担了长治钢厂小型全连续棒材生产线的设计任务,该生产线汲取我国现有的各棒线材生产线之长,并根据厂方的实际情况和具体要求设计而成,达到了20世纪90年代国际先进水平。
轧辊及轴承座是轧机的主要承载件,在轧制力作用下,轧辊和轴承座均会产生弹性变形,它们的受力及变形情况直接影响着轧机的性能及产品的质量,对它们的强度及弹性变形进行计算和分析是十分必要的。
1 小型棒材车间基本工艺参数(1)产品及年产量:轧机年生产 16~ 40mm 的圆钢及带肋钢筋60万t,生产钢种为普碳钢和低合金钢。
(2)原料:车间生产所用原料为150mm 150mm 12000mm连铸坯,连铸坯单重为2049kg。
(3)轧制速度:轧机最大轧制速度18m/s。
(4)精轧机力能参数见表1。
第34卷第3期2008年6月包 钢 科 技Science&Technology of Baotou Steel(Group)CorporationVol.34,No.3June,2008收稿日期:2008-04-22作者简介:窦剑琳(1966-),女,河北省献县人,高级工程师,从事冶金设备设计工作。
表1 精轧机力能参数轧机规格/mm 机架号轧辊直径/mm最大最小辊身长度/mm 轧辊调整量/mm 径向轴向机架横移行程/mm 传动速比最大轧制压力/kN 最大轧制力矩/(kN m)配用电机电压/V 功率/kW 转速/(r min -1) 320 320 320 320 320 32011H 350 29060070!3!250 2.742019660850800/150012V 350 29060070!3!250 2.228013660850800/150013H 350 29060070!3!250 1.932015660850800/150014H/V 350 29060070!3!250 1.6220126601000800/150015H 350 29060070!3!250 1.3420156601000800/150016H/V35029060070!3!2501 0290126601000800/15002 轧辊的弹性变形计算轧辊是对轧件进行轧制加工的工具,工作机座的其他组件和机构都是为装置和调整轧辊以及引导轧件正确地进出轧辊而设计的。
轧辊的结构由辊身(轧辊的工作部分)、辊径(安装轴承部分)及传动辊头等三部分组成,一般中小型型钢轧机的轧辊的传动辊头为十字梅花形。
轧辊是轧钢车间主要的、经常耗用的工具,其质量好坏直接影响钢材的质量及产量。
因此对轧辊的性能,即强度、耐磨性和一定的耐热性的要求是很严格的。
而对轧辊性能的要求因轧机类型和所轧钢材种类的不同也有很大差别,如果不了解这些差别,也就不能选择适用的轧辊。
轧辊工作表面的硬度是轧辊主要质量指标之一,因为硬度对轧辊使用寿命起决定作用。
故轧机的轧辊可以按照其表面硬度及其材质分为4种类型,即:软面轧辊(HB150~250),半硬面轧辊(HB250~400),硬面轧辊(HB400~600),特硬面轧辊(HB600~800)[1]。
一般的来说,小型型钢轧机采用半硬面或硬面轧辊,该轧机轧辊材料为镍钼球墨铸铁,弹性模量E =1 54 103N/mm 2,泊松比为 =0.3,强度极限 b =600MPa,单侧轴承座承受最大轧制力为420kN 。
该轧机为圆棒材型钢轧机,轧辊辊身配置有孔型,其配置原则如下。
2.1 孔型沿辊身长度方向配置应遵循的原则[2](1)尽量使轧件在各机架中的轧制时间均衡。
从均衡出发,应当在第一个机架的轧辊上多配置一些孔型,在后面的机架上配置的孔型数应递减。
(2)成品孔型与成品前孔型应单独配置,即不配置在同一架的同一轧制线上或在同一个机架的轧辊上,这样以利于调整轧辊孔型。
(3)备用孔型数应以成品孔型为最多,成品前孔型次之,再前孔型数更次之,以保证成品的表面质量,同时可减少换辊次数。
2.1.2 孔型的间距即辊环宽度的确定(见图1)确定辊环宽度,同时应考虑辊环的强度以及安装和调整轧辊附件的操作条件。
图1 孔型的间距∀辊环宽度的确定(1)辊环强度:它取决于轧辊的材质和轧槽的深度。
钢轧辊的辊环宽度b Z #0.5h k 或B Z #0.5h k ,铸铁辊的辊环宽度b Z #h k 或B Z #h k 。
(2)考虑轧辊附件的安装与调整方便,它取决于导板的厚度或导板箱的尺寸以及调整螺丝的长度和操作所需的位置大小。
在确定辊环宽度时应同时考虑上述问题。
边辊环的宽度,如表2所示。
表2 各种型钢轧机边辊环的宽度mm轧机初轧机轨梁与大型三辊开坯中小型边辊环宽度b b#50~100#100~150#60~150#50~10040包钢科技 第34卷根据以上原则及实际轧制规程中孔型尺寸在短应力线高刚度轧机轧辊辊身上均匀配置5个孔型,为方便区分,按从左到右的顺序,分别将其称为∃%&∋(号孔型,边辊环宽度为100mm,结构如图2所示。
最左端的轴颈上装有联轴器,最右端的轴颈上装有止推轴承,靠近辊身两端的轴颈上分别装有四列短圆柱滚子轴承。
由于圆柱滚子轴承的支承作用,计算轧辊受轧制力所引起的弯曲应力和变形时,最左端和最右端的辊颈对结果几乎没有影响。
具体到ANSYS 里,为避免网格划分时因单元数目太多增加计算时间,在建立分析模型时,对轧辊进行了简化,省去了最左端和最右端的辊颈,这样简化后的轧辊结构关于XOY面对称。
图2 轧辊模型3 中间孔型轧制时轧辊的弹性分析因轧辊为左右对称结构,当轧制力加在轧辊中间孔上时,其所受载荷也关于XOY 平面对称,故可取1/2模型进行计算。
由于对称面的转角为0),可将中截面视为固定端,在该面上施加全约束,这时需等效地将1/2轧制力施加于辊颈中部,且方向与轧制力相反。
带有倒角和孔型等结构的轧辊几何形状不规则,故选用10结点四面体单元Solid92对其进行网格划分,该单元具有中节点,比较适合边缘形状复杂的模型。
采用自由网格划分方式,共划分为53050个单元,84342个结点[3]。
有限元模型如图3所示。
图3 轧辊有限元模型经过数值求解后,得到轧辊的Von-Mises 应力分布如图4所示。
由图可知在轧辊的孔型处以及轧辊与辊径的过渡区应力较高,且最大应力位于中截面的最高点(即轧制力作用点),其值为241.3MPa,远小于轧辊材料的强度极限600MPa,所以轧辊满足强度要求。
图4 轧辊的Von-Mises 应力分布轧辊受轧制力作用后,其Y 方向的变形如图5所示。
有限元模型将中截面视为固定端,而实际上中截面有Y 向位移,且该截面处Y 向位移最大,由图示可知其值为0.679mm,最大位移值很小,可见所设计轧辊满足刚度要求。
图5 轧辊Y 向变形图4 结束语本文分析了短应力线轧机的主要承载件∀轧辊的受力情况。
首先建立了不同工况下轧辊的有限元模型。
计算了孔型轧制时轧辊上的最大应力和变形,经分析可知所设计轧辊满足强度和刚度要求。
参 考 文 献[1] 邹家祥.轧钢机现代设计理论[M] 北京:冶金工业出版社,1991:[2] 钟廷珍.短应力线轧机的理论与实践[M ] 北京:冶金工业出版社,1998[3] 傅永华.有限元分析基础[M] 武汉:武汉大学出版社,200341第3期 短应力线轧机轧辊的有限元计算及分析。