不合格品处置记录
- 格式:docx
- 大小:37.42 KB
- 文档页数:3

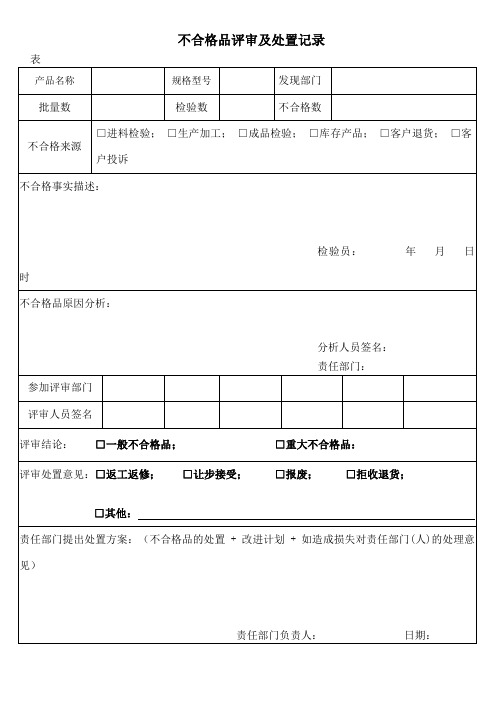
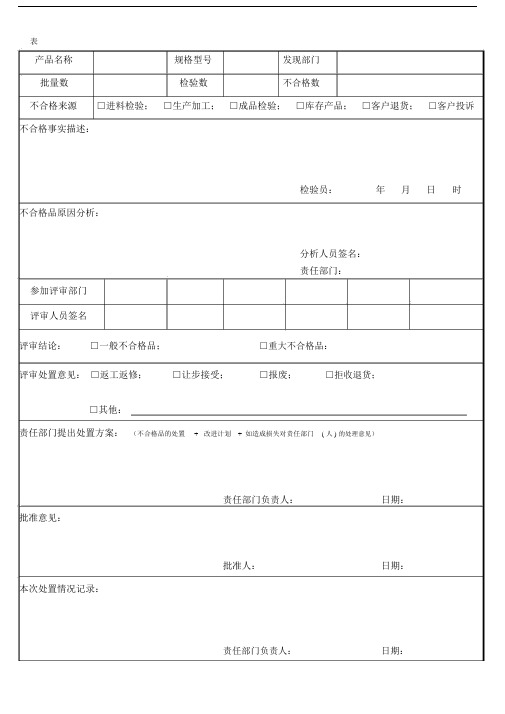
表
产品名称规格型号发现部门
批量数检验数不合格数
不合格来源□进料检验;□生产加工;□成品检验;□库存产品;□客户退货;□客户投诉不合格事实描述:
检验员:年月日时
不合格品原因分析:
分析人员签名:
责任部门:
参加评审部门
评审人员签名
评审结论:□一般不合格品;□重大不合格品:
评审处置意见:□返工返修;□让步接受;□报废;□拒收退货;
□其他:
责任部门提出处置方案:(不合格品的处置+改进计划+如造成损失对责任部门( 人 ) 的处理意见)
责任部门负责人:日期:
批准意见:
批准人:日期:
本次处置情况记录:
责任部门负责人:日期:
验证处置结果:
验证人:日期:。



不合格品处置记录日期:2024年10月1日地点:XX公司生产车间记录人:XX背景信息:在对产品进行质量检查时,发现了一批不合格品。
这些不合格品包括破损、变形、不完整等问题。
根据公司质量管理制度要求,对不合格品应进行及时处置,确保不合格品不会影响到合格产品的生产和客户的使用。
处置方案:1.鉴定不合格品的原因。
在确认不合格品的具体问题后,我们进行了鉴定分析。
经过检查,发现这批不合格品主要是由于生产过程中的操作失误所致,如仪器设备操作不当、工人失误等。
2.制订不合格品处置的措施。
根据鉴定的原因和具体问题,我们制定了以下处置措施:a.对于无法修复的不合格品,将其全部报废。
b.对于可以修复的不合格品,进行二次加工,修复其问题,确保其质量达到标准要求。
3.报废处理。
将不能修复的不合格品全部报废,确保其不会再次被使用。
报废的不合格品需要进行记录和标记,以便质量管理部门进行查验。
4.二次加工。
对于可以修复的不合格品,进行二次加工处理。
修复的过程需要按照产品的制造工艺和标准进行。
修复后的产品需要经过严格的质量检验,确保其达到合格品的标准。
5.审核和验收。
修复后的产品需要经过质量管理部门的审核和验收。
质量管理部门会对修复后的产品进行全面检查,确保其质量稳定、可靠。
6.整改措施。
根据对不合格品的分析和处置过程中的问题,我们制定了相应的整改措施。
这包括提供员工培训,增加工艺控制点等,以防止类似问题再次发生。
7.审查和追踪。
对于处置过程中的不合格品和整改措施,我们进行了审查和追踪。
通过记录和归档的方式,对不合格品和整改措施进行追踪和监控。
在2024年10月1日,我们对发现的不合格品进行了以下处置措施:1.鉴定不合格品的原因:在对不合格品进行细致的检查和鉴定后,确定了不合格品的问题主要是由于工人生产操作失误所致。
2.不合格品处置措施:a.对于无法修复的不合格品,将其全部报废。
b.对于可以修复的不合格品,进行二次加工,修复其问题。
不合格品评审处置记录表NO:□来料■过程□成品□退货产品名称注塑车间检验日期2012.8产品数量127622模发现部门质量部不合格品数120模责任部门注塑车间不合格事实描述:本月生产的127622模产品中,检验出120模不良品(水丝60、缩影20、少料15、飞边25)。
处置详细方法:120模注塑件不良品不许使用,粉碎材料降级使用。
评审:□返工□退货□让步接受■报废质量部生产部研发部营销部会签改进措施:改进验证:批准:NO:□来料■过程□成品□退货产品名称喷涂车间检验日期2012.8产品数量37868只发现部门质量部不合格品数52只责任部门喷涂车间不合格事实描述:本月生产的37868只产品中,检验出52只不良品(颗粒22只、流挂15只、桔皮13只、漏喷2只)。
处置详细方法:52只不良品不许使用,粉碎后材料降级使用。
评审:□返工□退货□让步接受■报废质量部生产部研发部营销部会签改进措施:改进验证:批准:NO:□来料■过程□成品□退货产品名称压铸车间检验日期2012.8产品数量18220模发现部门质量部不合格品数26模责任部门压铸车间不合格事实描述:本月生产的18220模产品中,检验出26只不良品(缺料10只、破裂8只、变形8只)。
处置详细方法:26只不良品不许使用,全部报废(回炉)。
评审:□返工□退货□让步接受■报废质量部生产部研发部营销部会签改进措施:改进验证:批准:NO:□来料□过程■成品□退货产品名称后视镜检验日期2012.8产品数量12368只发现部门质量部不合格品数4只责任部门总装车间不合格事实描述:本月生产的12368只产品中,检验出4只不良品(螺丝松动1只、表面划伤2只、换向顺序错1只)。
处置详细方法:4只不良品经返工返修重新全检合格,可以放行。
评审:■返工□退货□让步接受□报废质量部生产部研发部营销部会签改进措施:改进验证:批准:NO:□来料■过程□成品□退货产品名称冲压件检验日期2012.8产品数量9925只发现部门质量部不合格品数9只责任部门冲压车间不合格事实描述:本月生产的9925只产品中,检验出9只不良品(破裂3只、偏心4只、毛刺2只)。
不合格品处置记录案例
案例一:食品生产企业的不合格品处置记录
日期:2022年5月10日
产品名称:牛奶
生产批次:20220102
不合格品数量:50箱
不合格品原因:在生产过程中,部分牛奶包装出现破损,导致部分产品泄漏。
不合格品处置方式:将不合格品全部清点并封存,记录其产品批次号和数量,并与供应商进行沟通,要求其采取措施改进包装质量。
不合格品处理人员:质量控制部门负责人
处理日期:2022年5月11日
备注:质量控制部门负责人已经与供应商进行沟通,并要求其对包装质量进行改进,以避免类似问题再次发生。
案例二:制药企业的不合格品处置记录
日期:2022年6月15日
产品名称:抗生素
生产批次:20220501
不合格品数量:100盒
不合格品原因:在生产过程中,部分抗生素药品临床试验结果不符合质量要求。
不合格品处置方式:将不合格品全部封存,并通知销售部门将该批药品暂停销售。
同时,组织相关人员对不合格品进行进一步调查和分析,确定不合格的具体原因。
不合格品处理人员:质量管理部门负责人
处理日期:2022年6月16日
备注:质量管理部门负责人已经通知销售部门将不合格的抗生素药品暂停销售,并组织相关人员对不合格品进行进一步调查和分析,以确定不合格的具体原因,并采取相应的改进措施。
不合格品处置记录
日期:2024年4月10日
地点:公司A车间
1.情况描述
在2024年4月10日的质量检查中,发现了一批不合格品,数量共计50个。
不合格品为A型产品,出现问题主要集中在外观上,包括有划痕、色差、变形等问题。
经过首次检查后,确认为不合格品,并立即启动不合
格品处置流程。
2.不合格品处置过程
2.1确认不合格品数量与种类
根据初步检查,确定不合格品数量为50个,种类为A型产品。
通过
与生产部门确认,了解到这批产品生产时的工艺参数与正常产品一致,因
此推测问题可能出现在原材料或加工环节。
2.2原材料检查
与采购部门核实原材料供应商信息,并要求提供该批次原材料的质检
报告。
通过对报告的检查,发现该批次原材料的质量指标与标准相符,不
存在异常情况。
2.3生产工艺分析
与生产部门一同分析该批次产品的生产过程,包括原料配比、加工流程、设备使用等。
通过仔细比对,发现该批次产品的生产过程与正常产品
无明显差异,排除了生产工艺问题的可能性。
2.4设备检查
对该批次产品生产所使用的设备进行检查,并进行设备运行试验。
经
检查与试验,确认设备正常运行,不存在设备故障导致产品不合格的情况。
3.原因分析
经过以上的调查与分析,初步判断该批次产品的不合格是由于人为因
素引起的。
因为生产环境相对稳定且设备运行正常,而检查过程中未发现
原材料或工艺异常,因此推测是操作人员在生产过程中存在操作不规范、
疏忽等问题造成的。
4.处置措施
4.1停止生产
为了防止类似问题再次发生,决定暂停该产品的生产,并对生产线进
行全面检查与维护,确保设备运行正常。
4.2人员培训与督促
对涉及该产品生产的操作人员进行培训,强调操作规范、质量控制意
识等,以提高操作人员的技能水平和对产品质量的责任意识。
同时,加强
对操作人员的督促和监督,确保操作规范执行。
4.3产品追溯与召回
5.效果评估与总结
经过以上的处理措施,该批次产品的不合格问题得到了及时控制和纠正。
通过对停产期间的设备维护和人员培训,进一步提高了生产线的质量
管理水平和操作人员的质量控制意识。
通过产品追溯和召回,保护了用户权益,并避免了负面影响的扩大。
总结起来,此次不合格品的处理过程中,我们发现问题是由人为因素造成的,并通过停产、培训、召回等措施有效地解决了问题。
这也提醒了我们在生产过程中要建立严格的质量管理体系,加强对操作人员的培训和监督,以确保产品质量的稳定性和可靠性。