ABB板形仪在莱钢可逆冷轧机上的应用
- 格式:pdf
- 大小:942.46 KB
- 文档页数:3
・技术应用・应用于四辊可逆式冷轧机的压磁式冷轧带材板形仪许石民① 于炳强 胡国栋(燕山大学 河北秦皇岛066004)摘要 板形仪是安装在冷轧带材轧机上的检测系统,用于检测带材板形,以控制成品带材的质量,提高经济效益。
介绍了装备于四辊可逆式冷轧机上的压磁式冷轧带材板形仪组成及工作原理。
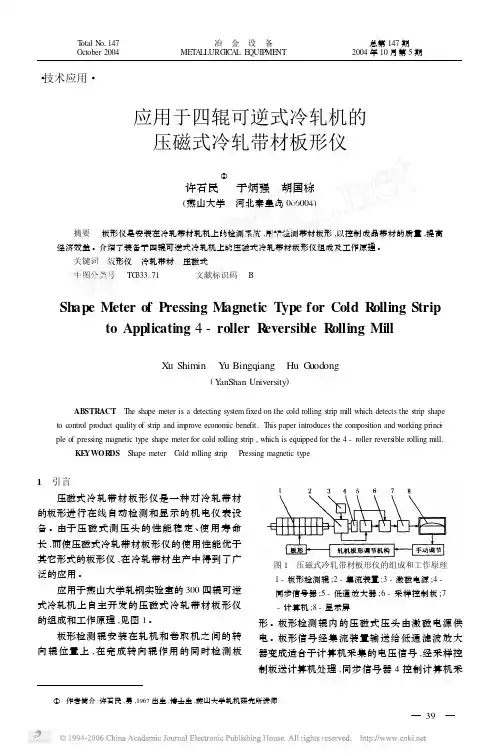
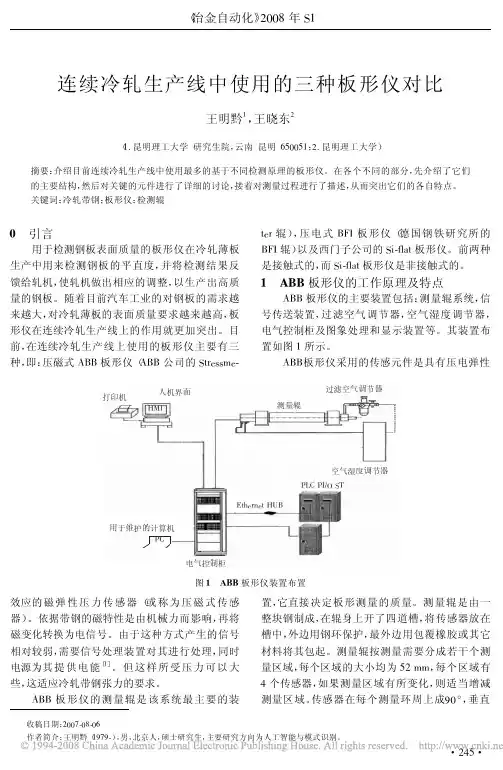
关键词 板形仪 冷轧带材 压磁式中图分类号 TG 333.71 文献标识码 BShape Meter of Pressing Magnetic Type for Cold R olling Stripto Applicating 4-roller R eversible R olling MillXu Shimin Y u Bingqiang Hu G uodong(Y anShan University )ABSTRACT The shape meter is a detecting system fixed on the cold rolling strip mill which detects the strip shape to control product quality of strip and improve economic benefit.This paper introduces the composition and w orking princi 2ple ofpressing magnetic type shape meter for cold rolling strip ,which is equipped for the 4-roller reversible rolling mill.KE YWOR DS Shape meter C old rolling strip Pressing magnetic type1 引言压磁式冷轧带材板形仪是一种对冷轧带材的板形进行在线自动检测和显示的机电仪表设备。
单机架可逆冷轧机上下辊负荷平衡的控制摘要:介绍并分析山东莱芜钢铁集团冷轧薄板厂1500mm 单机架可逆冷轧机组在正常轧制过程中,在偶道次频繁出现上、下工作辊负荷平不衡的情况及原因。
通过上、下工作辊负荷平衡的电气控制调整过程,说明负荷平衡控制系统的工作原理及范围,指出其局限性。
关键词:单机架可逆轧机机组;主从传动;负荷平衡;乳化液中图分类号:TG333.7+2;TM301.2文献标识码:B 文章编号:1673-3355(2009)05-0009-04Load Balance Control of T op/Bottom WRs for Single Stand Reversing Cold Mill Wang DayuAbstract:The article introduces the situation and cause of load unbalance on the top/bottom WRs that occurs frequently at even passes in process of normal operation of 1500mm single stand reversing cold mill at Shandong Laiwu Iron &Steel Group.By describing the process of adjusting the load balance on top/bottom work rolls electrically,the operating principle,extent and restriction of load balance control system are presented.Key words:single stand reversing cold mill;master/slave drive;load balance;emulsion单机架可逆冷轧机上下辊负荷平衡的控制王大钰1莱钢1500mm 六辊可逆冷轧机组是我公司为山东莱芜钢铁集团冷轧薄板厂生产的,这套轧机的装机水平在国内同类型产品中是最高的,该机组配有机后板形辊,机前、机后张力计,机前、机后激光测速仪,机前、机后测厚仪,轧制速度为1200m/mim ,机前、机后卷取机张力20t ,轧制力2000t ,成品厚度0.2~0.5mm 。
ABB板形测量系统介绍和应用作者:丁震来源:《数字化用户》2013年第04期【摘要】在冷轧带钢的生产过程中,随着冷轧板材在各个生产领域的应用和技术的发展,对于冷轧带钢的板形质量提出了更高的要求,板形控制成为带钢轧制过程中非常重要的环节。
ABB板形测量系统可以为生产过程的板型控制提供高精度高可靠性的板形测量数据,本文将对ABB板形仪系统和它的应用进行介绍。
【关键词】ABB板形仪板形辊控制系统应用随着冷轧板材在各个领域的不断应用和冷轧技术的不断发展,这就需要一台高精度,高可靠性的板型测量仪器来采集板形数据反馈给轧机控制系统来实现。
ABB板型仪很好的满足了生产工艺的要求,为冷轧生产提供了有力支持,下面我将介绍我所维护的1700冷轧酸轧线所装备的ABB板型仪的系统组成和实际应用。
一、板形的主要指标板形是指产品带钢断面形状和平直度两项指标。
断面形状和平直度是两个独立的指标,但相互之间也存在着密切的联系。
断面形状实际上是厚度在带钢宽度方向上的分布规律。
轧机通过调节辊缝来控制产品厚度,由于轧辊弯曲挠度远大于压扁变形,因此,断面形状可以用抛物线形状的曲线来进行描述。
平直度指的是带钢翘曲,主要表现是带钢浪形,有中浪,边浪等类型。
来料凸度变化时,若轧机保持原有压上控制量不变,产品带钢的板形就会随之相应的变化,不能很好的保持良好板形,所以就需要不断根据需要修改压上量来减小来料凸度变化对板形所带来的影响。
所以在生产过程中我们需要精密的仪器实时测量钢带的板形变化,实时反馈给轧机控制系统进行调节消除各因素的影响。
二、板形仪的组成和测量原理ABB板形控制系统主要包括:板形辊,信号传输单元(STU),电气控制柜,空气加湿单元等几个主要部分。
这里我将主要介绍1700酸轧线采用ABB板形仪进行钢带板形的检测测量部分。
(一)板形辊构造在测控系统最基本的部分便是测量传感器,传感器的精度和可靠性将直接决定整个测量系统的好坏。
在ABB板型仪中,现场测量部分就是板型辊,板形辊中间是一个钢质核心,上面有四个互相之间成90°的凹槽,传感器就安装在凹槽内,这样就可以更好的保护传感器,外面是保护钢环紧紧套在钢核心的外面,这个钢环要具有足够的强度,同时还要具有足够的弹性形变性能,才能更好的把测量力传递到传感器上面。
ABB板型仪的控制系统研究板型/力/斜/型控制1 引言目前,随着电子、电器、食品、汽车等工业越来越多地采用高速自动化生产线,他们对轧材厚度与外观形状提出了更高的要求。
在过去近百年里,随着板带测厚一测宽一液压以及过程计算机控制技术日益成熟,厚度控制和宽度控制技术让板带的质量发生了质的改变,但是冷轧薄板生产过程中却不能有效地改善板带的断面形状及平直度。
最近几年,由于客户对板型特别是平直度的要求愈来愈高,促使冷轧薄板的带材生产企业想尽各种控制办法来改善板型。
过去,在冷轧生产过程中,由于影响板型的因素相对复杂且板型检测和控制技术的不完善,导致产品质量达不到客户要求。
莱钢冷轧薄板采用的是瑞典ABB公司的板型仪控制系统,该套板型仪在控制板型方面有着自己独到之处。
2 板型控制描述[3]从实现控制冷轧板板型的原理看,目前各种板型控制技术基本上都遵循着两种控制思路:一是增大有载辊缝凸度的可调控范围,即所谓柔性辊缝控制;二是增大有载辊缝的横向刚度,减小轧制力变化时辊缝凸度的变化,即所谓刚性辊缝控制。
就当今应用最广泛的UC、CVC和PC技术而言,UC技术通过轧辊轴向移位消除辊间有害接触区,提高了辊缝横向刚度,属于刚性辊缝型。
CVC和PC分别以轧辊轴向移位和成对交叉提供变化的轧辊变位辊形,使有载辊缝的凸度在一定范围内可调,属于柔性辊缝型。
板带轧机的板形控制性能可用有载辊缝凸度进行调节,从而得到最为理想的板带钢板型。
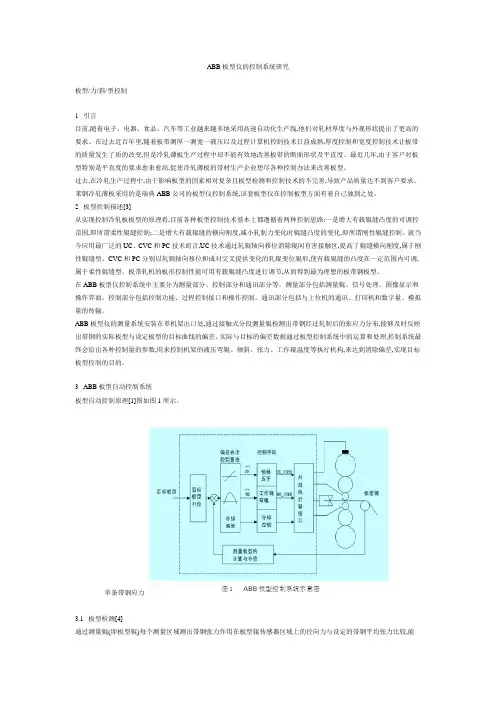
在ABB板型仪控制系统中主要分为测量部分、控制部分和通讯部分等。
测量部分包括测量辊、信号处理、图像显示和操作界面。
控制部分包括控制功能、过程控制接口和操作控制。
通讯部分包括与上位机的通讯、打印机和数字量、模拟量的传输。
ABB板型仪的测量系统安装在单机架出口处,通过接触式分段测量辊检测出带钢经过轧制后的张应力分布,能够及时反映出带钢的实际板型与设定板型的目标曲线的偏差。
实际与目标的偏差数据通过板型控制系统中的运算和处理,控制系统最终会给出各种控制量的参数,用来控制机架的液压弯辊、倾斜、张力、工作辊温度等执行机构,来达到消除偏差,实现目标板型控制的目的。
板型仪在冷轧机自动控制系统中的应用作者:杨新荣黄瑞相来源:《中国科技博览》2014年第06期摘要:随着我国科学技术水平的不断提高,在板带生产中对平直度的要求也越来越高。
尤其在薄带材生产中,板形控制是其中必不能少的部分。
板型仪可以为版型控制系统提供真实准确的信息,是保证钢板平直度的有效方式。
本文通过对板型仪的工作原理的阐述,分析了板型仪在冷轧机自动控制系统中的应用。
关键词:板型仪冷轧机控制系统【分类号】:TG334.9平直度指的是带钢翘曲。
翘曲具有多种表现形式,一般都表现为波浪形,波浪可以分为边浪、中浪等。
该类型的翘曲和带钢的变形不均匀和内应力的分布之间存在着很大关联。
简单的来说,板形就是指板带材的翘曲度,主要就是指板带材内部剩余应力的分布情况。
产品的带钢断面的形状和平直度是两项非常重要的标准。
断面形状其实就是指板宽方向的厚度分布情况。
因为轧辊弯曲挠度要比压扁变形角度大,所以,断面形状可以对抛物线的曲线轨迹进行描述。
在实际操作过程中,为了简化这个过程,通常可以对其凸度进行集中的控制。
1 非接触式板型仪简介传统的板形测量仪,指的是一种采用集成手段进行轧辊内压力传感的一种设备,并对带钢的宽度的张力分布情况进行检测。
随着我国科学技术水平的提高,我国带钢的表面质量也有了很大程度的提高。
我国的接触式测量辊的因为其缺点的日益明显已经无法满足生产的要求,尤其是因为它会造成测量辊对带钢表面的损伤,虽然可以运用镀鉻或者包覆橡胶的技术进行修补和预防,但是这就会加大生产的投入,浪费成本且工作效率比较低,后期的维护也比较困难,用户必须定期的对保护层进行更换,其标定技术也比较复杂,压力传感器故障无法进行基础的被排除,还得输送回原厂进行修理,这些缺点已经严重了影响到生产,所以传统的板形测量辊无法满足市场发展的需求。
新型的板型仪是按照市场的发展规律,研制出来的非接触式板型仪测量系统。
它一般是使用测量钢在空气的作用下顺着宽度的方向进行推进,从而对带钢宽度方向的张力分布进行分析,进而对带钢的板形值进行科学的检测。
莱钢4300mm宽厚板轧机技术及装备概述刘轩;赵昕【摘要】介绍了莱钢4300mm宽厚板轧机的工艺介绍和重要设备,包括整条线的规模、产品的种类及所用的技术等,对所使用的主要设备及相关重要参数进行了描述.【期刊名称】《电子测试》【年(卷),期】2013(000)017【总页数】3页(P15-17)【关键词】加热炉;立辊轧机;矫直机【作者】刘轩;赵昕【作者单位】山东莱芜集团钢铁公司自动化部 271104;山东莱芜集团钢铁公司自动化部 271104【正文语种】中文0 引言随着我国造船行业的发展,最近几年我国国内新建了数十条宽厚板生产线。
国外也有多家钢铁企业正在筹建新的宽厚板生产线或对现有生产线进行升级改造。
本文对莱钢4300mm宽厚板主要设备和采用的先进技术加以概述。
1 原料及产品1.1 原料定尺连铸坯通过输送辊道从厚板4#连铸机送入接料跨,经液压称称量合格后,装入凤凰设计的步进梁式加热炉。
1.2 产品1.2.1 产品品种产品包括管线钢板、船板钢、汽车钢板、结构钢板等。
1.2.2 产品规格产品规格:厚度5~100mm,宽度1500~4100mm,长度3000~18000mm。
2 采用的技术及设备2.1 生产工艺流程宽厚板生产线工艺流程如下:合格板坯—加热—除鳞—轧制—加速冷却—热矫—热喷印标识—冷床—钢板切头—表面修磨—超声波探伤—钢板切边—定尺剪尺—成品标识—垛板下线—收集入库—储运发货如图1所示:(1)轧制坯料加热制度的选择对于现在现代化的连轧机组,轧制钢板的表面质量和厚度公差的要求均日趋严格,对热板坯表面的质量要求和板坯加热温度的均匀性也在日渐提高。
于此同时,由于提高板坯热装温度和热装率是见效最快的节能措施,因而莱钢4300mm宽厚板轧机配备了2座上下两面多段供热的步进梁式加热炉,其生产符合高产量、优质钢、低耗能、节能、无公害以及生产操作自动化的要求。
通过对加热炉的整体结构的改进和发展,满足了高产量、优质钢、低耗能、节能、无公害以及生产操作自动化的工艺要求。
2005年增刊总第129期ABB板形仪的测量和控制系统在冷轧板材中的应用特点周津川(天津市冷轧薄板厂,300220)[摘要]在板带生产中,对汽车钢板、镀锡钢板、硅钢板以及航空铝板等冷轧薄板的平直度有很高的要求。
因此,在薄带材生产中,板形控制是一个不可缺少的环节。
采用ABB板形仪可为板型控制系统提供精确的测量数据,介绍了该仪器的工作原理,板型控制系统的应用情况。
关键词ABB板形仪测量辊板形测量系统控制系统ABB板形仪的测量和控制系统在冷轧板材中的应用特点1概述板形是指产品带钢断面形状和平直度两项指标。
断面形状和平直度是两项独立指标,但相互存在着密切关系。
断面形状实际上是厚度在板宽方向的分布规律。
由于轧辊弯曲挠度远大于压扁变形,因此,断面形状可用抛物线形状的曲线进行描述。
在实际控制中,为了简单起见,往往将其特征———凸度(crown)作为控制对象。
平直度指的是带钢翘曲(主要是波浪形),即在轧制时是否出现边浪、中浪等。
当来料凸度发生变化时,如果仍采用原来的压下量,带钢轧出的板形就要改变;要想继续维持板形良好的状态,则需要改变压下量值。
其基本原则是:来料凸度增大,压下量应相应加大;来料凸度减小,压下量可适当减小。
在轧制过程中来料凸度发生变化,以带钢凸度的影响来说,它是一干扰量,在生产中应设法加以排除。
轧中过程中由于某种原因引起轧制压力波动,也会使带钢板形发生变化,尤其是在装有纵向厚度自动调节的轧机上,这种轧制压力波动是经常发生的。
因此从板形控制角度来看,厚度调节时的轧制压力波动也被看作是外扰,也需要在生产中加以排除。
天津冷轧薄板厂为了保证产品的平直度及产品质量,采用了ABB板形仪对产品进行测量和控制,现就其应用情况作一介绍。
2板形仪的组成和测量原理ABB板形控制系统主要包括:测量辊系统、信号传送装置(STU)、电气控制柜及精细分段冷却系统等部分。
这里主要介绍测量部分。
2.1测量辊测量辊是该系统最主要的组成,也是板形测量成功的关键。
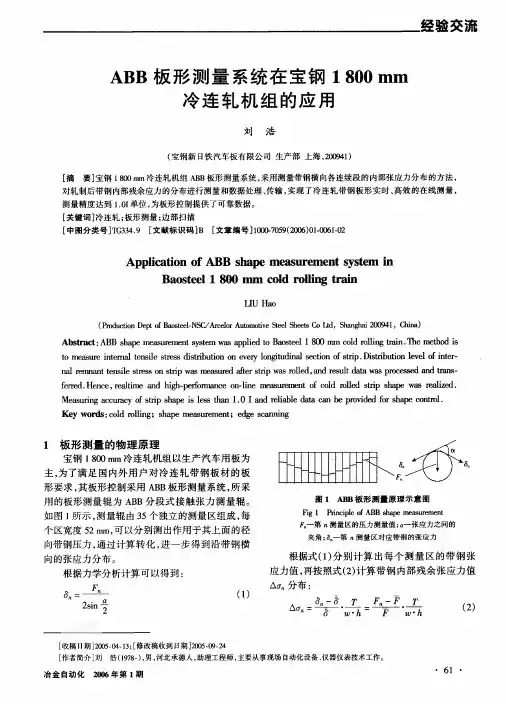
ABB板型仪1、ABB板型仪的测量原理: (1)2、板型仪系统的构成: (2)3、信号传输(STU): (3)4、励磁单元(如上图): (3)5、板型闭环控制手段: (3)6、目标曲线的设定 (5)7、板型仪的安装: (5)8、保养和维护: (6)附:板型仪系统总览图 (7)附:板型仪系统控制框图 (7)1、ABB板型仪的测量原理:首先明确一点,压磁原理(即通过板带对辊的压力导致传感器内磁场切割二次侧线圈从而产生电压来测量)。
测量辊的检测原理:通过测量辊各个测量区测出带钢张力作用在板形测量辊测量区上的径向力与设定的带钢平均张力比较,可反映出带钢的平直度.良好的带钢平直度必须具有相同的轧制延伸,而一般情况下,在横向上很难达到全部相同的延伸,延伸差越大,则平直度越差.虽然在轧制时,带钢承受相当大的张力,而用肉眼看带钢是平直的,但实质上带钢沿横向的应力分布不均,一旦带钢张力减少或消失,带钢即出现浪形或瓢曲.(我们可以把带钢看做一个一个单条组成)带钢设定的平均应力:σo=T/Bh=E(Ls-Lo)/Lo;单条带钢应力σi=E(Ls-Li)/Li单条带钢应力差△σi=σi-σo=-E(Li-Lo)/Lo其中:Li为带钢沿宽度方向被分成单条后的长度,Ls为拉直(也可看做带张)后的长度;T为带钢给定的卷取总张力;Lo为带钢的额定长度;B为带钢宽度;h为带钢厚度,E为弹性模量.测量辊测出的应力结果与相应的测量区应力分布图(也可换算出延伸率)可显示在显示屏上.2、板型仪系统的构成:BMS(Base Measurement System)、FMS(Flatness Measurement System)、FCS(Flatness Control System)。
3、信号传输(STU):三冷轧所采用的板型辊为实心钢辊,分44个区,为混合型即:中部每个区宽度为52mm,两侧每个区宽度为26mm。
每个区有四个传感器,沿截面正交分布,二次侧串联起来,(如下图)信号侧采用刷式传输信号到STU信号模块,最后传递到板型控制柜。