板形控制概述
- 格式:ppt
- 大小:6.79 MB
- 文档页数:47
板形控制讲解学习板形控制四、板形控制板形包括带钢的板廓和带钢的平坦度。
板廓即带钢的凸度和楔形,表示带钢的横向厚度差用凸度和楔形表示。
平坦度包括带钢平直度、不对称度;带钢的浪形,用纵向带钢的延伸差值表示或用带钢的浪形高度表示;平直度表示带钢的综合对称浪形,不对称度表示带钢的不对称浪形。
带钢板形分类:1)理想板形是平坦的,内应力沿带钢宽度向上均匀分布;2)潜在板形是带钢内应力沿带钢宽度方向上不均匀分布,但其内部应力足以抵制带钢平直度的改变,当内应力释放后,带钢板形就会发生不规则的改变;3)表观板形是带钢内应力沿宽度方向上不均匀分布,同时其内部应力不足以抵制带钢平直度的改变,导致局部区域发生了翘曲变形。
1、影响板形的因素1.1 影响板形的因素很多、很复杂,主要有以下几方面:力学条件:带钢沿宽度方向的轧制压力、弯辊力、辊间接触压力几何条件:原始辊型、负荷辊型、热膨胀辊型、磨损辊型来料条件:来料板廓、轧件钢种特性、轧件厚度、轧件宽度、轧件温度、轧件长度等。
1.2 轧制过程中带钢的板形取决于负载下轧辊的凸度、金属的流动和带钢的原始板形:轧辊的空载凸度=轧辊原始辊型+轧辊热态凸度+轧辊磨损凸度轧辊的负载凸度=轧辊空载凸度+轧辊挠度+轧辊弹性压扁以上因素决定了轧机的辊缝形状,轧机的辊缝形状影响着带钢的板形,构成了板形数学模型的主要参数和控制因素。
通过制定原始辊型制度,控制弯辊和窜辊,来改善带钢的凸度和平直度。
1.3 板形不良的产生机理如果带钢的入口凸度和入口厚度的比值与带钢的出口凸度和出口厚度的比值相等,则轧出的带钢是平直的,带钢的平直度为零,即:当入口比值与出口比值不相等时,带钢边部纤维与中部纤维的延伸长度不相等,纤维间产生内应力;内应力在一定的范围内,只发生弹性变形;当纤维之间的内应力超出弹性范围,则纤维之间会产生塑性变形,产生中间浪或两边浪,造成板形不良。
板形控制就是消除带钢纤维内应力或控制在弹性范围内,使带钢的纵向纤维内应力值趋近于零,从而得到良好的凸度和平直度。

简述板型控制技术一、引言板型控制技术是指通过对生产过程中的板材进行加工、调整和控制,使其达到预期的形状和尺寸,从而保证产品的质量和精度。
随着工业自动化水平的不断提高,板型控制技术在各个行业中得到了广泛应用。
二、板型控制技术的分类1. 传统板型控制技术:主要包括手工调整、机械调整和液压调整等方法。
这些方法虽然简单易行,但是存在效率低下、精度不高等问题。
2. 数字化板型控制技术:主要包括数值控制(NC)、计算机辅助设计(CAD)、计算机辅助加工(CAM)等技术。
这些技术可以实现自动化加工和精确控制,提高生产效率和产品质量。
三、数字化板型控制技术的应用1. 数值控制:数值控制是一种通过计算机程序来自动化加工的方法,可以实现复杂曲面的加工和精确度高达0.001mm以上。
在汽车、航空航天等领域中得到广泛应用。
2. 计算机辅助设计:计算机辅助设计是一种利用计算机来辅助完成产品设计的方法,可以实现快速、准确、灵活的设计。
在建筑、机械制造等领域中得到广泛应用。
3. 计算机辅助加工:计算机辅助加工是一种利用计算机来控制加工设备进行自动化加工的方法,可以实现高效率、高精度的生产。
在电子、船舶等领域中得到广泛应用。
四、数字化板型控制技术的优势1. 提高生产效率:数字化板型控制技术可以实现自动化加工和快速调整,大大提高了生产效率。
2. 提高产品质量:数字化板型控制技术可以精确控制产品尺寸和形状,保证了产品的质量和精度。
3. 降低成本:数字化板型控制技术可以减少人力投入和误差,降低了生产成本。
五、数字化板型控制技术的发展趋势1. 智能化:未来数字化板型控制技术将更加智能化,可以自主学习和调整生产过程。
2. 多功能性:未来数字化板型控制技术将不仅可以实现板材加工,还可以实现多种材料的加工。
3. 网络化:未来数字化板型控制技术将更加网络化,可以实现远程监控和管理。
六、结论数字化板型控制技术是当前工业自动化的重要组成部分,具有广泛的应用前景和优势。

热轧带钢生产中的板形控制,重要性不可忽视。
板形是指带钢在加热、轧制、冷却等工艺过程中所产生的板材几何形状的特征。
优秀的板形控制可以保证带钢的质量和性能,提高产品的市场竞争力。
板形控制主要涉及到工艺设计、机械设备、工艺参数和辅助控制手段等方面。
下面将详细介绍板形控制的相关内容。
首先,工艺设计是实现优秀板形控制的基础。
工艺设计要充分考虑加热炉、轧机和冷却设备等的配套性能和优化布置。
加热工艺设计要合理控制加热温度和速度,避免板材表面烧伤和内部结构变形。
同时,轧机的选择和布置要符合板材的特性,保证板材的厚度均匀性、宽度偏差和形状控制的稳定性。
冷却设备的设计要满足板材的冷却速度和控制要求,避免板材的变形和缺陷。
其次,机械设备对板形控制起到至关重要的作用。
加热炉要具备恒温、均匀加热的能力,避免板材局部温度差异引起的变形。
轧机要具备高质量的轧辊、轧制力控制等功能,确保板材的均匀变形和良好的表面质量。
冷却设备要有合理的布置和冷却参数,保证板材在冷却过程中的形状稳定。
第三,工艺参数的选择和调整对于板形控制具有重要意义。
加热温度和速度要控制在合理范围内,避免板材表面和内部温度梯度过大引起的变形。
轧制力、轧制速度和轧制间隙要根据板材的性质和要求进行合理的调整,保证板材的均匀变形和形状稳定。
冷却温度和速度等参数要控制在合理的范围内,避免板材在冷却过程中的变形和缺陷。
最后,辅助控制手段的应用可以提高板形控制的精度和稳定性。
例如,引入轧制力控制系统、辊形调整系统和垫板调整系统等,可以实时监测和调整轧机的工作状态,及时纠正板材的偏差和变形。
同时,利用数字化技术和智能控制系统,对板形控制进行实时监测和数据分析,提高板形控制的效果和精度。
总之,热轧带钢生产中的板形控制是一项复杂而关键的工作。
通过合理的工艺设计、优质的机械设备、合理的工艺参数和先进的辅助控制手段的应用,可以实现优秀的板形控制,提高带钢产品的质量和竞争力。

铝箔轧制中的板形控制板形控制是铝箔轧制中的核心技术,是提高箔材成品率和产品质量的关键操作,也是实现高速轧制的基本条件。
笔者根据从事箔轧多年的实践,谈谈板形控制的原理及方法,供同行参考。
1 箔轧形状缺陷的产生和不平度的描述箔材平直度的好坏取决于轧件宽度方向上各点纵向延伸是否相等。
当发生不均匀变形时,变形体内的应力分布也呈不均匀分布,导致附加应力产生,变形结束后留在变形体内形成残余应力。
当变形体内残余应力间的相互作用不能抵消,且超过箔材维持箔面刚性平衡的应力水平时,轧制中的铝箔将发生形状失稳,出现诸如中间波浪、两边波浪、单边波浪、或二肋波浪等形状缺陷,以松弛不均匀变形产生的残余应力,则箔面的平直度遭到破坏。
由于轧制变形区内变形情况的复杂性,易受外部其他因素的影响而具有很大的随机性,轧件均匀变形的可能性并不大,因此实际生产出的铝箔或多或少都带有一定程度的不平度。
平直度是衡量铝箔质量的重要指标,需要定量描述以界定平直度合格与不合格范围。
目前常用的有两种方法:不平度和相对长度差。
其前提是把板材或箔材轧制中出现的波浪视为正弦波形,如图l所示。
图1 板箔材的波浪度1.1 不平度该方法是取一条纵向试样置于平台上,测定波高、波长。
算出波高与波长比值百分数。
该方法简单易行,但易受被测试样自重影响,波高、波长测量准确性不高,箔材轧制中很少采用。
λ=h/L×100%(1)式中:λ—不平度;h—波高;L—波长。
(1)式中当λ=1%时,波浪就较为明显。
1.2 相对长度差图1曲线部分和直线部分相对长度差由线积分求正弦曲线长度后得出:△L/L=(πh/2L)2(2)式中:△L/L—相对长度差;h—波高;L—波长。
△L/L单位为I。
相对长度差为10-5时为1个I单位,板形的不平度或板形偏差:Σ=105△L/L,Σ单位为I。
该方法是纵向取1 m箔材,沿横向切取宽约20mm的窄条,展开后测量长度方向增量△L,纵向最短的窄条长度(其△L=0)视为L,把△L、L值代入(2)式求出△L/L。
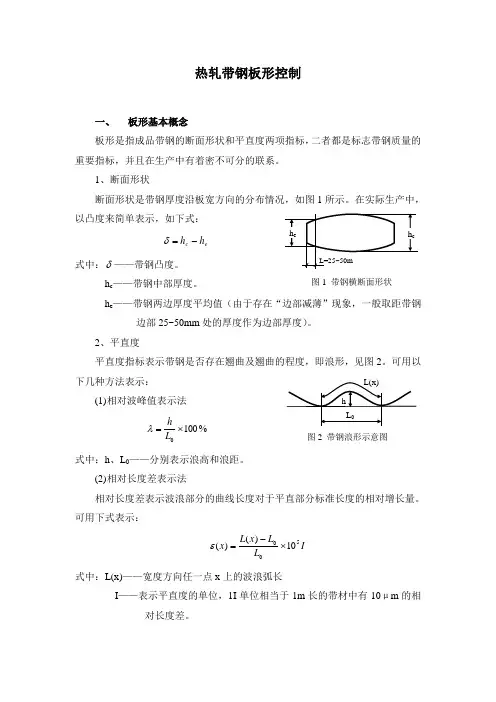
热轧带钢板形控制一、 板形基本概念板形是指成品带钢的断面形状和平直度两项指标,二者都是标志带钢质量的重要指标,并且在生产中有着密不可分的联系。
1、断面形状断面形状是带钢厚度沿板宽方向的分布情况,如图1所示。
在实际生产中,以凸度来简单表示,如下式:e c h h -=δ式中:δ——带钢凸度。
h c ——带钢中部厚度。
h e ——带钢两边厚度平均值(由于存在“边部减薄”现象,一般取距带钢边部25~50mm 处的厚度作为边部厚度)。
2、平直度平直度指标表示带钢是否存在翘曲及翘曲的程度,即浪形,见图2。
可用以下几种方法表示:(1) 相对波峰值表示法%1000⨯=L hλ式中:h 、L 0——分别表示浪高和浪距。
(2) 相对长度差表示法相对长度差表示波浪部分的曲线长度对于平直部分标准长度的相对增长量。
可用下式表示:I L L x L x 5010)()(⨯-=ε 式中:L(x)——宽度方向任一点x 上的波浪弧长I ——表示平直度的单位,1I 单位相当于1m 长的带材中有10μm 的相对长度差。
图1 带钢横断面形状图2 带钢浪形示意图另外,还有张力差表示法、向量表示法和带钢断面的多项式表示法等。
二、 板形控制原理 1、凸度控制在带钢轧制过程中,其断面形状最终将取决于两工作辊间的辊缝形状。
因为辊缝形状由工作辊辊型曲线决定,所以,凡是影响工作辊辊型曲线形状的因素都会改变带钢的断面形状。
影响带钢凸度的因素有:(1) 工作辊原始凸度; (2) 工作辊热凸度; (3) 工作辊磨损凸度;(4) 工作辊在轧制力及弯辊力作用下产生的弯曲挠度;(5) 工作辊在不均匀分布的轧制力作用下沿板宽方向产生的弹性压扁。
控制带钢凸度(即控制工作辊辊缝形状)的方法因轧机的技术装备水平不同而不同。
(1) 以原始辊型设计为基础,合理地编制轧制规程。
通过合理分配各架轧机的负荷,来补偿因轧辊热凸度、磨损凸度和弹性变形而带来的辊缝形状的改变。
第1讲 板形控制的基本理论板形是带钢产品的主要质量指标之一。
良好的板形不仅是带钢用户的永恒要求,也是生产过程中保证带钢在各条连续生产线上顺利通行的需要。
因此,解决产品板形问题、提高实物板形质量始终是板带生产中重点关注和孜孜以求的目标之一。
与此相对应,关于板形理论和板形技术的研究在近几十年一直都是本领域中的热点课题,并且取得了长足的进步。
目前,关于板形理论和板形技术的研究仍呈蓬勃向前的发展态势。
1 板形的概念1. 板形的描述 板形统指带材的横截面几何形状和带材在自然状态下的表观平坦性两个特征,如图1-1所示。
因此要定量描述板形就需要分别反映横截面几何形状和平坦性的多个指标。
一般地讲,板形包括凸度、楔形、边部减薄量、局部高点和平坦度五项内容。
(1) 凸度 即横截面中点厚度hf(0)与两侧边部标志点平均厚度之差,以CW 表示CW hf hf B be hf be B =--+-().[(/)(/)]00522 (1-1)式中 B −−带材宽度;hf (x )——带材横截面上距中点x 处的厚度;be −−带材边部标志点位置,一般取be = 25mm 或40mm 。
(2) 楔形 即横截面操作侧与传动侧边部标志点的厚度之差,以CW1表示CW hf be B hf B be 122=---(/)(/) (1-2)(3) 边部减薄量 即横截面操作侧或传动侧的边部标志点厚度与边缘位置厚度之差。
E M = hf (B/2-be ) - hf (B/2-be ) (1-3)E O = hf (be-B/2) - hf (be -B/2) (1-4)式中 be −−带材边缘位置,一般取be = 5mm ;E M ——传动侧边部减薄量;E O ——操作侧边部减薄量。
(4) 局部高点 指横截面上局部范围内的厚度凸起。
a) h c h ed h eob)图1-1 板形横截面几何形状及平坦度a)横截面几何形状;b)平坦度对于宽带材有时需进一步把带材凸度区别定义为二次凸度CW2和四次凸度CW4。
板形控制板形控制是冷轧板带加工的核心控制技术之一,近年来随着科学技术的不断进步,先进的板形控制技术不断涌现,并日臻完善,板形控制技术的发展,促进了冷轧板带工业的装备进步和产业升级,生产效率和效益大幅提升。
一、板形的概念1、板形的基本概念板形直观来说是指板带材的翘曲度,其实质是板带材内部残余应力的分布。
只要板带材内部存在残余应力,即为板形不良。
如残余应力不足以引起板带翘曲,称为“潜在”的板形不良;如残余应力引起板带失稳,产生翘曲,则称为“表观”的板形不良。
2、板形的表示方法板形的表示方法有相对长度差表示法、波形表示法、张力差表示法和厚度相对变化量表示法等多种方式。
其中前两种方法在生产控制过程中较为常用。
3、常见的板形缺陷及分析常见的板形缺陷有边部波浪、中间波浪、单边波浪、二肋波浪和复合波浪等多种形式,主要是由于轧制过程中带材各部分延伸不均,产生了内部的应力所引起的。
为了得到高质量的轧制带材,必须随时调整轧辊的辊缝去适合来料的板凸度,并补偿各种因素对辊缝的影响。
对于不同宽度、厚度、合金的带材只有一种最佳的凸度,轧辊才能产生理想的目标板形。
因此,板形控制的实质就是对承载辊缝的控制,与厚度控制只需控制辊缝中点处的开口精度不同,板形控制必须对轧件宽度跨距内的全辊缝形状进行控制。
二、影响板形的主要因素影响板形的主要因素有以下几个方面∶(1)轧制力的变化;(2)来料板凸度的变化;(3)原始轧辊的凸度;(4)板宽度;(5)张力;(6)轧辊接触状态;(7)轧辊热凸度的变化。
三、板形控制先进技术改善和提高板形控制水平,需要从两个方面入手,一是从设备配置方面,如采用先进的板形控制手段,增加轧机刚度等;二是从工艺配置方面,包括轧辊原始凸度的给定、变形量与道次分配等。
常规的板形控制手段主要有弯辊控制技术、倾辊控制技术和分段冷却控制技术等。
近年来,一些特殊的控制技术,如抽辊技术(HC轧机和UC系列轧机)、涨辊技术(VC轧机和IC轧机)、轧制力分布控制技术(DSR动态板形辊)和轧辊边部热喷淋技术等先进的板形控制技术,得到日益广泛的应用。
板形与板形控制基础知识目录一、概述 (2)1.1 板形的定义与特点 (3)1.2 板形的重要性及应用领域 (3)二、板形种类与结构 (4)2.1 常见板形种类 (5)2.2 板形结构特点 (6)2.3 不同板形的用途与选择 (7)三、板形控制基础 (8)3.1 板形控制概述 (10)3.2 板形控制原理 (11)3.3 板形控制方法分类 (12)四、板形控制技术与工艺 (13)4.1 原料选择与准备 (15)4.2 轧制技术与工艺 (16)4.3 热处理技术与工艺 (18)4.4 板形检测与调整技术 (19)五、板形控制实践中的注意事项 (20)5.1 安全操作规范 (21)5.2 设备维护与保养 (22)5.3 生产过程中的质量控制 (23)六、板形控制技术发展趋势与挑战 (25)6.1 国内外板形控制技术现状 (26)6.2 新型板形控制技术应用前景 (27)6.3 板形控制技术面临的挑战与机遇 (28)七、结语 (29)7.1 学习板形与板形控制的重要性 (30)7.2 未来展望与建议 (31)一、概述板形与板形控制基础知识是涉及材料加工、制造业等领域的重要概念。
在现代工业生产中,对于板材的形状、尺寸和表面质量的要求越来越高,掌握板形与板形控制基础知识对于提高产品质量、优化生产流程具有至关重要的意义。
即板材的形状和尺寸精度,直接影响到产品的使用性能和外观质量。
在金属板材加工过程中,由于原材料的不均匀性、加工过程中的热应力、机械应力等因素,往往会导致板形出现各种缺陷,如弯曲、扭曲、翘曲等。
对板形进行控制,是保证产品质量的关键环节。
板形控制则是通过一系列工艺措施和技术手段,对板材的加工过程进行调控,以达到预期的板形要求。
这涉及到材料科学、力学、工艺学等多个学科的知识。
在实际生产中,常见的板形控制方法包括热处理控制、机械矫直、辊压控制等。
了解板形与板形控制基础知识,可以帮助从业人员更好地理解生产过程中的各种问题,提高产品质量和生产效率。