粉末冶金新技术新工艺
- 格式:doc
- 大小:6.03 MB
- 文档页数:22
粉末冶金制粉新工艺粉末冶金制粉工艺是最近新出现的冶金工艺,也被称为冲击型冶金法,它是一种用来不断研究新材料和加工方法的工艺性能优良的重要工艺流程。
粉末冶金制粉的主要原料一般是由矿石、废料熔炼金属或者金属合金的粉末,其中的添加物一般是以热喷涂技术从外部添加到合金中,以改变其组成和性能;预收粉末通常应采用连续的研磨机和粉末冶金工艺,使其中的粒径达到要求。
粉末冶金制粉工艺是以熔融分离或点焊的方法结合粉末冶金方法,利用电弧焊技术或工艺(包括电弧渗透焊技术,埋弧熔接技术或等离子辅助金属气相熔覆技术)来生产多孔机械零件。
这一工艺不但可以减少表面缺陷、减少机械加工环节,而且可以改变机件的特性,进一步提高机件的加工效率。
粉末冶金制粉工艺具有众多优势,如粉末可以通过不规则的空气流体来反复混合,并具有灵活的粒径控制,可在较短的时间内获得较小的粒径,只能生产加工更精细的零部件,可以满足精密零件制造。
粉末冶金制粉工艺在现代制造业发展迅速,得到了广泛的应用,但同时也存在着一些问题,如受工艺抗击性的影响,它的均匀性比其他冶金方法更差,这是由于针对细小粒度的粉末,分散性和反应性不够,在实际应用中,一些细小分散的粉末可能会因不均匀的反应而形成多孔的有害物质。
粉末冶金制粉工艺在不断研发日趋多元新材料,改变传统冶金工艺中复杂的工序,已经受到了广泛的关注和赞誉。
简单、快捷、低成本是粉末冶金制粉工艺的最大优势,将来有望成为制造行业的主流方式。
Powder metallurgy sintering process is a newly emerging metallurgical process, also called impact metallurgy, is a key process with excellent process performance to continuously study new materials and processing methods.The main raw materials of powder metallurgy sintering process are generally powders of ore, waste metal or metal alloy produced by smelting, and the additives are generally added to the alloy from the outside by thermal spraying technology to change its composition and performance. The pre-receiving powder should generally use continuous grinding machines and powder metallurgy process to make its particle size meet the requirements.Powder metallurgy sintering process combines powder metallurgical method with melting separation or spot welding method, and uses arc welding technology or process (including arc infiltration welding technology, buried arc welding technology or plasma assisted metal gas phase coating technology) to produce porous mechanical parts. This process not only reduces surface defects and reduces machining links, but also can change the characteristics of parts and further improve the machiningefficiency of parts.Powder metallurgy sintering process has many advantages, such as powder can be repeatedly mixed by irregular air fluid and has flexible particle size control, and can obtain smaller particles in a short time. It can only produce more finely processed parts and meet the requirements of precision parts manufacturing.Powder metallurgy sintering process has developed rapidly in modern manufacturing industry, and has been widely used, but at the same time, there are also some problems, such as the influence of process impact resistance, its homogeneity is worse than other metallurgical methods, which is due to the small particle size of powder, Poor dispersion and reactivity may form harmful substances with porous structure due to uneven reaction in practical application.Powder metallurgy sintering process has been widely concerned and praised for its continuous research and development of multi-material new materials and change of complex processes in traditional metallurgical process. Simple, fast, low-cost is the biggest advantage of powder metallurgy sintering process, which is expected to become the mainstream way in manufacturing industry in the future.。
粉末冶金新工艺引言在传统的冶金工艺中,通常使用铸造、锻造、热处理等方法来加工金属材料,这些方法虽然经过长时间的发展已经非常成熟,但仍然存在一些局限性。
粉末冶金作为一种新兴的金属加工方法,在近年来得到了广泛研究和应用。
粉末冶金利用金属粉末作为原料,通过压制、烧结等步骤形成所需的零件或材料,具有独特的优势。
本文将介绍一种新的粉末冶金工艺——粉末冶金新工艺1,以及其在金属材料加工中的应用。
粉末冶金新工艺1的原理和步骤粉末冶金新工艺1是一种基于烧结的加工方法,其具体步骤如下:1.原料准备:选取合适的金属粉末作为原料,根据所需产品的要求选择不同种类和粒度的粉末,并进行预处理,如调整湿度和筛分等。
2.混合与成型:将不同种类的金属粉末按照一定的比例混合,并通过压制成型的方式得到所需形状的绿体。
3.烧结:将成型后的绿体在高温条件下进行烧结,使粉末颗粒间相互结合,形成致密的金属材料。
在烧结过程中,可根据需要添加适量的添加剂来改善材料的性能。
4.后续处理:烧结后的材料可以进行一些后续处理步骤,如热处理、表面处理等,以进一步改善材料的性能和外观。
粉末冶金新工艺1的优势和应用粉末冶金新工艺1相比传统的金属加工方法,具有以下优势:•原料利用率高:粉末冶金可以有效利用金属粉末,几乎没有材料浪费。
•复杂形状制造:通过粉末冶金新工艺1,可以制造出复杂形状的零件和材料,提供更大的设计自由度。
•材料性能可调控:可以通过调整不同金属粉末的比例和添加剂的种类和含量,来调控材料的物理、化学和机械性能。
•节能环保:相比传统的金属加工方法,粉末冶金新工艺1在能源消耗和环境污染方面都更加节约和环保。
粉末冶金新工艺1在金属材料加工中有着广泛的应用,主要包括以下几个方面:1.制造耐磨材料:通过粉末冶金新工艺1,可以制造出各种耐磨材料,如高硬度的刀具、磨料和磨损件等。
2.制造高强度材料:通过控制金属粉末的成分和烧结工艺,可以制造出高强度的材料,常用于航空航天、汽车和机械工程等领域。

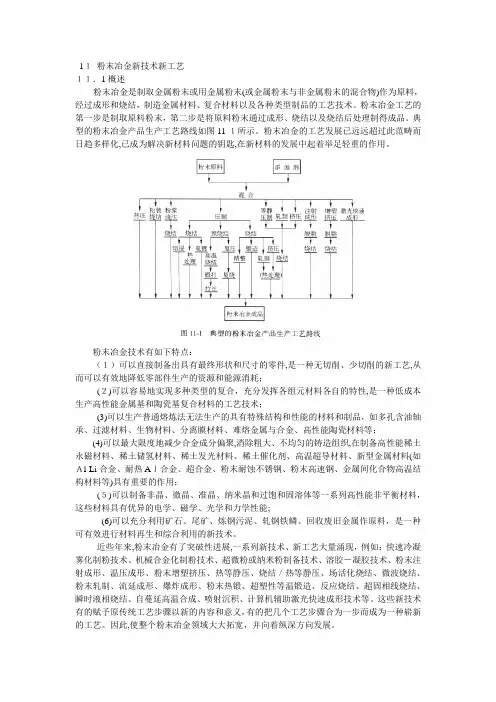
11粉末冶金新技术新工艺11.1概述粉末冶金是制取金属粉末或用金属粉末(或金属粉末与非金属粉末的混合物)作为原料,经过成形和烧结,制造金属材料、复合材料以及各种类型制品的工艺技术。
粉末冶金工艺的第一步是制取原料粉末,第二步是将原料粉末通过成形、烧结以及烧结后处理制得成品。
典型的粉末冶金产品生产工艺路线如图11-1所示。
粉末冶金的工艺发展已远远超过此范畴而日趋多样化,已成为解决新材料问题的钥匙,在新材料的发展中起着举足轻重的作用。
粉末冶金技术有如下特点:(1)可以直接制备出具有最终形状和尺寸的零件,是一种无切削、少切削的新工艺,从而可以有效地降低零部件生产的资源和能源消耗;(2)可以容易地实现多种类型的复合,充分发挥各组元材料各自的特性,是一种低成本生产高性能金属基和陶瓷基复合材料的工艺技术;(3)可以生产普通熔炼法无法生产的具有特殊结构和性能的材料和制品,如多孔含油轴承、过滤材料、生物材料、分离膜材料、难熔金属与合金、高性能陶瓷材料等;(4)可以最大限度地减少合金成分偏聚,消除粗大、不均匀的铸造组织,在制备高性能稀土永磁材料、稀土储氢材料、稀土发光材料、稀土催化剂、高温超导材料、新型金属材料(如Al-Li合金、耐热Al合金、超合金、粉末耐蚀不锈钢、粉末高速钢、金属间化合物高温结构材料等)具有重要的作用;(5)可以制备非晶、微晶、准晶、纳米晶和过饱和固溶体等一系列高性能非平衡材料,这些材料具有优异的电学、磁学、光学和力学性能;(6)可以充分利用矿石、尾矿、炼钢污泥、轧钢铁鳞、回收废旧金属作原料,是一种可有效进行材料再生和综合利用的新技术。
近些年来,粉末冶金有了突破性进展,一系列新技术、新工艺大量涌现,例如:快速冷凝雾化制粉技术、机械合金化制粉技术、超微粉或纳米粉制备技术、溶胶-凝胶技术、粉末注射成形、温压成形、粉末增塑挤压、热等静压、烧结/热等静压、场活化烧结、微波烧结、粉末轧制、流延成形、爆炸成形、粉末热锻、超塑性等温锻造、反应烧结、超固相线烧结、瞬时液相烧结、自蔓延高温合成、喷射沉积、计算机辅助激光快速成形技术等。

粉末冶金新技术近年来,为了满足对粉末的各种要求,粉末冶金技术得到飞速发展,出现了各种各样生产粉末的新方法,如机械合金化、粉末注射成形、温压成形、喷射成形、微波烧结、放电等离子烧结、自蔓延高温合成、使得粉末冶金材料和技术等。
粉末冶金不仅是一种材料制造技术,而且其本身包含着材料的加工和处理,它以少无切削的特点越来越受到重视,并逐步形成了自身的材料制备工艺理论和材料性能理论的完整体系。
现代粉末冶金技术不仅保持和大大发展了其原有的传统特点(如少无切削、少无偏析、均匀细晶、低耗、节能、节材、金属-非金属及金属高分子复合等),而且已发展成为制取各种高性能结构材料、特种功能材料和极限条件下工作材料、各种形状复杂的异型件的有效途径。
粉末冶金新技术得到了各国的普遍重视,其应用也越来越广泛,本文主要具体介绍了粉末冶金的一些新技术。
1.快速原形制备技术(RP)[1]快速原型制造技术,又称快速成型技术,简称RP 技术。
快速成型(RP) 技术是20世纪80年代后期发展起来的一项先进制造技术,它可以在无需准备任何模具、刀具和工装卡具的情况下,直接根据产品设计(CAD) 数据,快速制造出新产品的样件、模具或模型,与传统的铸、锻、轧、焊、车、铣、刨、磨等一系列加工过程相比,原型制造的加工过程大大缩短了加工周期并降低了产品研制的成本,对促进企业产品创新、提高产品竞争力有积极的推动作用。
美国、欧洲及日本等发达国家已将快速成型技术应用于电子信息、汽车、通讯、机械交通、轻工家电、航天航空、医疗器械、塑料、模具、建筑模型等众多行业。
但目前国内外对金属快速成型还在起步阶段,成功的示例并不多,主要集中在碳钢和其他几种特殊的金属以及它们的合金上面。
快速原型技术是在现代CAD/CAM 技术、激光技术、计算机数控技术、精密伺服驱动技术以及新材料等技术的基础上集成发展起来的,是多学科交叉技术综合的结晶。
RP 的基本原理是首先将三维实体模型数据(STL文件) 按一定方向分层为层片模型数据(CLI文件) ,快速原型成型机再根据这些数据,利用特定的材料,形成一系列具有一个微小厚度的片状实体,再采用熔结、聚合、粘结等手段使其逐层堆积成一体,便可以制造出所设计的新产品样件、模型或模具,直至完成整个实体的创建。
粉末冶金制粉新工艺粉末冶金是利用不同粉末材料,通过变形热处理和锻造等工艺加工而产生的金属材料。
它的特点是能够制造出非常精细的金属零件,能够按照客户的需求进行精确的设计。
近年来,粉末冶金制粉技术发展迅速,并且在机械制造工艺中得到了广泛的应用,对加工复杂零件和金属表面处理有着重要的作用。
粉末冶金制粉新工艺可分为两大类:热加工工艺和冶金工艺。
热加工工艺是以金属粉末(或粉末混合料)为原料,利用不同的模具进行变形热处理,从而获得高品质的粉末冶金制品。
而冶金工艺则利用金属粉末和其他原料混合,在高温下用热处理和锻造工艺,使其成为新型精密零件。
因此,粉末冶金工艺通常用来制作薄壁、复杂形状及精密结构的零件,在机械制造领域有着重要的应用价值。
粉末冶金制粉新工艺的优势在于节省材料成本,减少加工工时,提高加工精度,改善零件表面质量以及提高零件的寿命。
具体来说,粉末冶金制粉能够减少加工工件的材料成本,因为它采用粉末材料作为原料,可以有效的节省金属材料的消耗。
同时,粉末冶金制粉能够快速的生产零件,大大缩短了加工周期。
此外,粉末冶金制粉也能够提高零件的加工精度。
由于采用了精细的粉末材料,能够在一定程度上改善零件的表面质量,从而提高零件的使用寿命。
粉末冶金制粉新工艺也有一些缺点。
目前,粉末冶金制粉工艺的装备投资高,必须购买新型的设备才能满足生产需要,从而使成本居高不下。
此外,粉末冶金制粉的成型条件也比较严格,如果不能正确掌握模具的配置及变形温度,就无法保证工件的一致性和质量。
尽管粉末冶金制粉新工艺存在一定的缺点,但是它在机械制造领域仍然具有重要的应用价值,它可以节省材料成本,减少加工工时,提高加工精度,改善零件的表面质量,提高零件的使用寿命。
因此,粉末冶金制粉新工艺仍然会在未来得到更多的应用和发展。
总之,粉末冶金制粉新工艺是一种经济、高效的加工工艺,能够有效的满足客户的需求,为机械制造工艺的提高和发展提供了有力的支持,值得进一步研究和发展。
粉末冶金制粉新工艺
随着技术的进步,人们在不断探索新的加工工艺,以满足不同的应用需求。
粉末冶金制粉新工艺是其中的一种,它可以解决粉末冶金中的制粉问题,提高了加工效率。
首先,粉末冶金制粉新工艺采用固定结构,具有高度耐腐蚀性。
另外,它有一个紧凑型电气控制系统,它可以自动检测粉末特性,并在特定范围内自动调节粉末的尺寸。
这样,就能够有效提高粉末的性能,且粉末的细度可以精确控制。
粉末冶金制粉新工艺还拥有自动控温功能,在粉末制备过程中,可以保持温度适宜,确保粉末的质量更好。
此外,它还具有调节粉末尺寸的功能,在粉末制备过程中,可以调节粉末尺寸,以满足不同要求。
此外,粉末冶金制粉新工艺还具有一定的安全性,它具有良好的低温保护,可以有效防止粉末超温,保护粉末的质量。
另外,粉末冶金制粉新工艺在速度上也有一定的优势,它可以达到比传统方法更快的速度。
综上所述,粉末冶金制粉新工艺具有固定结构、高效加工能力、自动控温功能、调节粉末尺寸和良好的安全性等许多优点。
它可以大大提高粉末冶金加工效率,确保产品的质量,为客户提供更好的服务。
粉末冶金制粉新工艺作为一项新技术,需要更多的研究和实践,以便提高工艺水平和提升行业的发展。
另外,业界也需要定期对新工艺的性能进行测试,以确保其性能和可靠性,让客户放心使用。
粉末冶金制粉新工艺是当今粉末冶金行业发展的必然趋势,它可以提高加工效率,保证产品质量,为行业发展提供更多的可能性和发展机会。
粉末冶金制粉新工艺
粉末冶金是一种重要的金属加工工艺,其加工能力高,产品准确,耐用性强,被广泛应用于各行各业。
随着经济的发展,粉末冶金工艺也在不断进步,研制新型的粉末冶金技术,以满足不同行业的需求。
本文主要介绍一种新型的粉末冶金工艺粉末冶金制粉新工艺。
粉末冶金制粉新工艺是一种综合运用粉末冶金技术和粉体技术
的制作工艺。
主要运用粉末冶金技术将原材料冶炼成金属粉末,然后利用粉体技术,将粉末冶金制品加工成满足要求的固体颗粒。
优点:首先,粉末冶金制粉新工艺可以让原料更充分地发挥潜能,提高加工效率,有助于节省原料成本;其次,新工艺可以提高制粉品质,提升产品可靠性;再者,新工艺也可以减少污染,帮助我们建设一个更美好的环境。
缺点:粉末冶金工艺的投入较大,需要专业的技术人员,复杂的工艺流程,会比一般的加工方式花费更多的时间;而且,粉末冶金制粉新工艺还存在一定的风险,比如温度控制不当,冶炼的过程中会受到影响。
综上所述,粉末冶金制粉新工艺是一种将粉末冶金技术和粉体技术结合在一起的制粉工艺,具有成本低、效率高、节省资源和减少污染等优点,但也存在一定的风险,需要专业的技术人员参与和投入,时间消耗较多。
考虑到综合因素,合理使用粉末冶金制粉新工艺可以提高加工效率,提升产品品质,节省资源,减少污染,为节能减排、保护环境作出贡献。
粉末冶金新工艺引言粉末冶金作为一种重要的金属材料加工方法,在工程领域有广泛的应用。
它通过将金属或非金属粉末制备成型、烧结等工艺,实现了特殊材料的制备和性能的调控。
随着科技的进步,粉末冶金领域也在不断发展和创新。
本文将介绍一种新型的粉末冶金工艺,以及其在材料领域的应用和前景。
新工艺概述传统的粉末冶金工艺通常包括粉末制备、成型和烧结等步骤。
而新工艺则引入了更多的创新技术和工艺,使得材料的制备过程更加高效、环保和灵活。
其中,主要包括以下几个方面的进展:1. 基于3D打印技术的粉末冶金在传统的粉末冶金工艺中,成型常常是通过模具进行的,限制了材料的形状和结构。
而基于3D 打印技术的粉末冶金则克服了这一限制,可以直接将粉末打印成复杂的形状和结构。
这不仅提高了材料的设计自由度,还大大简化了制备过程,节约了时间和成本。
2. 纳米粉末的应用纳米粉末在粉末冶金工艺中具有很高的活性和表面能,可以实现更高的致密性和强度。
新工艺通过优化粉末制备和成型工艺,使得纳米粉末的应用得到了极大的推广。
这使得制备出的材料具有更好的性能和潜力,适用于更多的领域。
3. 新型烧结工艺传统的烧结过程通常需要高温和长时间,容易导致材料的显微组织变形和质量损失。
而新工艺通过引入更加先进的烧结工艺,如快速烧结、微波烧结和电子束烧结等,达到了更高的烧结效果和质量控制,提高了材料的性能和稳定性。
应用和前景粉末冶金的新工艺在材料领域有着广泛的应用和前景。
以下是几个典型的应用场景:1. 3D打印制造业基于3D打印技术的粉末冶金对于制造业来说是一种革命性的工艺。
它可以快速制造复杂的产品,并且可以根据不同的需求进行定制化设计。
这不仅可以缩短产品的研发周期,还可以提高产品的性能和质量。
因此,在航空航天、汽车制造、医疗器械等领域都有着广泛的应用和前景。
2. 高性能功能材料制备粉末冶金新工艺可以制备出各种高性能功能材料,如高温合金、超硬材料、导热材料等。
这些材料在航空航天、能源、电子等领域有着重要的应用。
粉末冶金新工艺2简介粉末冶金是一种通过粉末的成型和烧结来制备材料的高效工艺。
随着技术的发展,粉末冶金的新工艺不断涌现,为材料制备和工业应用带来了新的机遇和挑战。
本文将介绍粉末冶金新工艺的背景、原理、应用和未来发展方向。
传统的粉末冶金工艺主要包括粉末的混合、成型和烧结。
虽然这些工艺已经能够满足一些材料制备的需求,但仍然存在一些限制。
例如,成型过程中易产生结构不均匀和缺陷,烧结过程中难以实现高密度和纯度的材料。
为了克服这些限制,研究人员不断尝试创新,提出了一系列粉末冶金新工艺。
粉末冶金新工艺主要通过改进粉末的制备、成型和烧结过程来提高材料的性能。
其中一种主要的新工艺是原子层沉积(ALD)工艺。
ALD工艺通过在材料表面逐层沉积原子或分子,可以实现对材料性能的精确调控。
另一种新工艺是电磁场辅助烧结。
通过应用电磁场,可以增加粉末烧结过程中的热传导和质量传输,从而实现高密度和高纯度的材料制备。
粉末冶金新工艺在各个领域都有广泛的应用。
例如,在航空航天领域,粉末冶金新工艺可以制备轻质高强度的合金材料,用于飞行器的结构件和发动机部件。
在电子领域,粉末冶金新工艺可以制备高导电性和高热传导性的材料,用于电子器件和散热器。
在生物医学领域,粉末冶金新工艺可以制备生物相容性和生物活性材料,用于人工骨骼和人工关节等医疗器械。
未来发展方向粉末冶金新工艺仍然具有较大的发展潜力。
未来的研究重点将集中在以下几个方面:1.新材料的开发:研究人员将继续寻找新的粉末冶金材料,并通过优化工艺参数和控制烧结过程来改善材料的性能和稳定性。
2.工艺的优化:研究人员将不断探索新的粉末冶金工艺,并通过改进成型和烧结设备来提高工艺效率和材料质量。
3.多功能材料的制备:研究人员将努力开发具有多功能性的粉末冶金材料,以满足不同领域的需求。
4.可持续发展:研究人员将致力于减少粉末冶金过程中的能耗和环境污染,推动粉末冶金工艺的可持续发展。
总之,粉末冶金新工艺将为材料制备和工业应用带来新的机遇和挑战。
11 粉末冶金新技术新工艺11.1概述粉末冶金是制取金属粉末或用金属粉末(或金属粉末与非金属粉末的混合物)作为原料,经过成形和烧结,制造金属材料、复合材料以及各种类型制品的工艺技术。
粉末冶金工艺的第一步是制取原料粉末,第二步是将原料粉末通过成形、烧结以及烧结后处理制得成品。
典型的粉末冶金产品生产工艺路线如图11-1所示。
粉末冶金的工艺发展已远远超过此范畴而日趋多样化,已成为解决新材料问题的钥匙,在新材料的发展中起着举足轻重的作用。
粉末冶金技术有如下特点:(1)可以直接制备出具有最终形状和尺寸的零件,是一种无切削、少切削的新工艺,从而可以有效地降低零部件生产的资源和能源消耗;(2)可以容易地实现多种类型的复合,充分发挥各组元材料各自的特性,是一种低成本生产高性能金属基和陶瓷基复合材料的工艺技术;(3)可以生产普通熔炼法无法生产的具有特殊结构和性能的材料和制品,如多孔含油轴承、过滤材料、生物材料、分离膜材料、难熔金属与合金、高性能陶瓷材料等;(4)可以最大限度地减少合金成分偏聚,消除粗大、不均匀的铸造组织,在制备高性能稀土永磁材料、稀土储氢材料、稀土发光材料、稀土催化剂、高温超导材料、新型金属材料(如Al-Li合金、耐热Al合金、超合金、粉末耐蚀不锈钢、粉末高速钢、金属间化合物高温结构材料等)具有重要的作用;(5)可以制备非晶、微晶、准晶、纳米晶和过饱和固溶体等一系列高性能非平衡材料,这些材料具有优异的电学、磁学、光学和力学性能;(6)可以充分利用矿石、尾矿、炼钢污泥、轧钢铁鳞、回收废旧金属作原料,是一种可有效进行材料再生和综合利用的新技术。
近些年来,粉末冶金有了突破性进展,一系列新技术、新工艺大量涌现,例如:快速冷凝雾化制粉技术、机械合金化制粉技术、超微粉或纳米粉制备技术、溶胶-凝胶技术、粉末注射成形、温压成形、粉末增塑挤压、热等静压、烧结/热等静压、场活化烧结、微波烧结、粉末轧制、流延成形、爆炸成形、粉末热锻、超塑性等温锻造、反应烧结、超固相线烧结、瞬时液相烧结、自蔓延高温合成、喷射沉积、计算机辅助激光快速成形技术等。
这些新技术有的赋予原传统工艺步骤以新的内容和意义,有的把几个工艺步骤合为一步而成为一种崭新的工艺。
因此,使整个粉末冶金领域大大拓宽,并向着纵深方向发展。
粉末冶金新技术、新工艺的应用,不但使传统的粉末冶金材料性能得到根本的改善,而且使得一批高性能和具有特殊性能的新一代材料相继产生。
例如:高性能摩擦材料、固体自润滑材料、粉末高温合金、高性能粉末冶金铁基复合和组合零件、粉末高速钢、快速冷凝铝合金、氧化物弥散强化合金、颗粒增强复合材料,高性能难熔金属及合金、超细晶粒及涂层硬质合金、新型金属陶瓷、特种陶瓷、超硬材料、高性能永磁材料、电池材料、复合核燃料、中子可燃毒物、粉末微晶材料和纳米材料、快速冷凝非晶和准晶材料、隐身材料等。
这些新材料都需要以粉末冶金作为其主要的或惟一的制造手段。
本章将简要介绍粉末冶金的基本工艺原理和方法,重点介绍近年米粉末冶金新技术和新工艺的发展和应用状况。
11.2雾化制粉技术粉末冶金材料和制品不断增多,其质量不断提高,要求提供的粉末的种类也愈来愈多。
例如,从材质范围来看,不仅使用金属粉末,也要使用合金粉末、金属化合物粉末等;从粉末形貌来看,要求使用各种形状的粉末,如生产过滤器时,就要求球形粉末;从粉末粒度来看,从粒度为500~1000 m的粗粉末到粒度小于0.1 m的超细粉末。
近几十年来,粉末制造技术得到了很大发展。
作为粉末制备新技术,第一个引人注目的就是快速凝固雾化制粉技术。
快速凝固雾化制粉技术是直接击碎液体金属或合金并快速冷凝而制得粉末的片法。
快速凝固雾化制粉技术最大的优点是可以有效地减少合金成分的偏析,获得成分均匀的合金粉末。
此外,通过控制冷凝速率可以获得具有非晶、准晶、微晶或过饱和固溶体等非平衡组织的粉末。
它的出现无论对粉末合金成分的设计还是对粉末合金的微观结构以及宏观特性都产生了深刻影响,它给高性能粉末冶金材料制备开辟了一条崭新道路,有力地推动了粉末冶金的发展。
雾化法最初生产的是像锡、铅、锌、铝等低熔点金属粉末,进一步发展能生产熔点在1600~1700℃以下的铁粉及其他粉末,如纯铜、黄铜、青铜、合金钢、不锈钢等金属和合金粉末。
近些年,随着人们对雾化制粉技术快速冷凝特性的认识,其应用领域不断地拓宽,如高温合金、Al-Li合金、耐热铝合金、非晶软磁合金、稀土永磁合金、Cu-Pb和Cu-Cr假合金等。
借助高压液流(通常是水或油)或高压气流(空气、惰性气体)的冲击破碎金属液流来制备粉末的方法,称为气雾化或水(油)雾化法,统称二流雾化法(图11-2);用离心力破碎金属液流称为离心雾化(图11-3);利用超声波能量来实现液流的破碎称为超声雾化(图11-4)。
雾化制粉的冷凝速率一般为103~106℃/s。
11.2.1二流雾化根据雾化介质(气体、水或油)对金属液流作用的方式不同,二流雾化法具有多种形式:(1)垂直喷嘴。
雾化介质与金属液流互呈垂直方向,如图11-5(a)所示。
这样喷制的粉末一般较粗,常用来喷制铝、锌等粉末。
(2)V形喷嘴。
两股板状雾化介质射流呈V形,金属液流在交叉处被击碎,如图ll-5(b)所示。
这种喷嘴是在垂直喷嘴的基础上改进而成的,其特点是不易发生堵嘴。
瑞典霍格纳斯公司最早用此法以水喷制不锈钢粉。
(3)锥形喷嘴。
采用如图11-5(c)所示的环孔喷嘴,雾化介质以极高的速度从若干个均匀分布在圆周上的小孔喷出构成一个未封闭的气锥,交汇于锥顶点,将流经该处的金属液流击碎。
这种喷嘴雾化效率较高,但要求金属液流对中好,而且由于雾化介质高速射出时会在锥中形成真空,容易造成液滴反飞,并在喷嘴上凝固而堵嘴。
(4)漩涡环形喷嘴。
采用如图11-5(d)所示的环缝喷嘴,压缩气体从切向进入喷嘴内腔。
然后高速喷出形成一漩涡状锥体,金属液流在锥顶被击碎。
雾化介质与金属液流的相互作用既有物理-机械作用,又有物理-化学变化。
高速气体射流或水射流,既是使金属液流击碎的动力源,又是一种冷却剂,就是说,一方面,在雾化介质同金属液流之间既有能量交换(雾化介质的动能变为金属液滴的表面能),又有热最交换(金属液滴将一部分热虽转给雾化介质)。
不论是能量交换,还是热量交换,都是一种物理-机械过程;另一方面,液体金属的黏度和表面张力在雾化过程和冷却过程中不断发生变化,这种变化反过来又影响雾化过程。
此外,在很多情况下,雾化过程中液体金属与雾化介质发生化学作用使金属液体改变成分(如氧化、脱碳等),因此,雾化过程也就具有物理-化学过程的特点。
在液体金属不断被击碎成细小液滴时,高速射流的动能变为金属液滴增大总表面积的表面能。
这种能量交换过程的效率极低,据估计不超过1%。
目前,从定量方面研究二流雾化的机理还很不够。
雾化过程非常复杂。
影响粉末性能(化学成分、粒度、颗粒形状和内部结构等)的因素很多,主要有喷嘴和聚粉装置的结构、雾化介质的种类和压力、金属液的表面张力、黏度、过热度和液流直径。
显然,雾化介质流和金属液流的动力交互作用愈显著,雾化过程愈强烈。
金属液流的破碎程度取决于介质流的动能,特别是介质流对金属液滴的相对速度以及金属液流的表面张力和运动黏度。
一般来说,金属液流的表面张力、运动黏度值是很小的,所以介质流对金属液滴的相对速度是最主要的。
粉末的形状主要取决于液流的表面张力和冷凝的时间。
金属液流的表面张力大,并且液滴在凝固前有充足的球化时间,将有利于获得球形粉术。
图11-6显示了不同雾化方法所得到的粉末的照片。
11.2.1.1气体雾化气体雾化法所用的雾化压力一般为2~8MPa,制得的粉末粒径一般为50~100 m,多为表面光滑的球形。
近年来已发展了一种新的紧耦合(Close Coupled)气体雾化喷枪,可以极大提高细粉率,粒径为30~40 m的粉末可占75%左右,粉末的冷凝速度也相应有了提高。
超声气体雾化法(USGA)是气体雾化技术中较为先进的一种,它是用速度高达2.5马赫的高速高频(80~100kHz)脉冲气流作为雾化介质的。
这种超声气流是用一系列哈脱曼(Hartman)冲击波管产生。
超声气体雾化法具有很高的雾化效率,例如,采用超声气体雾化法可以制成粒径为8 m的锡合金粉末和平均粒径为20 m的铝合金粉未,而且在这种铝合金粉末中粒径小于50 m的粉末出粉率高达90%以上。
超声气体雾化生产低熔点合金已达工业生产规模,而对于高熔点合金仍处于实验阶段和实验性生产规模,其存在的主要问题是雾化过程不稳定,易造成“堵嘴”现象。
通过提高雾化气体的温度,使气体的出口速度提高,可进一步提高细粉末的出粉率。
另一个值得注意的是德国Gerking发明的层流气体雾化技术,该技术采用了特殊的喷嘴设计,使雾化气体以层流的形式喷出,可将金属液流进一步细化。
用该技术生产的铝粉的中位径只有18m,90%粉末的粒径小于30 m。
用该技术生产316L不锈钢粉末,其中位径为30 m,90%粉末的粒径小于80 m。
但是,由于该技术采用了很小直径的金属液流(约1mm),批量生产时其导液管容易被堵塞。
全惰性气体雾化技术近年来发展很快,多种实验和生产规模的全惰性气体雾化制粉设备相继投入运行,为发展高性能的高温合金、铝合金、钛合金以及金属间化合物材料提供了有力的手段。
11.2.1.2高压水雾化在金属粉末雾化中发展最快的是20世纪60年代中期建立起来的高压水雾化技术。
水雾化法由于采用了密度较高的水做雾化介质,所以达到的冷凝速度要比一般气体雾化法高个数量级,粉末形状一般为不规则形。
它在纯铁粉、低合金钢粉、高合金钢粉、不锈钢粉和铜合金粉的制造中具有重大的技术经济优势,是钢铁粉末生产的主要发展方向。
高压水雾化目前只限于在不会出现过度氧化或在雾化期间形成的氧化物能很快被还原的那些可雾化合金。
在10MPa水压下的钢铁粉末粒度为100~200 m。
随着粉末注射成形等新型近净形成形技术的发展,超高压(>100MPa)水雾化被认为是制取细微(约100 m)粉末的有效途径。
例如,日本太洋金属公司为此开发了水压高达150MPa的超高压水雾化设备,其平均粒度可达3~5 m。
11.2.2离心雾化离心雾化法是利用机械旋转造成的离心力使金属熔液克服其表面张力,以细小的液滴甩出,然后在飞行过程中球化、冷凝成粉的一种制粉方法。
其中主要有旋转盘法(RD)(图11-3(a))、旋转坩埚法(RC)(图11-3(b))、旋转电极法(REP(图11-3(c))、电子束旋转电极法(EBRE)、等离子旋转电极法(PREP)(图11-7)等。
目前,上述方法都有工业性生产设备。
离心雾化的一个重要特点就是能制取几乎所有金属或合金的粉末,还可以制取难熔化合物(如氧化物,碳化物等)粉末。