第一章粉末冶金模具设计的基本原则和方法09
- 格式:ppt
- 大小:44.50 KB
- 文档页数:25
粉末冶金模具的设计与制造1. 引言粉末冶金是一种重要的金属制造工艺,广泛应用于汽车、航空航天、电子、能源等领域。
在粉末冶金工艺中,模具的设计与制造是关键环节,直接影响产品的质量和性能。
本文将介绍粉末冶金模具的设计与制造过程,包括模具材料的选择、模具的结构设计、加工工艺等内容,以帮助读者全面了解粉末冶金模具的制造方法和技术要点。
2. 模具材料的选择模具材料的选择是粉末冶金模具设计的第一步。
模具材料需要具备一定的硬度、耐磨性和耐各种腐蚀介质的能力。
常用的模具材料有以下几种:•工具钢:具有较高的硬度和韧性,适用于大部分粉末冶金模具的制造。
•高速钢:具有更高的硬度和耐磨性,适用于对模具耐磨性要求较高的情况。
•硬质合金:具有较高的硬度和耐磨性,适用于对模具耐磨性要求极高的情况。
在选择模具材料时,需要根据具体应用场景和成本考虑,综合各种性能指标做出合理选择。
3. 模具的结构设计模具的结构设计是粉末冶金模具制造中的核心环节。
良好的模具结构设计可以提高产品的制造效率和质量,降低生产成本。
以下是模具结构设计的几个要点:•模具的整体结构应该合理,易于安装和拆卸。
模具的结构应简洁、牢固,能够承受制造过程中的力和压力。
•模具的导向和定位系统要设计到位,以确保模具在制造过程中的稳定性和精度。
•模具的开合系统要灵活可靠,能够实现快速开合和调节。
对于大型模具,可以考虑采用液压或气动开合系统。
•模具的冷却系统要充分考虑,以保证模具在制造过程中能够及时散热,提高产品质量和生产效率。
4. 模具的制造过程粉末冶金模具的制造过程主要包括以下几个步骤:4.1 模具设计在模具设计阶段,根据产品的形状和尺寸要求,通过CAD软件进行三维建模。
在设计过程中,要充分考虑模具的可行性和制造工艺,以确保模具的质量和可生产性。
4.2 模具加工模具加工是模具制造的关键环节。
常用的模具加工方法包括数控加工、线切割、铣削等。
在加工过程中,需要根据模具材料和结构要求选择合适的加工工艺,精确控制加工尺寸和表面质量。
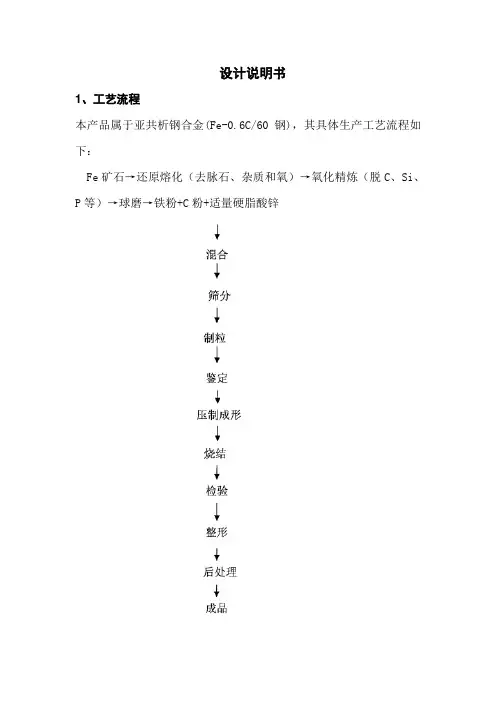
设计说明书1、工艺流程本产品属于亚共析钢合金(Fe-0.6C/60钢),其具体生产工艺流程如下:Fe矿石→还原熔化(去脉石、杂质和氧)→氧化精炼(脱C、Si、P等)→球磨→铁粉+C粉+适量硬脂酸锌2、压坯设计2.1产品零件分析该产品采用Fe-0.6C(60钢),属于铁基制品,其制品密度依靠较高的压坯密度来达到,因此,在压制成形时需要采用较高的单位压力(一般在400-500MPa)。
由于该产品零件形状比较简单,带一个外台阶,采用简单的单上双下模冲即可成形,并使其密度分布均匀。
有配合、定位、相对运动要求的零部件,产品尺寸精度和形位精度及表面粗糙度要求较高,因此,该产品的的尺寸精度定义为IT8、形位精度如图所示为7级,表面粗糙度精度要求为7级。
2.2压坯精度设计由模具设计任务书的零件成品图可得知该产品压坯同轴度需控制在0.08mm,相当于IT10级;压坯垂直度控制为0.1mm,相当于IT11级;压坯侧面平行度为0.15mm,相当于IT12级。
2.3压坯密度和单重的确定由于已知压坯密度ρ=6.6g/cm3,因此压坯单重W=ρ×V ,由成品图给数据计算其压坯体V=h×S,算的V=166.8cm3 ,所以求的压坯单重W=6.6×166.8=1100.8g。
3、压机与压制方式选择3.1压机压力选择铁基制品一般采用固相烧结,其制品密度除了依靠烧结温度、保温时间之外,在一定程度上还依靠较高的压坯密度来达到,因此该产品采用500MPa的单位压力。
根据任务书要求,截面积S=74.0cm2 ,所以F=P×S=5×74=370t脱模压力,根据实际生产经验,铁基压坯的脱模压力P脱模≈0.13P=0.13×500MPa=65MPa3.2压制类型的选择年生产量为50万件,假设每年的工作时间为300天,每天工作时间为8小时,则p=500000/300/8/60=3.47=4件/min,所以选择自动压制。
毕业设计(论文)题目:粉末冶金及模具设计专业:数控应用技术班成都电子机械高等专科学校二〇〇七年六月摘要本文主要围绕粉末冶金及模具设计开展了以下几方面的研究1、在粉末冶金技术的特点及其在新材料中的作用进行研究,重点介绍了粉末冶金在工业中的重要性及其压制步骤。
2、在粉末冶金工艺中,根据产品的要求选择金属粉末或非金属粉末为原材料来压制。
3、在粉末冶金模具设计原理方面,本文重点围绕精整模具设计进行研究,归纳、总结并提出了精整模具三个关键零部件(芯棒、模冲、阴模)。
关键词:粉末冶金粉末冶金模具精整AbstractThis text was main circumambience powder metallurgy and molding tool design to open an exhibition the following several aspect of research1,carry on research in the new function within material in the characteristics of technique of the powder metallurgy and it,point introduction the powder metallurgy is in the industry of importance andit inhibit a step。
2,in the powder metallurgy the craft,according to the metals powder of the request choice or nonmetal powder of product for original material to inhibit。
3,at the molding tool design of the powder metallurgy principle,this text point around Jing's whole molding tool design carry on research and induce,summary and put forward Jing the whole key with three molding tool zero partses(Xin stick,mold blunt,Yin mold)new of classification method。
粉末冶金模具设计说明书样板粉末冶金模具设计说明书1、引言本文档旨在提供粉末冶金模具设计的详细说明,包括设计目的、设计原则、设计流程以及设计结果等内容。
2、设计目的本次设计旨在开发一种可用于粉末冶金工艺的模具,以满足客户对于产品质量、生产效率和成本控制等方面的要求。
3、设计原则在模具设计过程中,应遵循以下原则:3.1 精确度和稳定性原则:模具应具备高度的精确度和稳定性,以确保产品的质量和尺寸的一致性。
3.2 工艺可行性原则:模具设计应基于现有的粉末冶金工艺和设备,确保设计方案的可行性和实施的可行性。
3.3 成本效益原则:模具设计应考虑材料成本、制造成本和维护成本,以降低总体生产成本。
4、设计流程4.1 产品需求分析:了解客户对于产品性能、尺寸和表面质量等方面的要求,获得设计的基础数据。
4.2 材料选择:根据产品需求和工艺要求,选择适合的材料,包括模具材料和涂层材料等。
4.3 模具结构设计:设计模具的整体结构和零部件结构,考虑模具的可装卸性、易维护性和生产效率等。
4.4 模具零部件设计:设计模具的各个零部件,包括模具芯和模具腔等,确保其几何形状和尺寸的准确性。
4.5 涂层选择和设计:根据模具的使用环境和工艺要求,选择合适的涂层材料,并设计涂层的厚度和结构等。
4.6 模具制造和调试:根据设计图纸和规范,制造和组装模具,并进行调试和试产,以确保模具的正常使用。
4.7 模具维护和管理:建立模具维护和管理体系,包括清洗、保养和修复等工作,延长模具的使用寿命。
5、设计结果基于以上设计流程和原则,我们提供了粉末冶金模具的设计方案。
设计方案包括模具结构图纸、材料选择和涂层设计等内容,请参阅附件1:附件:1、粉末冶金模具设计图纸本文涉及的法律名词及注释:1、粉末冶金:一种通过将金属粉末压制成形并经过烧结过程得到制品的金属加工工艺。
2、模具:用于塑料、金属等物质加工中的一种工具,用于赋予材料所需的形状和尺寸。
粉末冶金模具设计说明书江苏科技大学- 1 -粉末冶金模具设计说明书一、设计任务生产一批两个台阶面的钢制模坯,如图所示,数据要求:A=10mm ,B=30mm ,C=20mm , D=20mm ,E=10 mm ,F=10mm 。
二、压坯设计1.产品零件分析该产品采用Fe-0.05C (50钢),属于铁基制品,其制品密度依靠其较高的压坯密度来达到,因此在压制成型时需要采用较高的单位压力(一般在300~800MPa )。
由于该产品零件形状比较简单,采用简单的上下模冲压制成型。
2.松装密度和压坯密度的确定采用水雾化铁粉压制,松装密度范围2.5~3.2,取常用值2.8,即松装密度:ρ松=2.8g/cm 3压坯密度:γ压=6.6g/cm 3压缩比: C=γ/ρ=2.36三、压制成形与压力机确定1.压制压力的选择采用500MPa 的单位压力,由已知可得压坯截面积22222S=(B (3010)62844mm ππ-=-A )= 则其压制力F=p×S=500MPa×628mm 2=314kN脱模压力F 脱=ƒ´p 侧余S 侧=0.2×100×1570=31.4kNƒ´——粉末对阴模壁的静摩擦系数,此处ƒ´=0.2p 侧余——残余侧压力,此处p 侧余=0.2p=0.2×500MPa=100MPaS 侧——侧面积, S 侧=πEB+πFC=3.14(10×30+10×20)=1570mm 2侧压力p 侧 =ξp=p ν/(1-ν)=0.38×500MPa=190MPa2.装粉高度确定带台阶面压坯成形模具的设计原则1)粉末充填系数相同或相近2)压缩比相同或相近压缩比 C=γ/ρ=2.36 装粉台阶高度E 0=CE=2.36×10mm=23.6mm 装粉总高度 D 0=C(E+F)=2.36×20mm=47.2mm2.1压坯高度验算max max 2.8(10)(18510)74.26.6H F mm ργ=-=⨯-= ——F max =185mm (设计手册表4-20TPA50/2压力机的最大装料高度)H=D 0=47.2mm<H max 可行3.压制方式的选择c 31406286628S S K S ++===侧f 侧 S 侧f =πD(B+C)=3140mm 2 S 侧c =πDA =628mm 2K>单向K max =5(ƒ=0.1,表3-5),压坯有台阶面,选择双向压制。

前言材料是中国四大产业之一,它包括有机高分子材料、复合材料、金属材料及无机非金属材料。
粉末冶金技术作为金属材料制造的一种,以其不可替代的独特优势与其它制造方法共同发展。
粉末冶金相对其它冶金技术来说具有:成本低;加工余量少;原料利用率高;能生产多孔材料等其它方法不能生产或着很难生产的材料等优势。
粉末冶金是制取金属粉末以及将金属粉末或金属粉末与非金属粉末混合料成型和烧结来制取粉末冶金材料或粉末冶金制品的技术。
粉体成形是粉体材料制备工艺的基本工序。
模具是实现粉体材料成形的关键工艺装备。
模具的设计要尽可能的接近产品的形状,机构设计合理表面光滑,减少应力集中,避免压坯分层、开裂。
模具本身要有一定的强度保证压制的次数,不易变形。
粉体模压成形模具主要零件包括:阴模、芯杆、模冲。
模具设计首先要厂家提供产品图,再确定成型的方式,收集压坯设计的基本参数(包括:松装密度、压坯密度、粉体的流动性、及烧结收缩系数等。
)来算得压坯的尺寸。
根据压坯形状尺寸以及服役条件和要求来设计出成型模具尺寸,校核模具强度。
最后在用模具试压,若压坯合格,则此模具复合要求。
本次课程设计之前,我们已经学习了《热处理原理与工艺》、《金属物理与力学性能》、《粉末冶金原理》、《硬质合金生产原理》等相关课程的知识。
这次在老师的指导下,和同学的相互讨论,自己查阅资料,基本上懂得了模具设计的步骤和方法。
相信经过这次设计后,对以后的工作会有很大的帮助。
1设计任务本课程设计的任务是生产一批有色金属扁材拉制模坯,其形状和尺寸如下图:1.1产品分析由产品图可知H/D<3,因此,该产品适合单向压制。
产品的斜边角度不大,因此,装粉比较容易,可用单从头压制。
产品内部的斜角可直接做在芯杆上。
菱角的倒角不长,可适合用上冲头压制。
1.2材质的选择该模具生产的产品用于拉制模坯,对产品的强度及耐磨性能要求很高,再根据客户所提供的要求,综合考虑选用硬质合金材料YG8作为材质。
粉末冶金及模具设计论文1. 引言粉末冶金是一种先进的金属材料制备技术,它通过将金属粉末进行成形和烧结,制备出具有特殊性能和形状的零件和材料。
与传统的加工方法相比,粉末冶金具有许多优点,例如可以制备复杂形状的零件、可以制备多相和复合材料、可以节约原材料、具有良好的尺寸精度和表面光洁度等。
而模具设计在粉末冶金过程中也起到至关重要的作用,它直接影响着成形零件的质量和性能。
因此,研究粉末冶金及模具设计对于提高金属材料的制备效率和性能具有重要的意义。
2. 粉末冶金的工艺过程粉末冶金的工艺过程包括粉末的选择和处理、粉末成形和烧结等步骤。
2.1 粉末的选择和处理粉末的选择和处理是粉末冶金过程的第一步。
在粉末的选择中,需要考虑金属粉末的纯度、粒度和形状等因素。
高纯度的金属粉末可以得到高质量的成品,而合适的粒度和形状可以提高成形性能和烧结性能。
在粉末的处理中,通常包括混合、干燥和筛分等步骤。
混合是将所需金属粉末按一定比例混合以获得所需的合金成分,干燥则是去除粉末中的水分,筛分则是按照所需粒度进行筛选。
2.2 粉末成形粉末成形是指将混合并处理好的粉末以一定的压力加工成形。
常见的粉末成形方法包括压制、注射成形和挤压成形等。
压制是将粉末放置于模具中,然后施加压力使其形成一定形状的零件。
注射成形则是将粉末加入模具中,然后通过注射机将粉末充填模腔,最后再施加压力形成零件。
挤压成形是将粉末放置于模具中,然后通过挤压机施加压力使其在模腔中流动并形成零件。
2.3 烧结烧结是粉末冶金过程中的关键步骤,它是指将成形好的粉末在一定条件下进行加热处理,使其颗粒之间产生扩散和结合从而形成致密的固体材料。
烧结温度、时间和气氛都会影响烧结过程的质量和性能。
3. 模具设计在粉末冶金中的应用模具设计在粉末冶金中起到至关重要的作用,它直接影响着成形零件的质量和性能。
模具设计主要包括模具材料的选择、模腔设计和模具加工工艺的确定。
3.1 模具材料的选择模具材料的选择对于模具的寿命和成形零件的质量都有很大的影响。
粉末冶金模具中常用机构的设计一、引言在粉末冶金加工过程中,模具是起到承载粉末冶金原料并通过压力使其成形的重要工具。
模具的设计是保证粉末冶金制品质量和生产效率的关键。
而粉末冶金模具中的机构设计更是保证模具能够正常运行并获得高质量成品的重要环节。
本文将介绍粉末冶金模具中常见的机构设计原理和要点。
二、常用机构设计原则粉末冶金模具中通常涉及到的机构设计包括顶出机构、排粉机构、定位机构等。
对这些机构的设计应遵循以下原则:1. 结构简单可靠粉末冶金模具的机构设计应尽可能简单,以便于加工、装配和维修。
同时,机构的各部分应牢固可靠,能够承受较高的工作压力和冲击力,以确保模具的长期稳定运行。
2. 运动平稳精确在粉末冶金模具中,机构的运动应平稳、精确。
这要求机构的传动装置和运动连接部件具有良好的配合和精度,避免因运动不稳定或不准确而影响成品质量。
3. 操作方便机构的设计应考虑操作者的使用便利性。
例如,操作杆、手柄等部件的位置和形状应符合人体工程学原理,减少操作难度,提高工作效率。
4. 降低冲击和磨损粉末冶金模具在工作过程中会受到较大的冲击力和磨损。
因此,机构设计时应避免尖锐部件和过大的摩擦面积,采用合适的材料和表面处理方法,以延长模具寿命。
三、常用机构设计要点在粉末冶金模具中,常见的机构设计要点如下:顶出机构是粉末冶金模具中常用的机构之一。
其设计要点包括: - 选择合适的顶出方式:常见的顶出方式有顶出杆、顶出板等,根据具体情况选择合适的顶出方式。
- 顶出力的控制:顶出力应根据原料性质和成品要求进行合理设置,既要保证顶出顺利进行,又要避免过大的顶出力对模具和成品造成损坏。
排粉机构是用于将模具中余料排出的机构。
设计要点包括: - 确保充分排料:排粉机构应具备充分的排料能力,确保模具内不会有余料滞留,影响下一次成形。
- 避免排粉过多:过多的排粉会带来浪费和污染,应根据实际情况设计合理的排粉机构,避免过多的粉末流失。
3. 定位机构的设计定位机构用于确保模具的定位准确,保证成品的精度和一致性。
粉末冶金模具设计一、课程说明课程编号:070118Z10课程名称:粉末冶金模具设计/ Tooling design for powder metallurgy课程类别:专业教育课程学时/学分:40/2.5先修课程:《工程制图基础》、《机械设计基础》、《粉末冶金原理》适用专业:粉体材料科学与工程教材、教学参考书:1粉体材料成形设备与模具设计,熊春林、汤中华、李松林编著,化学工业出版社,2006年2 粉末冶金模具设计手册(第3版),印红羽、张华诚主编,机械工业出版社,2013。
3 粉末冶金机械零件实用技术,周作平,申小平编著,化学工业出版社,2005。
4 粉末冶金模具设计,印红羽、张华诚主编,机械工业出版社,2002。
5 粉末冶金模具模架实用手册,韩凤麟主编,冶金工业出版社,1998。
二、课程设置的目的意义粉末冶金模具设计课程是为粉体材料科学与工程专业设立的专业必修课。
课程的设置目的是让学生通过学习这门课程,了解粉体成形所用设备的基本类型、结构特点与工作原理,掌握粉体成形模具设计的基本原理、原则和方法,培养学生独立进行粉体成形模具常规设计与创新设计的能力,使学生能根据需求灵活运用各种粉体成形技术,为从事粉末冶金材料及制品的研究开发工作奠定基础。
三、课程的基本要求知识:掌握粉体成形模具设计的基本原则、基本方法和基本要求,了解常用粉体成形设备的结构特点、工作原理及适用范围,掌握粉体模压成形初压模、精整模、粉末冶金热锻模设计内容、要求和方法,了解粉体注射成形和挤压成形模具设计的基本内容、要求和方法,学会从材料或制品的原料组成、形状、尺寸精度及密度均匀性要求出发选择成形设备及成形方式,建立粉体成形模具设计的基本思维方式,形成粉体材料或制品分析-预成形坯设计-粉体成形模具设计的基本知识结构。
能力:针对具体产品,提出有效的成形方案,提供规范的设计图纸的能力;具备复杂形状零件成形的模具设计能力;具备运用相关软件进行计算机绘图的能力;培养创新思维和创新设计的能力;素质:建立科学设计,用户至上的观念,通过课程中的分析、讨论和辩论培养良好的沟通交流素质;通过课外导学的模式,提升自主学习、在实践中学习和终身学习的意识,形成不断学习和适应发展的素质。
粉末冶金及模具设计粉末冶金简介粉末冶金是一种用金属粉末作为原料,通过成型和烧结等工艺制备金属材料的技术。
粉末冶金工艺具有高效能、可消除某些金属的自然缺陷、能使机构、材料等在物理及机械性能改善等优点,具有许多其他工艺无法比拟的特点。
粉末冶金广泛应用于航空航天、汽车制造、机械制造、电子通讯等领域。
粉末冶金工艺步骤粉末冶金工艺可大致分为粉末的制备、成型、烧结和后处理等步骤。
粉末制备粉末冶金的首要步骤是粉末的制备。
粉末可采用物理方法(如雾化法、机械球磨法等)或化学方法(如溶胶凝胶法、羟基磷灰石法等)进行制备。
制备出的粉末应具有一定的粒度和化学成分,以满足后续成型、烧结工艺的要求。
成型成型是将粉末冶金原料粉末按照设计要求形成所需形状的工艺。
成型方法包括压制法、注塑法、挤压法等。
其中,压制法是最常用的成型方法之一,通过将粉末与模具施加压力,使粉末颗粒间相互结合,形成所需形状。
烧结在成型之后,粉末会经过烧结工艺。
烧结是将成型的粉末在高温条件下进行加热,使粉末颗粒之间相互结合,形成致密的材料。
通过烧结,可以消除粉末冶金材料中的毛孔及气孔等缺陷,提高材料的密度和力学性能。
后处理粉末冶金材料在烧结后可能还需要进行后处理,包括表面处理(如涂层、抛光等)和热处理(如退火、淬火等)。
后处理的目的是进一步改善材料的性能,满足特定的应用要求。
模具设计模具在粉末冶金工艺中起到至关重要的作用。
模具设计的好坏直接影响到成品的质量和生产效率。
模具类型根据成型方式的不同,模具可分为压制模具、注塑模具、挤压模具等。
不同的模具用于不同的成型工艺,具有不同的结构和特点。
模具设计要点模具设计需要考虑的要点主要包括模具结构设计、材料选择、表面处理、冷却系统和顶针结构等。
模具结构设计应保证成型质量和生产效率。
不同形状的工件可能需要不同类型的模具结构,需要考虑工件的形状、大小、复杂度等因素。
材料选择是模具设计中的关键因素之一。
模具材料需要具有足够的硬度、耐磨性和耐腐蚀性,以满足长时间的生产需求。