粉末冶金模具设计共64页
- 格式:ppt
- 大小:4.84 MB
- 文档页数:32
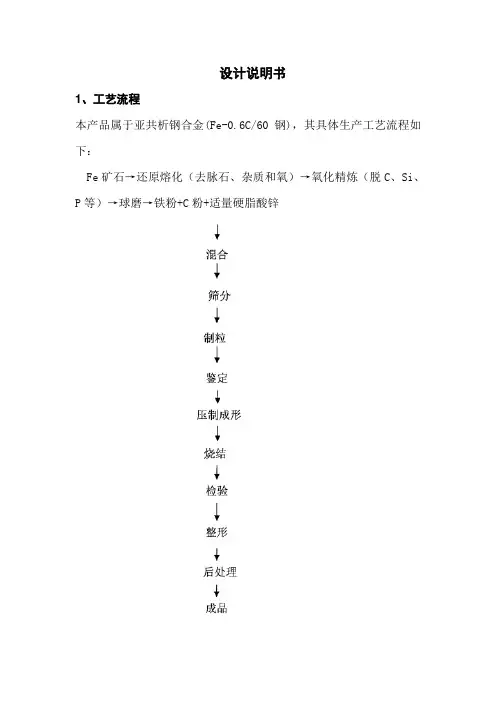
设计说明书1、工艺流程本产品属于亚共析钢合金(Fe-0.6C/60钢),其具体生产工艺流程如下:Fe矿石→还原熔化(去脉石、杂质和氧)→氧化精炼(脱C、Si、P等)→球磨→铁粉+C粉+适量硬脂酸锌2、压坯设计2.1产品零件分析该产品采用Fe-0.6C(60钢),属于铁基制品,其制品密度依靠较高的压坯密度来达到,因此,在压制成形时需要采用较高的单位压力(一般在400-500MPa)。
由于该产品零件形状比较简单,带一个外台阶,采用简单的单上双下模冲即可成形,并使其密度分布均匀。
有配合、定位、相对运动要求的零部件,产品尺寸精度和形位精度及表面粗糙度要求较高,因此,该产品的的尺寸精度定义为IT8、形位精度如图所示为7级,表面粗糙度精度要求为7级。
2.2压坯精度设计由模具设计任务书的零件成品图可得知该产品压坯同轴度需控制在0.08mm,相当于IT10级;压坯垂直度控制为0.1mm,相当于IT11级;压坯侧面平行度为0.15mm,相当于IT12级。
2.3压坯密度和单重的确定由于已知压坯密度ρ=6.6g/cm3,因此压坯单重W=ρ×V ,由成品图给数据计算其压坯体V=h×S,算的V=166.8cm3 ,所以求的压坯单重W=6.6×166.8=1100.8g。
3、压机与压制方式选择3.1压机压力选择铁基制品一般采用固相烧结,其制品密度除了依靠烧结温度、保温时间之外,在一定程度上还依靠较高的压坯密度来达到,因此该产品采用500MPa的单位压力。
根据任务书要求,截面积S=74.0cm2 ,所以F=P×S=5×74=370t脱模压力,根据实际生产经验,铁基压坯的脱模压力P脱模≈0.13P=0.13×500MPa=65MPa3.2压制类型的选择年生产量为50万件,假设每年的工作时间为300天,每天工作时间为8小时,则p=500000/300/8/60=3.47=4件/min,所以选择自动压制。
毕业设计(论文)题目:粉末冶金及模具设计专业:数控应用技术班成都电子机械高等专科学校二〇〇七年六月摘要本文主要围绕粉末冶金及模具设计开展了以下几方面的研究1、在粉末冶金技术的特点及其在新材料中的作用进行研究,重点介绍了粉末冶金在工业中的重要性及其压制步骤。
2、在粉末冶金工艺中,根据产品的要求选择金属粉末或非金属粉末为原材料来压制。
3、在粉末冶金模具设计原理方面,本文重点围绕精整模具设计进行研究,归纳、总结并提出了精整模具三个关键零部件(芯棒、模冲、阴模)。
关键词:粉末冶金粉末冶金模具精整AbstractThis text was main circumambience powder metallurgy and molding tool design to open an exhibition the following several aspect of research1,carry on research in the new function within material in the characteristics of technique of the powder metallurgy and it,point introduction the powder metallurgy is in the industry of importance andit inhibit a step。
2,in the powder metallurgy the craft,according to the metals powder of the request choice or nonmetal powder of product for original material to inhibit。
3,at the molding tool design of the powder metallurgy principle,this text point around Jing's whole molding tool design carry on research and induce,summary and put forward Jing the whole key with three molding tool zero partses(Xin stick,mold blunt,Yin mold)new of classification method。
粉末冶金模具设计说明书粉末冶金模具设计说明书一、设计任务生产一批两个台阶面的钢制模坯,如图所示,数据要求:A=10mm,B=30mm,C=20mm,D=20mm,E=10 mm,F=10mm。
二、压坯设计1.产品零件分析该产品采用Fe-0.05C(50钢),属于铁基制品,其制品密度依靠其较高的压坯密度来达到,因此在压制成型时需要采用较高的单位压力(一般在300~800MPa)。
由于该产品零件形状比较简单,采用简单的上下模冲压制成型。
2.松装密度和压坯密度的确定采用水雾化铁粉压制,松装密度范围2.5~3.2,取常用值2.8,即松装密度:ρ松=2.8g/cm3压坯密度:γ压=6.6g/cm3压缩比:C=γ/ρ=2.36三、压制成形与压力机确定1.压制压力的选择采用500MPa 的单位压力,由已知可得压坯截面积22222S=(B (3010)62844mm ππ-=-A )= 则其压制力F=p×S=500MPa×628mm 2=314kN脱模压力F 脱=ƒ´p 侧余S 侧=0.2×100×1570=31.4kNƒ´——粉末对阴模壁的静摩擦系数,此处ƒ´=0.2p 侧余——残余侧压力,此处p 侧余=0.2p=0.2×500MPa=100MPa S 侧——侧面积, S 侧=πEB+πFC=3.14(10×30+10×20)=1570mm 2侧压力p 侧 =ξp=p ν/(1-ν)=0.38×500MPa=190MPa2.装粉高度确定带台阶面压坯成形模具的设计原则 1)粉末充填系数相同或相近 2)压缩比相同或相近 压缩比 C=γ/ρ=2.36装粉台阶高度 E 0=CE=2.36×10mm=23.6mm装粉总高度D 0=C(E+F)=2.36×20mm=47.2mm2.1压坯高度验算 max max 2.8(10)(18510)74.26.6H F mm ργ=-=⨯-= ——F max =185mm (设计手册表4-20TPA50/2压力机的最大装料高度)H=D 0=47.2mm<H max 可行 3.压制方式的选择c31406286628S S K S++===侧f 侧S 侧f =πD(B+C)=3140mm 2 S 侧c =πDA =628mm 2 K>单向K max =5(ƒ=0.1,表3-5),压坯有台阶面,选择双向压制。