模压制品常见的缺陷、产生原因和解决办法
- 格式:docx
- 大小:16.52 KB
- 文档页数:1
压缩模塑成型制品的常见缺陷原因和处理方法一、前言翘曲变形是指注塑制品的形状偏离了模具型腔的形状,它是塑料制品常见的缺陷之一。
出现翘曲变形的原因很多,单靠工艺参数解决往往力不从心。
结合相关资料和实际工作经验,下面对影响注塑制品翘曲变形的因素作简要分析。
二、模具的结构对注塑制品翘曲变形的影响。
在模具方面,影响塑件变形的因素主要有浇注系统、冷却系统与顶出系统等。
1.浇注系统注塑模具浇口的位置、形式和浇口的数量将影响塑料在模具型腔内的填充状态,从而导致塑件产生变形。
流动距离越长,由冻结层与中心流动层之间流动和补缩引起的内应力越大;反之,流动距离越短,从浇口到制件流动末端的流动时间越短,充模时冻结层厚度减薄,内应力降低,翘曲变形也会因此大为减少。
一些平板形塑件,如果只使用一个中心浇口,因直径方向上的收缩率大于圆周方向上的收缩率,成型后的塑件会产生扭曲变形;若改用多个点浇口或薄膜型浇口,则可有效地防止翘曲变形。
当采用点浇口进行成型时,同样由于塑料收缩的异向性,浇口的位置、数量都对塑件的变形程度有很大的影响。
另外,多浇口的使用还能使塑料的流动比(L/t)缩短,从而使模腔内熔体密度更趋均匀,收缩更均匀。
同时,整个塑件能在较小的注塑压力下充满。
而较小的注射压力可减少塑料的分子取向倾向,降低其内应力,因而可减少塑件的变形。
2。
冷却系统在注射过程中,塑件冷却速度的不均匀也将形成塑件收缩的不均匀,这种收缩差别导致弯曲力矩的产生而使塑件发生翘曲。
如果在注射成型平板形塑件(如手机电池壳)时所用的模具型腔、型芯的温度相差过大,由于贴近冷模腔面的熔体很快冷却下来,而贴近热模腔面的料层则会继续收缩,收缩的不均匀将使塑件翘曲。
因此,注塑模的冷却应当注意型腔、//型芯的温度趋于平衡,两者的温差不能太大(此时可考虑使用两个模温机)。
除了考虑塑件内外表的温度趋于平衡外,还应考虑塑件各侧的温度一致,即模具冷却时要尽量保持型腔、型芯各处温度均匀一致,使塑件各处的冷却速度均衡,从而使各处的收缩更趋均匀,有效地防止变形的产生。

橡胶模压制品常见缺陷及解决方法喷霜混炼胶或硫化胶内部的液体或固体配合剂因迁移而在橡胶制品表面析出形成云雾状或白色粉末物质的现象。
这是由于硫、石蜡、某些防老剂、软化剂的使用量超出了它们在橡胶中的溶解度而引起的。
为防止喷霜,上述各种配合剂用量要适当,对常见的硫黄喷霜可采用不溶性硫黄加以防止。
在橡胶中适当加入松焦油,液体古马隆等可增加胶料对上述配合剂的溶解度,以减少喷霜现象。
喷霜-定义和由来喷霜又名喷出(blooming),是橡胶加工过程中常见的质量问题,它是指未硫化胶或硫化胶中所含的配合剂迁移到表面并析出的现象。
有时,这种喷出物呈霜状结晶物,故习惯上称“喷霜”。
较多见的喷霜物为硫,因为硫黄是通用橡胶中应用最广泛的硫化剂,且在橡胶中的溶解度低因而容易产生喷霜。
其实从喷出物外观来看,也未必都呈霜状,也有呈油状(软化剂、增塑剂)或粉粒状(多为填充剂、防老剂、促进剂等)的物质喷出,甚至炭黑喷出也有所见。
喷霜-防霜剂硅胶也会有喷霜现象,采用双二四硫化剂(通常用在挤出成型工艺)高温分解后会产生低分子量的酸性物质,其与硅橡胶不相容,在存放过程中会转移到硅胶表面结晶从而出现喷霜。
防霜剂主要成分为碱性物质,通过酸碱中和反应来达到防霜的目的。
高硬度的硅胶往往加入比较多的内脱模剂,遇水也会喷白,水的酸性对此有遏制作用硅橡胶模具制作方法及注意事项模具是快速模具里的一种最为简单的方法,一般是用硅胶将RP原型进行复模,但寿命很短,只有10-30件左右!他具有很好的弹性和复制性能,用硅橡胶复制模可不用考虑拔模斜度,不会影响尺寸精度,有很好的分割性,不用分上下模可直接进行整体浇注。
再沿预定的分模线进行切割取出母模就可以了!室温硫化硅橡胶又分为加成型和缩合型两种!原料及配方采用专用模具硅橡胶,该品系以双包装形式出售,A组份是胶料,B组份是催化剂。
配制时要考虑室温、模具的强度和硬度,以此来确定AB组份的重量配制比例。
室温在20-25度时,A:B=100:1.5。
丁腈橡胶模压制品质量的工艺影响因素NBR模压制品常见的质量缺陷模压的目的是使橡胶制品具有一定的形状和物理性能,并避免表面缺陷。
NBR模压制品常见的质量缺陷如下:在分型线处撕裂,表面有流动痕迹、不光滑、喷霜、翘起或卷起、重皮裂口,内部有气泡,尺寸收缩过大,脱模时产生裂口。
NBR模压制品质量影响因素制备NBR模压制品必须注意混炼胶制备、模具设计和硫化条件等因素。
1、混炼胶制备1.1、混炼工艺配合剂分散不良会影响NBR模压制品的物理性能。
例如硫黄在NBR中溶解度小,不易分散,常会导致橡胶制品脱模时撕边剥落或表面泛白,当硫化胶拉伸时还能看见硫黄粒子。
增塑剂分散不均匀会造成胶料在模压前脱层,产生气泡,并降低过氧化物胶料的硫化性能。
配合剂中的杂质会导致胶料松散及精密制品的外观缺陷。
未充分混炼的胶料应及时重新混炼。
焦烧胶料在模压硫化过程中难以流动,胶料焦烧会导致制品不紧实、脱层、卷缩与歪扭等缺陷。
1.2、胶料粘度胶料在模腔内的流动性取决于混炼胶的粘度, NBR胶料的粘度通常由增塑剂和填充剂决定。
使用增塑剂或延长塑炼时间都难以降低胶料粘度,供模压法使用的NBR胶料门尼粘度[ML(1+4)100 ℃]为35~130。
如果胶料粘度小,硫化压力不够时,硫化时制品会产生气泡;如果胶料粘度大,硫化时不易充满模具,制品易造成缺胶或纹痕。
1.3、胶片隔离为防止粘连,NBR混炼胶下片时可在胶片表面涂覆隔离剂,但不能使用硬脂酸类粉剂,因为硬脂酸不溶于NBR,会起到过量润滑的作用,影响胶料在模压时的粘合。
当NBR胶料与金属芯结合时,也不能使用粉剂隔离剂,必须保证胶料与金属接触面的粘性。
1.4、胶料停放NBR胶料混炼后应停放16 h后再进行模压,停放的最佳时间为24 h。
胶料不停放,制品会出现气泡和斑点;停放时间太短,会影响制品的物理性能;停放时间过长,会严重影响胶料与金属材料的粘合。
1.5、胶料尺寸胶料尺寸不可能与相应模腔尺寸完全相同,模压时胶料的质量应比制品胶料部分大,模压时溢胶(或溢边)将起到驱除模腔内空气、保持硫化压力的双重作用。
橡胶模压制品常见问题及分析橡胶模压制品常见质量问题分析模压制品:指在平板硫化机上用模具成型和硫化的中小型橡胶制品。
橡胶模压中出现的反映在不同制品的同一类问题,如:缺胶、鼓包等。
由于橡胶材料的种类、批次、产地不同、机台、操作者不同、只能具体情况具体分析。
1.缺少胶水表现为表面(全部或局部)疏松、麻面或有空洞,产生的原因和防止方法:(1)加料量不足为保证每穴制品不缺胶,应准确确定用料量,加足料量并反映在过程中文件;(2)压力不足,胶量不能充满模腔,应适当增加压力。
(3)橡胶的流动性太差。
当产品性能允许时,可以调整复合配方以增加塑性。
工艺上适当增加压力或者在模具表面涂洒一层硬脂酸锌、硅油一类的润滑剂。
(4)模具温度过高,橡胶件烧焦,流动性降低。
装料时应适当降低模具温度,但不应过多,否则模温在规定时间内升不到硫化温度而使整模胶料报废。
硅橡胶可在较低温度下装料。
(5)该化合物的焦烧时间太短,应改进配方以提高化合物的耐焦烧性。
(6)充电和夹紧速度太慢,导致烧焦。
操作技术有待改进。
(7)坯料放置在一个不适当的位置,这使得橡胶难以填充模具腔。
(8)模具结构不合理,也会使胶料不易充满模腔如:对于狭长制品,应便于制品长度方向与加压方向垂直。
(9)加压太快,胶料在未充满模腔之前就被挤出模外,使飞边增厚而制品缺料,应为了降低加压速度,橡胶在压力下缓慢流入模腔。
2.对合线开裂结果表明,产品在模具后的模具接头处出现裂纹,有时飞边向内收缩(通常称为拉边),这是造成裂纹的原因及防止方法:(1)压力不足或压力波动使橡胶模腔中的压力大于硫化过程中的硫化压力。
使具稍稍涨开,引起制品开裂,应检查压力或者检查压力波动原因。
(2)硫化压力太高,橡胶被严重压缩。
打开模具时,压力急剧下降,硫化胶体积增加,制品其它部分受模具限制无法膨胀,而模具对合模线处则可自由膨胀,因膨胀不均造成的内应力就会导致对合线开裂,应使硫化压力调整到合适的状态,防止过大过小。
橡胶模压制品最常见的问题及解决办法1.硫化温度太高;2.胶料过多;3.硫化速度太快;4.开溢料槽没有;5.模具问题缺料原因:1. 模具与橡胶之间的空气无法排出.2. 称重不够.3. 压力不足.4. 胶料流动性太差.5. 模温过高,胶料焦烧.6. 胶料早期焦烧(死料).7. 料不够厚, 流动不充分.解决:1. 加开排气槽.2. 多排气.3. 提高压力4. 改配方,增加胶料流动性.5. 改配方,延长焦烧时间;6. 增加料厚度.1. 硫化不足.2. 配合剂过量,超过橡胶的溶解度.解决:1. 延长硫时或采取二次硫化2. 调整配方,减少低溶解度3. 配合剂的用量1. 硫化不足.2. 压力不足.3. 模内或胶料中有杂质或油污.4. 硫化模温过高.5. 硫化剂加少了,硫化速度太慢.解决:1. 加压2. 加长硫时3. 调整配方,加快硫化速度.4. 多排气.5. 模温不能过高.6. 增加硫化剂用量.1. 硫化速度太快,胶流动不充分.2. 模具脏或胶料粘污迹.3. 隔离剂或脱模剂太多4. 胶料厚度不够.解决:1. 降低模温,减慢硫化速度.2. 保持胶料.模具清洁.3. 少用隔离剂或脱模剂.4. 胶料够厚.1. 模温过高或者硫时过长.2. 硫化剂用量过多.3. 脱模方法不对.解决措施:1. 降低模温.2. 缩短硫时.3. 减少硫化剂用量.4. 喷脱模剂.5. 采取正确的脱模方法.1. 产品撕裂强度太好,(如高拉力胶).这种难加工表现为毛边撕不下来.2. 产品强度太差,表现为毛边很脆,会连产品一起撕破.解决措施:1. 如果是撕不掉, 就得调整配方,多填充配合剂,减小收缩率.2. 如果是撕破,a 降低模温,缩短硫时.b 减少硫化剂用量.c 调整配方,增加胶料强度..。
常见模压故障及排除方法模切压痕制作合格的产品,应切位准确,切口干净、无毛边、花刀、压痕清晰、深浅适度。
在模切压痕操作中常见的故障与解决方法:①压痕不清晰、有暗线,炸线。
(暗线指不应有的压痕;炸线指由于压痕压力过重纸板断裂)产生原因:纸质差,纸张含水量过低,使其脆性增加,韧性降低;钢线选择不对;钢线垫纸过低或过高;模压机压力调整不当。
解决方式:重新调整钢线高度;检查钢线选择是否合适;适当调整模切机的压力大小;根据模压纸板的状况,调整模切压痕的工艺条件,使两者尽量适应。
②切口不光洁。
产生原因:钢刀材质不良,刃口不锋利,模切适性差;换到不及时,刃口磨损严重;模切机压力小或压力调整与钢刀高度调整不协调,模切作业压不实。
解决方式:经常检查钢刀刃口磨损情况,做到及时更换钢刀;根据印刷品所用纸张的裁切性能,选用不同质量特性的钢刀;适当增加压力;重新调整或更换钢刀或垫纸,使模切中获得较实的压力效果。
③模切压痕的位置不准。
产生原因:排刀位置与印刷品不符合;模切操作中输纸位置不一致;纸板叼口规矩不准确;操作中纸板变形、套印不准。
解决方法:根据样张要求,重新矫正印版位置;调整模切输纸定位规矩,使与输纸位置保持一致;针对产生位置的原因,降低印刷品缺陷对模切质量的影响。
④压痕线不规矩。
产生原因:排刀、固刀紧度不合适,底部不能同铁台平面达到理想接触效果,压痕时易出现扭动(钢线太紧);压痕中易左右串动(钢线太松);钢线垫纸厚度不足;槽形角度不规范,出现多余的圆角;钢线垫纸上的压痕槽留得太宽,压痕时位置不固定。
解决方法:更换钢线垫纸,将压槽留窄;增加钢线垫纸厚度;修正槽角;排刀固刀紧度要适宜。
⑤模切后纸板有连刀。
产生原因:模版所受的压力不均匀,压力小的地方连刀;模刀刀锋不锐利,致使连刀;纸张厚度太大,不能完全切透纸张。
解决方法:根据实际情况更换模刀;增加局部压力。
⑥模切后纸板粘连刀版。
产生原因:刀线周围填塞的橡皮过于稀疏,回弹力不足;根据橡皮的性能选用不合适;钢刀不锋利,纸张太厚,引起夹刀或压力过大。
橡胶模压制品窝气原因和改善方法橡胶制品窝气是生产中常见的一种现象,是指在模压硫化过程中,产生气泡、缺胶、明叭、凹痕等外观质量缺陷。
一般来说,产生原因有以下几个方面:1.模具的结构:越复杂的产品模型分型线越少,气体就越不容易跑出;或者根本没有跑胶槽、跑胶槽尺寸太小、缺乏排气孔、排气孔外置不恰当,都能导致产生窝气。
2.胶料配方:配方设计时,忽略了配合剂之间互相反应而产生气泡窝气;或者胶料本身受潮,内部和表面有水分,会在硫化时气化而产生窝气;又或者某些胶自身的分解释放出气体或者低挥发组分溢出。
3.模压的工艺:考虑胶料比重及体积等因素,半成品的质量应该要适当大于成品质量;半成品的形状和在模腔中位置摆放不当;硫化操作时,加压速度过快,气体不能及时排出等。
我们可以从以下几个方面来改善窝气现象1.合理的硫化温度。
2.硫化升压速度要适当,不要过快图快,注意多次降压排气,特别是操作人员,要按照硫化规程进行。
3.制定合理的半成品成型工艺,注意装料形状对产品质量的影响,对不同的产品制作不同的半成品形状尺寸大小,另外半成品的表面涂少量碳酸钙或者滑石粉也有利于提高产品外观质量。
4.维护保养好硫化设备和模具,确保设备正常运转,模具清洁,排气孔以及跑胶槽畅通。
5.设计配方时要考虑到原材料的特性,不用或者少用含水率偏高的材料,如果必须使用也要适当预处理,制定合适的炼胶工艺,确保胶料通过混炼后,能排除其中https:///s/h7LKXCJcujAtdB-obDdf4A1/3较多的水分。
6.合理设计模具结构,设计必要的分型线、跑胶槽、排气孔。
对高要求的复杂制品最好采用代注压流胶孔的模具。
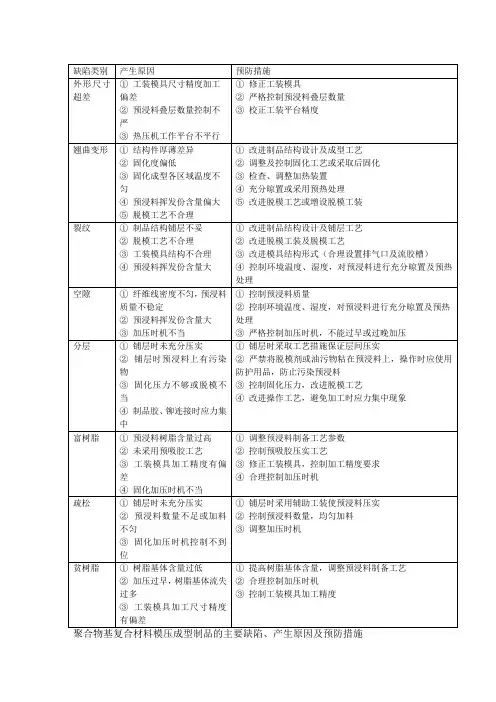
模压制品缺陷型式、发生原因、纠正措施中国玻璃钢工业协会模压专业委员会匡伯铭为了界定和解决出现的故障,采用一套有规则的工艺方法是很关键的。
对于在排除故障/缺陷的过程中这会有助于避免误判。
举例而言,如果缺陷来自成型过程则应集中力量从工艺参数和设备上着手,最终希望能正确、快速地排除故障,下述的指导性意见将是有益的。
当问题产生后应如何排除故障?1.首先应快速反应,因为随着时间的拖延,问题会愈加复杂。
例如,工艺参数要变、材料配方也会变,模塑零件的供应商说不定会退出。
2.研究所有的问题,要系统地进行,不可带偏见,决不要跳过某些环节而下结论。
3.要认真听取他人对问题的描述,决不能自己主观臆测。
4.要了解问题的第一手资料,首先要听取压机工和检验员的分析,只有生产现场的观察才是首位的。
5.要对问题作出最后的定论,要对问题的性质、环境、时间一一做出回答。
6.根据你自己的调研制备一张可能引起各种缺陷的原因表,就像本文所提示的各种信息。
7.利用这张表的可能原因,逻辑地鉴定其可能的趋势,并利用本章的指导意见尽力地纠正它,为了避免混乱,尽量在此刻只考虑其一个原因。
Blisters 气泡乃是加压BMC基材时出现气体导致在制品表层突起。
可能的原因及纠正的措施:1.BMC原料中的“干玻纤”引起模塑料铺层中的空隙,这些空隙在成型时其内集合的气体可能膨胀为气泡。
要完全纠正就要在制备BMC时改变工艺或减少玻纤的含量。
2.BMC原料被湿气、压机的油花、润滑油或外脱模剂所沾染,在成型时受热可能转变成蒸汽而引成气泡,碳酸钙和硬脂酸盐都是亲水物质故所以容易沾染水份。
3.捕获空气的机会应减到最少,这种机会取决于BMC铺料的面积和位置,实际上采用减少铺料的面积,类似像金字塔一样铺放在模具中央部位是有效的,可以迫使空气在成型中跑在BMC料流的前面而逸出。
4.当合模至最后尺寸前,应尽量减慢合模速度,较低的合模速度会减少物料的搅动并削弱捕获空气的机会。
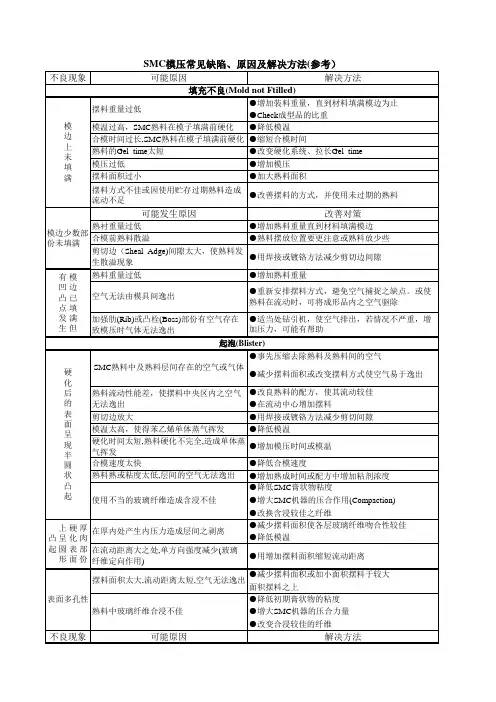
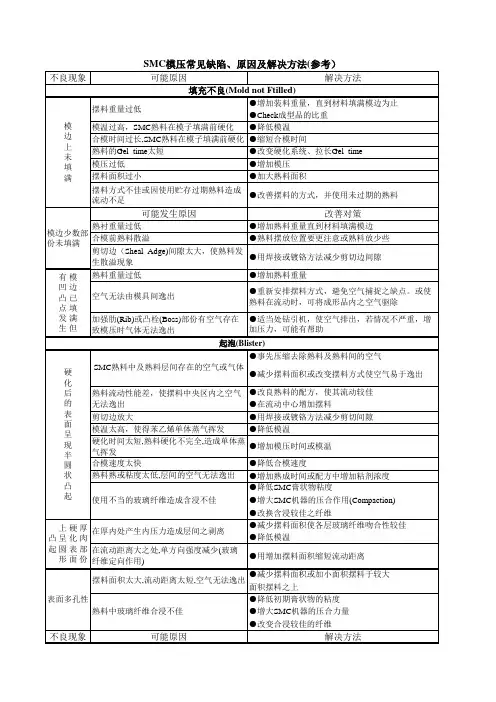
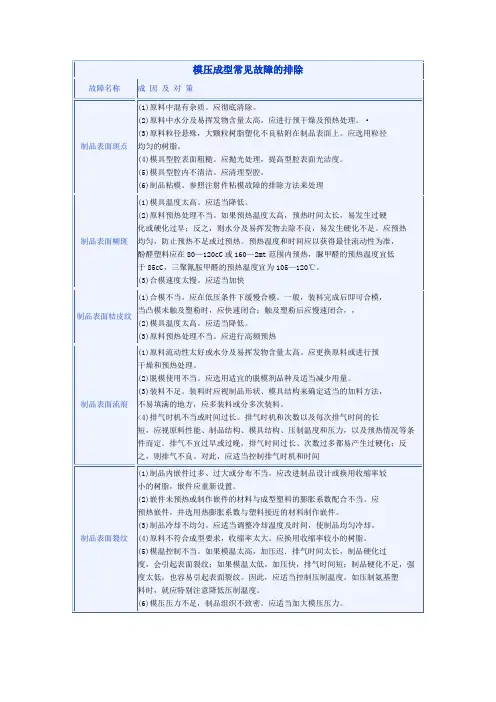
SMC模压常见缺陷、原因与解决方法一、气泡和空洞缺陷描述:在SMC模压成型后,产品内部或表面出现不规则的气泡或空洞。
原因分析:原料混合不均匀,存在空气囊。
模压过程中排气不充分,导致气体被困。
模压温度过高或过低,影响气体排出。
解决方法:加强原料混合工艺,确保物料均匀无气泡。
优化模具设计,增加排气孔和排气槽,提高排气效率。
调整模压温度,确保在合适的温度范围内进行模压。
二、翘曲变形缺陷描述:SMC模压件在成型后出现形状改变,不符合设计要求。
原因分析:模压过程中温度分布不均匀,导致产品局部收缩不一致。
模具设计不合理,未能完全限制产品变形。
材料性能差异,如收缩率不同。
解决方法:改善模压工艺,确保模腔内温度分布均匀。
优化模具结构,增加支撑和限位装置,减少变形。
选用性能稳定、收缩率一致的原材料。
三、表面瑕疵缺陷描述:SMC模压件表面出现裂纹、划痕、凹坑等缺陷。
原因分析:模具表面不光洁,存在磨损或异物。
脱模过程中操作不当,导致产品损伤。
原材料含有杂质或颗粒过大。
解决方法:定期对模具进行维护和保养,保持其表面光滑清洁。
改进脱模工艺,使用专用脱模剂,避免划伤产品。
严格控制原材料质量,去除杂质和过大颗粒。
四、强度不足缺陷描述:SMC模压件在使用过程中表现出较低的机械强度,易发生断裂或变形。
原因分析:原材料配比不当,影响产品性能。
模压压力不足或时间过长,导致产品内部结构疏松。
产品固化不充分,未能达到设计强度。
解决方法:调整原材料配比,确保各组分含量符合设计要求。
优化模压工艺参数,提高模压压力和缩短模压时间。
延长固化时间或提高固化温度,确保产品充分固化。
综上所述,针对SMC模压常见的气泡和空洞、翘曲变形、表面瑕疵以及强度不足等缺陷,可以通过调整原材料、优化模具设计、改进工艺参数和加强质量控制等方法来有效解决。
在实际生产过程中,应根据具体情况采取相应措施,以提高产品质量和降低成本。