塑料仪表盖注塑模成型模具
- 格式:docx
- 大小:571.67 KB
- 文档页数:28
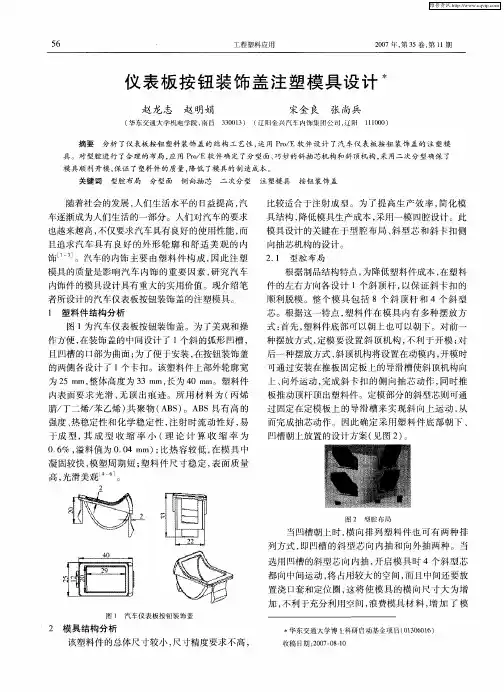
摘要塑料是以树脂为主要成分的高分子有机化合物,树脂可分为天然树脂和合成树脂两大类,塑料大多采用合成树脂.塑料制件之所以能得到广泛应用,是由于它们本身具有的一系列特殊优点决定的.塑料工业是新兴的工业,是随着石油工业的发展应运而生的,目前塑料制件几乎已经进入一切工业部门以及人民日常生活的各个领域.塑料工业又是一个飞速发展的工业领域.我国的香港与深圳等地区,其模具工业主要是从事塑料模具的制造与塑料制件的生产.在江苏省、浙江省、上海市及其以南地区,尤其在浙江省从事塑料模具的制造与塑料制件的开发的个体企业也日益增多。
本设计说明书对塑料模具设计的各种成型方法,成型材料的设计,成型,成型零件的加工工艺(主要有线切割,电火花加工,数控车床,加工中心),主要设计参数的计算,产品缺陷及其解决方法,模具总体结构设计及零部件的设计较详细的做了介绍。
综上所述,塑料成型工业在基础工业中的地位和对国民经济的影响显得日益重要。
关键词:模具结构、浇注系统、加工工艺。
AbstractPlastic is resin as the main component of macromolecule organic compounds, the resin can be divided into two categories, natural resin and synthetic resin, plastic mostly adopts the synthetic resin. Plastic parts are widely used, because they decided itself has a series of special advantages. Plastic industry is an emerging industry, is along with the development of oil industry arises at the historic moment, the plastic parts already in almost all industrial sectors and different areas of the People's Daily life. The plastics industry is a rapidly developing industry. Hong Kong and shenzhen and other areas in China, the mould industry is mainly engaged in the manufacture of plastic mold and plastic parts production. In the region south of jiangsu, zhejiang, Shanghai and, especially in zhejiang province is engaged in the manufacture of plastic mold and plastic parts of the development of individual enterprises are also increasing.This design manual molding methods of plastic mold design, the design of the molding material, molding, molding parts processing (mainly include wire cutting, edm, CNC lathes, machining centers), main design parameters, product defects and their solutions, mould structure and components of the overall design is presented in detail.To sum up, the status of plastic molding industry in basic and appear increasingly important impact on the national economy.Keywords: mold structure, pouring system, processing technology.前言 (2)1 设计内容及设计要求1.1 设计内容 (3)1.2 设计要求 (3)2 模具设计2.1 产品工艺性分析 (4)2.2 初选注射成型机的型号和规格 (5)2.3 确定模具基本结构 (6)2.4 模具结构设计 (7)2.5脱模机构 (10)2.6复位机构 (12)2.7温度调节系统设计 (12)2.8排气系统 (12)2.9导向定位机构设计 (14)2.10确定型腔、型芯的结构设计及固定方式 (15)2.11锁模力计算 (18)2.12型腔壁厚计算 (20)2.13 模具整体设计 (21)结束语 (23)参考文献 (24)随着现代制造技术的迅速发展、计算机技术的应用,在工业生产中模具已成为生产各种工业产品不可缺少的重要工艺装备。
届毕业设计说明书仪表盖注射模具设计系、部:机械工程系学生姓名:指导教师:职称副教授专业:材料成型及控制工程班级:班完成时间:摘要注射模具是生产各种工业产品的重要工艺装备,是现代生产制造行业的核心,在大多数国家,注射模具设计与制造技术已经成为衡量一个国家生产制造技术先进与否的关键。
本设计以目前最先进的三维高端软件Pro/e为核心,实现对仪表外壳的三维造型。
通过对仪表外壳的工艺、材料分析,选用适当的注射机,并拟定合理的注射成型工艺方案。
在模具设计中,采用一模四腔的布局。
并通过对分型面、浇注系统、成型零部件、顶出脱模机构、冷却系统的设计,选用适合的标准模架及标准件,完成对仪表外壳的一套完整的模具设计方案。
另外,为得到合格的塑件制品,在模具加工前,在计算机上对整个注塑成型过程进行模拟(CAE)分析,帮助分析潜在的问题,优化模具结构、工艺参数,以便及时修改制件和模具设计。
结果表明,同传统的模具设计相比,CAE技术无论在提高生产率、保证产品质量,还是在降低成本、减轻劳动强度等方面,都具有很大优越性。
关键词:注射模具;三维造型;CAE分析ABSTRACTInjection mold is an important tooling for industry products ,it is the core of the modern manufacturing industry and in most countries injection mold design and manufacturing technology have become the keywords of measuring it’s production technology.Based on the present advanced 3D software Pro/E , This paper realized the 3D modeling for the instrument shell, analyzed the process and material of instrumentr shell, choosed the proper injection machine ,and roughcast reasonable injection mold design scheme .In the design process ,it used the configuration of four cavity in one plate and architecture of there-plate mould base. And through designing the parting line , running gate system, modeling parts , ejection stripping mechanism , cooling system , choosing adaptive standard mould base and standard parts ,it finished the whole mold design scheme for the Micromotor shell。
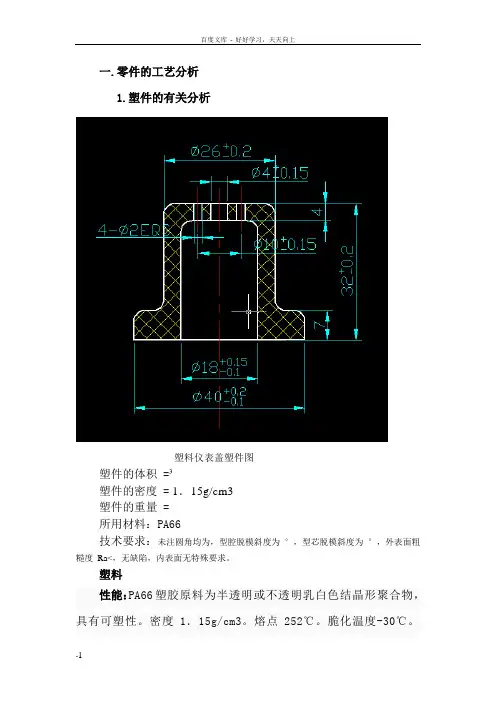
一.零件的工艺分析1.塑件的有关分析塑料仪表盖塑件图塑件的体积 =³塑件的密度 = 1.15g/cm3塑件的重量 =所用材料:PA66技术要求:未注圆角均为,型腔脱模斜度为°,型芯脱模斜度为°,外表面粗糙度Ra<,无缺陷,内表面无特殊要求。
塑料性能:PA66塑胶原料为半透明或不透明乳白色结晶形聚合物,具有可塑性。
密度1.15g/cm3。
熔点252℃。
脆化温度-30℃。
热分解温度大于350℃。
连续耐热80-120℃,平衡吸水率2.5%。
能耐酸、碱、大多数无机盐水溶液、卤代烷、烃类、酯类、酮类等腐蚀,但易溶于苯酚、甲酸等极性溶剂。
具有优良的耐磨性、自润滑性,机械强度较高。
但吸水性较大,因而尺寸稳定性较差PA66是PA系列中机械强度最高、应用最广的品种,因其结晶度高,故其刚性、耐热性都较高.化学和物理特性:PA66在聚酰胺材料中有较高的熔点。
它是一种半晶体-晶体材料。
PA66在较高温度也能保持较强的强度和刚度。
PA66在成型后仍然具有吸湿性,其程度主要取决于材料的组成、壁厚以及环境条件。
在产品设计时,一定要考虑吸湿性对几何稳定性的影响。
为了提高PA66的机械特性,经常加入各种各样的改性剂。
玻璃就是最常见的添加剂,有时为了提高抗冲击性还加入合成橡胶,如EPDM和SBR等。
PA66的粘性较低,因此流动性很好(但不如PA6)。
这个性质可以用来加工很薄的元件。
它的粘度对温度变化很敏感。
PA66的收缩率在1%~2%之间,加入玻璃纤维添加剂可以将收缩率降低到%~1% 。
收缩率在流程方向和与流程方向相垂直方向上的相异是较大的。
PA66应用:高温电气插座零件、电气零件、齿轮、轴承、滚子、弹簧支架、滑轮、螺栓、叶轮、风扇叶片、螺旋桨、高压封口垫片、阀座、输油管、储油容器、绳索、扎带、传动皮带、砂轮粘合剂、电池箱、绝缘电气零件、线芯、抽丝等。
二、模具结构设计1分型面位置的确定分型面的选择原则[1]:(1)便于塑件脱模,尽量使塑件开模时留在动模一侧。
仪表盖注塑模具课程设计一、教学目标本课程旨在通过学习仪表盖注塑模具的相关知识,使学生掌握注塑模具的基本原理、设计方法和制造工艺,培养学生具备分析和解决注塑模具实际问题的能力。
1.了解注塑模具的基本构成和分类;2.掌握注塑模具的设计原则和方法;3.熟悉注塑模具的制造工艺和流程;4.掌握注塑模具的维护和故障处理方法。
5.能够运用注塑模具设计软件进行模具设计;6.能够分析和解决注塑模具制造过程中的问题;7.能够进行注塑模具的安装、调试和维护;8.能够编写注塑模具的操作规程和注意事项。
情感态度价值观目标:1.培养学生的创新意识和团队合作精神;2.培养学生对注塑模具行业的兴趣和热情;3.培养学生遵守生产纪律和安全生产的意识。
二、教学内容本课程的教学内容主要包括注塑模具的基本原理、设计方法、制造工艺和实际应用。
1.注塑模具的基本原理:注塑模具的定义、作用、分类和基本构成;2.注塑模具的设计方法:设计原则、设计步骤、设计要点;3.注塑模具的制造工艺:模具材料的选择、模具加工工艺、模具装配工艺;4.注塑模具的实际应用:模具在塑料制品生产中的应用、模具行业的现状和发展趋势。
三、教学方法为了提高学生的学习兴趣和主动性,本课程将采用多种教学方法,包括讲授法、讨论法、案例分析法和实验法等。
1.讲授法:通过教师的讲解,使学生掌握注塑模具的基本原理和设计方法;2.讨论法:通过小组讨论,培养学生的团队合作精神和创新意识;3.案例分析法:通过分析实际案例,使学生了解注塑模具在生产中的应用和解决实际问题的能力;4.实验法:通过动手实验,使学生熟悉注塑模具的制造工艺和操作规程。
四、教学资源为了支持教学内容和教学方法的实施,丰富学生的学习体验,我们将选择和准备以下教学资源:1.教材:选用国内权威的注塑模具教材,为学生提供系统的理论知识;2.参考书:推荐学生阅读相关的注塑模具专业书籍,拓展知识面;3.多媒体资料:制作课件、教案等教学资料,采用图片、图表等形式,直观地展示教学内容;4.实验设备:准备注塑模具设计软件、实验设备等,为学生提供实践操作的机会。
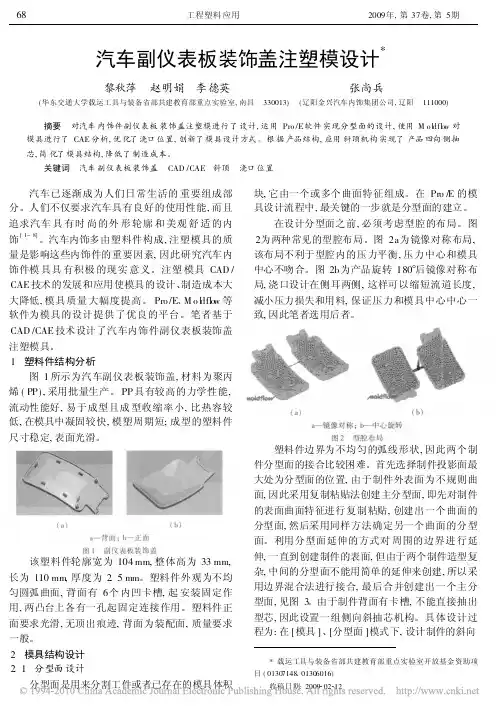
汽车副仪表板装饰盖注塑模设计*黎秋萍 赵明娟 李德英 张尚兵(华东交通大学载运工具与装备省部共建教育部重点实验室,南昌 330013) (辽阳金兴汽车内饰集团公司,辽阳 111000)摘要 对汽车内饰件副仪表板装饰盖注塑模进行了设计,运用Pro/E软件实现分型面的设计,使用M o l dfl ow对模具进行了CAE分析,优化了浇口位置,创新了模具设计方式。
根据产品结构,应用斜顶机构实现了产品四向侧抽芯,简化了模具结构,降低了制造成本。
关键词 汽车副仪表板装饰盖 CAD/CAE 斜顶 浇口位置汽车已逐渐成为人们日常生活的重要组成部分。
人们不仅要求汽车具有良好的使用性能,而且追求汽车具有时尚的外形轮廓和美观舒适的内饰[1-8]。
汽车内饰多由塑料件构成,注塑模具的质量是影响这些内饰件的重要因素,因此研究汽车内饰件模具具有积极的现实意义。
注塑模具CAD/ CAE技术的发展和应用使模具的设计、制造成本大大降低,模具质量大幅度提高。
Pro/E、M o l d flo w等软件为模具的设计提供了优良的平台。
笔者基于CAD/CAE技术设计了汽车内饰件副仪表板装饰盖注塑模具。
1 塑料件结构分析图1所示为汽车副仪表板装饰盖,材料为聚丙烯(PP),采用批量生产。
PP具有较高的力学性能,流动性能好,易于成型且成型收缩率小,比热容较低,在模具中凝固较快,模塑周期短;成型的塑料件尺寸稳定,表面光滑。
该塑料件轮廓宽为104mm,整体高为33mm,长为110mm,厚度为2.5mm。
塑料件外观为不均匀圆弧曲面,背面有6个内凹卡槽,起安装固定作用,两凸台上各有一孔起固定连接作用。
塑料件正面要求光滑,无顶出痕迹,背面为装配面,质量要求一般。
2 模具结构设计2.1 分型面设计分型面是用来分割工件或者已存在的模具体积块,它由一个或多个曲面特征组成。
在Pro/E的模具设计流程中,最关键的一步就是分型面的建立。
在设计分型面之前,必须考虑型腔的布局。
课程设计说明书橡塑制品设计及成型模具课程设计学院机械与汽车工程学院专业材料成型及控制工程学生姓名骆君指导教师麻向军提交日期 2011年07月 12日课程设计任务一、设计任务本次课程设计的任务是针对一个塑料仪器盖,如图一所示,设计一个成型模具。
塑件外形结构比较简单,其技术要求如下:1、塑料不允许有裂纹、变性缺陷;2、脱模斜度30′~1°3、未注圆角R2~R3。
二、设计要求课程设计时间为2周,设计中要完成以下工作量:1、塑件零件图1张(另行分配)。
2、模具装配图1张(A0或A1)。
3、模具零件图4~5张(必须有1张手工绘图),包括凸模、凹模、型芯等。
4、设计说明书1份。
目录第一章概论 ............................................................................................................. 错误!未定义书签。
一、塑料成型模具及其在塑料成型加工中的作用 ................................................. 错误!未定义书签。
二、成型模具课程设计目的 ..................................................................................... 错误!未定义书签。
第二章模具结构形式及注塑机确定 ............................................................................. 错误!未定义书签。
一、塑件成型工艺性分析 ......................................................................................... 错误!未定义书签。
摘要随着经济的发展和人们生活水平的提高,对一些小的物品就像一个小小的按钮都有独到的要求,不仅要方便使用而且对外观的要求也很高.所以对塑料模具的要求也很高也越来与越高。
随着现代工业发展的需要,模具是重要的工艺装备之一,它在工农业生产以及日常生活中得到了广泛的应用。
由于采用模具进行生产能提高生产效率、节约原材料、降低成本,并可保证一定的加工质量要求,所以在电子,汽车、电机、电器、飞机、仪表,家电和通讯等产品中大部分零部件都采用模具进行加工。
塑料模具设计则是模具的主要部分,塑料模具的设计与制造水平的普及提高,是塑料成型加工工业,发展必不可少的重要条件.模具生产技术水平的高低,已成为衡量一个国家产品制造水平高低的重要标志.此次,通过对端盖注塑模具的设计,可以使我对注塑模有更深刻的理解而且可以熟练掌握相关软件,同时也锻炼了我综合运用所学知识解决实际问题的能力。
.对于塑料模具来说,目前市场上的百分之九九的外壳类产品都采用塑料,因为它不用承受很大的负载,塑料又起到了绝缘的效果.塑料的颜色多变,能满足人们不同的喜好。
本次设计的是的电器盖注塑模具设计,分析可知该零件的外形比较小,因此采用浇注系统为侧浇口模式,一个模具两个型腔,单分型面注射成为本次设计的结构模式。
本次设计的具体操作如下:首先是对于本次所要设计的塑件进行一系列的分析。
其中包括了对塑件结构的尺寸分析和材料分析。
然后是是对本次设计的塑件设计一个合理的方案。
其中包括了分型面的确定,型腔数量的确定以及浇注系统和顶出系统的设计。
对于该模具的设计,先要选定一台符合本次设计要求的注塑机。
然后是设计该塑件的浇注系统。
接着是对成型零部件的结构设计和工作尺寸的计算。
以及对排气系统和冷却系统的优化。
最后是对于整个模具的装配的要求和过程,并且使用CAD软件绘制了本次设计的模具的装配图和各个零件图。
总结了设计说明书。
关键字:注塑模具;侧浇口;CAD。
AbstractWith the economic development and people's living standards improve, on a number of small items like a small button has unique requirements, should not only has the advantages of convenient use and appearance requirements are very high. So the requirement of plastic mold is also very high and and higher.With the development of modern industry, the mold is one of the important technological equipment, it has been widely used in industrial and agricultural production and daily life.Home appliances and communication products such as most of the parts of the mold processing. Plastic mold design is the mold of the main part, improve the popularity of the plastic mold design and manufacturing level, plastics processing industry, essential for the development of an important condition. Level of mold production technical level has become the measure of a national product manufacture level of an important symbol of. This time, by the end cover injection mold design can enable me to cast the mold to have more profound understanding and mastery of the relevant software, but also exercise the integrated use of my knowledge to solve practical problems.For plastic mould, at present market of 99 percent of shell products are made of plastic, because it doesn't have to bear great load, plastic and insulation. Plastic color changeable, meet people's different preferences.This design is the electrical cover injection mold design and analysis shows that the parts of the shape is relatively small, so the use of gating system for side gate pattern and a mold two cavity, a single type of injection into the design modes of the structure. The design of the specific operation are as follows: first, the design of the plastic parts to carry out aseries of analysis. The dimension analysis and material analysis of the structure of the plastic parts are included. Then is the design of the plastic parts of the design of a reasonable solution. It includes the determination of the parting surface, the determination of the number of cavities and the design of the gating system and the ejection system.For the design of the mold, we must first select a machine that meets the requirements of the design of the injection molding machine. Then the casting system of the plastic part is designed. Then the structure design of the forming parts and the calculation of the working dimensions are followed. Optimization of exhaust system and cooling system. Finally, the requirements and process for the entire mold assembly, and the use of CAD software to draw the design of the mold assembly drawing and parts drawing. The design specification is summarized.Keywords:injection mold side gate; CAD.目录第1章.绪论 (1)第2章塑料制件的分析 (2)2.1 成型塑料件的工艺性分析 (2)2.2 成型塑件的材料分析 (3)第3章注塑设备的选择 (4)3.1估算塑件体积质量 (4)3.2 注塑机的选择 (4)第4章成型零件设计和计算 (6)4.1凸模的结构设计 (6)4.2凹模的结构设计 (7)4.3 型芯型腔尺寸计算 (8)4.3.1型腔凹模尺寸的计算 (10)4.3.2型芯凸模尺寸的计算 (12)第5章浇注系统的设计 (14)5.1 分型面的选取 (14)5.2模具型腔排列方式 (16)5.3浇口套的选用 (17)5.4冷料井的设计 (19)5.5分流道的设计 (20)5.7浇口设计 (22)第6章合模导向机构的设计 (23)6.1导柱的设计 (23)6.2 导套的设计 (25)第7章脱模结构的设计 (26)7.1 脱模力的计算 (26)7.2推出结构的设计 (27)第8章侧向分型和抽芯机构的设计 (29)8.1抽拔距的计算 (29)8.2斜导柱的尺寸与安装形式 (29)8.3 锁紧楔形式 (31)8.4 斜导柱的受力分析及强度计算 (31)第9章排气系统和冷却系统的设计 (32)9.1排气系统 (32)9.2冷却系统的设计 (32)第10章绘制装配图 (34)第11章注射机的校核 (36)11.1 注射量的校核 (36)11.2 锁模力的校核 (36)11.3 模具高度校核 (37)11.4 模具开模行程校核 (37)结论 (38)参考文献 (39)致谢 (40)第1章.绪论在五十年前,中国的模具行业取得了长足的进步,大大提高了模具制造的水平。
题目:塑料仪表盖注射模设计说明书系别:机械工程系专业:模具设计与制造学号:设计:指导:二00七年元月目录一零件的工艺分析二模具结构设计三成型零部件四侧向分型与推出机构的设计五模具零件的加工六参考文献七心得体会一.零件的工艺分析1.塑件的有关分析结构特点:该塑件大体是一个2mm厚的壳体,由于该塑件较小,采用一模多腔比较合适。
塑件的体积 =2.8cm³塑件的密度 =1.02~1.05kg/cm³塑件的重量 =3g所用材料:丙烯腈——丁二烯——苯乙共聚物(ABS)工程材料2.ABS塑料基本特性:ABS是由丙烯腈、丁二烯、苯乙烯共聚而成的。
这三种组分的各自特性,使ABS 具有良好的综合力学性能。
丙烯腈使ABS有良好的耐化学腐蚀性及表面硬度,丁二烯使ABS坚韧,苯乙烯使它有良好的加工性和染色性能。
ABS无毒、无味,呈微黄色,成形的塑料件有较好的光泽。
密度为1.02~1.05g/cm³。
ABS有极好的抗冲压强度,且在低温下也不迅速下降。
有良好的机械强度和一定的耐磨性、耐油性、耐水性、化学稳定性和电气性能。
ABS有一定的硬度和尺寸稳定性,易于成型加工。
经过调色可配成任何颜色。
其缺点是耐热性不高,连续工作温度为70°C左右,热变形温度为93°C 左右。
耐气候性差,在紫外线作用下变硬变脆。
主要用途:ABS广泛用于水表壳、纺织器材、电器零件、文教体育用品、玩具等。
成型特点:ABS在升温时粘度增高,所以成型压力比较高,塑料上的脱模斜度宜稍大,ABS易吸水,成型加工前应进行干燥处理;易产生熔接痕,模具设计时应注意尽量减少浇口对流道的阻力;在正常的成型条件下,壁厚、熔料温度及收缩率影响极小。
要求塑件精度高时,模具温度可控制在50~60°C,要求塑件光泽和耐用时,应控制在60~80°C。
(具体参数见下页)3. 产品工艺性与结构分析(1) 尺寸的精度塑件的尺寸公差推荐值参考《模具设计与制造手册》的2-17,塑件的精度等级参考表2-18。
塑料瓶盖的注塑模设计
本文将介绍塑料瓶盖的注塑模设计,主要包括模具结构设计、材料选择、加工工艺和质量控制等方面。
一、模具结构设计
塑料瓶盖的注塑模有两部分组成:注塑机侧模和移动模。
侧模由模板、模座、导向机构、射嘴和喷嘴组成。
移动模包含模板、模座、导向机构和射针等。
在设计时需要考虑的是塑料瓶盖的结构,包括拉丝环的位置、塞子的形状和直径等。
同时也需要考虑注塑机的尺寸,确保模具与注塑机的匹配。
二、材料选择
注塑模的材料需要具备高硬度、高耐磨、高耐腐蚀、高耐热和高精度等特性。
常用的材料有工具钢、合金钢、铝合金等。
不同的材料适用于不同的注塑产品,需要根据具体情况选择合适的材料。
三、加工工艺
在加工注塑模时,需要严格按照设计图纸进行制造。
首先进行铣床加工,对模板进行精度加工;接下来进行电脉冲加工,对导向孔、定位孔等进行精度加工;最后进行磨床加工,对加工表面进行精度加工。
在加工中需要严格控制尺寸,确保模具制造出来的瓶盖符合要求。
四、质量控制
对于注塑模的质量控制需要有严格的控制措施,包括在制造过程中对材料进行材质检测,进行制造工艺检测,对模具的加工、验收和防腐处理等工序进行检查。
在使用过程中需要对模具进行定期维护和保养,确保模具的使用寿命和稳定性。
同时也需要进行模具的性能测试和使用情况分析,以便提高模具使用效率和生产效益。
综上所述,塑料瓶盖的注塑模设计需要注意模具结构设计、材料选择、加工工艺和质量控制等方面,根据具体情况选择合适的制造方案,确保生产的塑料瓶盖达到设计目标。
本科毕业设计(论文) 题目:塑料端盖注射模设计塑料端盖注射模设计摘要随着社会的发展,不同品种和功能的塑料的出现,塑料产品与我们的日常生活越来越密切。
塑料模具设计对生产与生活也越来越重要。
本次毕业设计的课题为塑料端盖注塑模具设计,主要在对塑件从材料上进行工艺分析,确定分型面及型腔数;完成浇注系统的设计,浇口采用侧浇口;抽芯机构采用斜导柱实现塑件的侧孔成型;脱模机构采用顶杆推出。
同时通过合理地选择注射机并对注塑压力、最大注塑量、锁模力、开模行程等相关方面进行校核,进一步保证设计的合理型,并设计温度调节系统和阐述模具装配等方面。
本次设计完成了塑料端盖的生产,此次设计不仅结构简单,生产效率高,而且运动可靠生产成本低。
最重要的是适用于人们的生活中。
关键词:端盖注塑模具;分型面;注塑模具;注射机Plastic end cap injection mold designAbstractWith the development of society different varieties and function plastic appearance in our lives, plastic productions have closer to our daily lives. Plastic mold design is more and more important to the production and life.The topic of this graduation design for the plastic end cover injection mold design, mainly in based on the analysis of the molding for plastic parts are made from the raw material analysis, forming characteristics, parting surface selection, the design of the gating system, cooling system design, the core and cavity structure design, launch reset structure design, design of side core-pulling mechanism and the design of steering mechanism and other aspects detailed in this paper, the design of the end cover injection mold process. At the same time, through the rational selection of the injection machine and check the injection pressure, the maximum injection quantity, clamping force, mold opening stroke and other related aspects, further ensuring reasonable design, and design the temperature control system and elaborated the mold assembly.This design completed the production of plastic end cover, it not only has simple structure, but also has high production efficiency and the movement is reliable low production cost.The most important it is suitable for people's life.Key Words:cover injection mold;lateral core-pulling;parting surface;injection mold;injection machine主要符号表公P 公称压力 0P 注射压力v 公最大注射量 S 收缩率v q 体积流量 'α锁紧块的斜角α斜导柱倾斜角 S 机开模行程max S 最大收缩率 S 模具制造公差z δ模具制造公差 c δ模具磨损量3h 传热膜系数 d 斜导柱直径S 抽抽芯距 []σ材料的许用应力max H 模具最大闭合高度 min H 模具最小闭合高度P 导滑槽施加的压力 Q 总模具型腔的总热量i t 流道中各段流程的厚度 A 塑件包紧型芯的侧面积L 斜导柱的有效工作长度 i L 流道中各段流程的长度p 塑件对型芯产生的单位正压力[]δ为脱模板中心允许的最大变形量1F 斜导柱与滑块之间的摩擦阻力2F 导滑槽与滑块之间的摩擦阻力目录摘要 (I)Abstract.................................................................................................................... I I 主要符号表 ............................................................................................................... I II 1绪论 . (IV)1.1塑料的发展 (1)1.2塑料模具发展 (1)1.2.1国内外注塑模具的发展现状 (1)1.2.2国内外注塑模具的发展趋势 (2)1.3本文主要设计内容 (2)2 塑件材料及工艺的分析 (4)2.1PA1010基本特性 (4)2.2PA1010成型工艺分析 (4)2.3塑件结构分析 (4)2.4塑件尺寸及精度分析 (5)2.5塑件表面质量分析 (5)2.6塑件厚度分析 (5)2.7塑件的体积和质量 (6)3 塑件在模具中的布局 (7)3.1型腔数目的确定 (7)3.2型腔的分布 (7)3.3分型面设计 (7)3.3.1分型面的分类 (7)3.3.2分型面的选择原则 (7)4 浇注系统的设计 (9)4.1浇注系统设计的组成及要求 (9)4.2主流道设计 (9)4.3分流道设计 (10)4.3.1分流道设计要点 (10)4.3.2分流道的形状和尺寸 (11)4.3.3分流道的表面粗糙度 (11)4.4浇口设计 (11)4.4.1浇口的作用 (12)4.4.2浇口的截面形状和尺寸 (12)4.4.3浇口位置的选择 (13)4.5冷料穴的设计 (13)4.6拉料杆的设计 (14)5 成型零件的结构设计 (15)5.1成型零件的结构形式及设计 (15)5.1.1凹模结构设计 (15)5.1.2型芯结构设计 (16)5.2成型零件工作尺寸的计算 (16)5.2.1影响塑件尺寸精度的因素 (16)5.2.2模具成型零件的工作尺寸计算 (17)6 结构零部件设计 (18)6.1注射模架的选取 (20)6.2垫块的设计 (20)6.3合模导向机构的设计 (20)6.3.1导柱的设计 (20)6.3.2导套设计 (21)7 侧向分型与抽芯机构的设计 (22)7.1斜导柱的设计 (22)7.1.1斜导柱的形状及技术要求 (22)7.1.2斜导柱的倾斜角 (22)7.1.3斜导柱的长度 (22)7.1.4斜导柱的受力分析与直径计算 (23)7.2滑块的设计 (24)7.3导滑槽的设计 (24)7.4滑块定位装置 (25)7.4.1滑块定位装置的作用 (25)7.4.2结构形式 (25)7.5楔紧块 (25)7.6成型斜顶杆的设计 (22)8 推出机构设计 (23)8.1推出方式的选取 (23)8.2推出力计算 (23)8.3推出机构设计 (24)8.3.1推杆推出机构设计 (24)8.3.2推出机构导向与复位 (29)9 注射机的型号和规格选择及校核 (27)9.1初选注射机规格 (27)9.2注射机工艺参数校核 (27)9.2.1最大注射量的校核 (27)9.2.2注射压力的校核 (28)9.2.3锁模力的校核 (28)9.3注射机安装部分与模具相关尺寸校核 (28)9.3.1喷嘴尺寸校核 (28)9.3.2定位圈尺寸校核 (29)9.3.3最大最小模厚校核 (29)9.3.4开模行程校核 (29)10 冷却系统的设计 (30)10.1冷却装置设计要点 (30)10.2冷却回路布置 (30)11 模具的分析及保养 (31)11.1模具的经济效益分析 (30)11.2模具的保养 (30)12 结论 (31)参考文献 (37)致谢 (33)毕业设计(论文)知识产权声明 (39)毕业设计(论文)独创性声明 (40)1绪论1.1塑料的发展现代工业的飞速发展为素有“工业之母”美誉的模具工业带来前所未有的发展机遇,而模具材料的应用在模具制造中起举足轻重的作用。
显示器前盖注塑1. 简介显示器前盖注塑是指将显示器前盖外壳部分制成注塑件的加工过程。
显示器前盖注塑的主要目的是通过注塑工艺将塑料材料注入模具中,使其形成与显示器前盖设计相符的外观和形状。
本文将介绍显示器前盖注塑的工艺流程、材料选择以及质量控制等相关内容。
2. 工艺流程显示器前盖注塑的工艺流程主要包括以下几个步骤:2.1 模具设计与制造在进行显示器前盖注塑之前,首先需要进行模具设计与制造。
模具的设计要求根据显示器前盖的尺寸、形状以及其他相关参数来确定模具的几何结构。
模具的制造一般采用数控加工技术,以保证精度和质量。
2.2 原料准备与调配在进行显示器前盖注塑之前,需要准备塑料原料,并根据具体需求进行调配。
常用的显示器前盖注塑材料包括PC(聚碳酸酯)、ABS(丙腈-丁二烯-苯乙烯共聚物)等。
2.3 模具安装与调试当模具制造完成后,需要将模具安装到注塑机上,并进行相应的调试工作。
模具安装与调试主要包括调整注塑机的温度、压力、速度等参数,以及确认注塑机的运行状态是否正常。
2.4 注塑成型当模具安装与调试完成后,可以开始进行注塑成型。
在注塑成型过程中,将预热好的塑料材料注入注塑机的料斗中,通过注塑机的螺杆将塑料材料加热融化后,通过注射器注入模具中。
模具中的空腔部分与螺杆的运动轴线连通,当塑料充满模具腔体时,保持一段时间使其冷却定型,然后打开模具,取出注塑件。
2.5 后处理与组装注塑成型的显示器前盖需要进行后处理工艺,包括切除多余的塑料、去除模具印痕以及砂纸抛光等。
然后将注塑件与其他零部件进行组装,形成完整的显示器前盖。
3. 材料选择在显示器前盖注塑过程中,材料的选择对注塑件的质量和性能有着重要影响。
常用的显示器前盖注塑材料有以下几种:•PC(聚碳酸酯): 具有高强度、高韧性、耐高温等特点,适合制作显示器前盖。
•ABS(丙腈-丁二烯-苯乙烯共聚物): 具有良好的耐冲击性、韧性和刚性,广泛应用于各种注塑件中。
•PMMA(聚甲基丙烯酸甲酯): 具有良好的透明度,硬度高,耐化学腐蚀,在显示器前盖注塑中也有广泛应用。
汽车仪表外壳注塑工艺及模具设计摘要:随着经济日益发展,塑料制品越来越多,注塑的、吹塑的、挤压成型的,而对于一些改性塑料的应用,有些塑料甚至可以超越部分合金的硬度,在汽车的应用方面,除了塑料轻的原因之外还有很多优良的特性,一些塑料还用于做防火材料,促使成本大大的降低,使国民经济稳定而高速的增长,在生产力的不断提高,工业技术也渐渐的向国外先进技术靠齐,特别是对于一些出口模具,精度要求都可以到达要求,模具设计的好,模具材料选用的好,加工机床先进的,模具的生产时间可以连续生产10几年。
产品的成型离不开注塑机的生产,生产工艺的调试,为达到更好的产品注塑周期和质量要求。
模具是我们提高生产效率的重要因数,提升模具生产产能是每一位工程师的责任,模具设计的好坏直接反馈到模具是否能稳定长时间的生产和日后生产维修是否方便。
关键词:模具;模具设计;注塑;成型一、汽车仪表概述在普通的汽车当中,仪表会涵盖车速里程表、转速表、水温表和燃油表等。
在现代汽车当中,汽车仪表还要安装了稳压设备,专门对仪表电源的电压进行稳定,压制住了波动产生的幅度,确保仪表能够精准的进行显示[1]。
此外,很多仪表的显示皆来自传感设备,根据监测对象产生的变化,对电阻值进行改变,再利用仪表进行表述。
在仪表板当中,最突出的便是车速里程表,能够将汽车的时速显示出来,车速里程表由2个表组成,分别是车速表和是里程表。
二、模具质量正常而言,客户主要从工期、投入以及质量几个角度对模具进行评估。
这里面质量是客户最为关注的一点,这是由于要做出可靠的产品就必须拥有一个可靠的模具。
因此对于模具生产公司来说,如果想要提高其市场竞争力,就必须增强模具的质量。
增强模具质量应当对其生产的所有流程细节进行严格的把控。
模具制造大致要经过制造与设计两个阶段,前者是通过加工、选材、状态、热处理等各种生产流程方面决定着模具的质量;后者则是通过生产可操作性、细节的精准程度、构造的科学程度等影响模具质量。
塑料盖注塑模具设计绪论目的:设计一副能够生产所给塑件、结构合理、能保证制品的精度、表面质量的塑料模具。
能熟练使用PRO/E 、AUTOCAD, 等三维CAD,CAM绘图软件。
意义:随着塑料制品在机械、电子、交通、国防、建筑、农业等各行业广泛应用,对塑料模具的需求日益增加,塑料模在国民经济中的重要性也日益突出。
模具作为一种高附加值和技术密集型产品,其技术水平的高低已经成为一个国家制造业水平的重要标志之一。
该课题的主要设计意义在于掌握注塑模设计的大体思路,懂得如何着手分析和考虑问题,能自己独立的设计出一套完整的模具,且能将它应用于实际生产。
80年代以来,在国家产业政策和与之配套的一系列国家经济政策的支持和引导下,我国模具工业发展迅速,年均增速均为13%,1999年我国模具工业产值为245亿,至2000年我国模具总产值预计为260-270亿元,其中塑料模约占30%左右。
在未来的模具市场中,塑料模在模具总量中的比例还将逐步提高。
我国塑料模工业从起步到现在,历经半个多世纪,有了很大发展,模具水平有了较大提高。
在大型模具方面已能生产48英寸大屏幕彩电塑壳注射模具、6.5kg 大容量洗衣机全套塑料模具以及汽车保险杠和整体仪表板等塑料模具;精密塑料模具方面,已能生产照相机塑料件模具、多型腔小模数齿轮模具及塑封模具。
如天津津荣天和机电有限公司和烟台北极星I.K模具有限公司制造的多腔VCD和DVD 齿轮模具,所生产的这类齿轮塑件的尺寸精度、同轴度、跳动等要求都达到了国外同类产品的水平,而且还采用最新的齿轮设计软件,纠正了由于成型收缩造成的齿形误差,达到了标准渐开线齿形要求。
1、.提高大型、精密、复杂、长寿命模具的设计制造水平及比例。
这是由于塑料模成型的制品日渐大型化、复杂化和高精度要求以及因高生产率要求而发展的2、在塑料模设计制造中全面推广应用CAD/CAM/CAE技术。
CAD/CAM 技术已发展成为一项比较成熟的共性技术,近年来模具CAD/CAM技术的硬件与软件价格已降低到中小企业普遍可以接受的程度,为其进一步普及创造了良好的条件;基于网络的CAD/CAM/CAE一体化系统结构初见端倪,其将解决传统混合型CAD/CAM系统无法满足实际生产过程分工协作要求的问题;CAD/CAM软件的智能化程度将逐步提高;塑料制件及模具的3D设计与成型过程的3D分析将在我国塑料模具工业中发挥越来越重要的作用。
目录第1章塑料成型工艺性分析.................................................................................1.1 塑料的分析 ....................................................................................................................1.2 ABS塑料的性能分析.....................................................................................................1.3 ABS的注射成型过程及工艺参数................................................................................. 第2章拟定模具的结构形式和初选注射机.........................................................2.1 分型面位置的确定 ........................................................................................................2.2 型腔数量和排位方式的确定 ........................................................................................2.3注塑机型号的确定 ......................................................................................................... 第3章浇注系统的设计.........................................................................................3.1 主流道的设计 ................................................................................................................3.2 分流道的设计 ................................................................................................................3.3 浇口的设计 ....................................................................................................................3.4 校核主流道的剪切速率 ................................................................................................3.5 冷料穴的设计及计算 .................................................................................................... 第4章成型零件的结构设计及计算.....................................................................4.1 成型零件的结构设计 ....................................................................................................4.2 成型零件钢材的选用 ....................................................................................................4.3 成型零件工作尺寸的计算 ............................................................................................4.4 成型零件尺寸及动模垫板厚度的计算 ........................................................................ 第5章脱模推出机构的设计.................................................................................5.1 脱模力的计算 ................................................................................................................5.2 推出方式的确定 ............................................................................................................ 第6章模架的确定.................................................................................................6.1 各模板尺寸的确定 ........................................................................................................6.2模架各尺寸的校核 ......................................................................................................... 第7章排气槽和冷却系统的设计......................................................................... 第8章导向与定位结构的设计............................................................................. 结论......................................................................................................................... 参考文献.................................................................................................................第1章塑料成型工艺性分析1.1塑件的分析(1)外形尺寸如图1.1所示,该塑件壁厚为2.5mm处处相等,塑件外形尺寸不大,塑料熔体流程不太长,塑件材料为热塑性塑料,流动性较好,适合于注射成型。
(2)精度等级任务书中塑件未注公差,未注尺寸公差按所用塑料的高精度级查取。
(3)脱模斜度ABS的成型性能良好,化学稳定性较好,成型时收缩大,易变形翘曲。
参考文献[1]表2-10选择塑件上的型芯与凹模的统一脱模斜度为45ˊ。
(4)塑件尺寸如图1.1所示。
图1.1 塑件尺寸1.2 ABS塑料的性能分析(1)使用性能ABS(高密度聚乙烯)是一种结晶度高、非极性的热塑性树脂。
无毒、无味、无臭的白色颗粒,熔点约为130℃,相对密度为0.941~0.960。
它具有良好的耐热性和耐寒性,化学稳定性好,还具有较高的刚性和韧性,机械强度好。
介电性能,耐环境应力开裂性亦较好。
原态ABS的外表呈乳白色,在微薄截面呈一定程度的半透明状。
ABS具有优良的耐大多数生活和工业用化学品的特性。
ABS具有很好的电性能,特别是绝缘介电强度高,使其很适用于电线电缆。
中到高分子量等级具有极好的抗冲击性,在常温甚至在-40F低温度下均如此。
各种等级ABS的独有特性是四种基本变量的适当结合:密度、分子量、分子量分布和添加剂。
不同的催化剂被用于生产定制特殊性能聚合物。
这些结合生产出不同用途的ABS品级;在性能上达到最佳的平衡。
常用于电缆、软管、管材和型材、日用品和食品薄壁包装物等。
(2)成型性能1)、ABS吸水率很小(<0.01%),而成型水分允许含量可达0.1%左右,因此加工前不必要进行干燥处理。
2)、ABS熔点不高,料筒温度对熔体流动性的影响不如压力。
由于结晶晶核的熔融需要吸收大量的热量,故料筒温度的选择点应比熔点高,通常要高出十多度。
提高熔体的流动性。
一般为108~204℃。
3)ABS的流动性能好,较低压力下既能成型大多数制品。
薄壁件、长流程、窄浇口的制品一般用120MPa;一般制品用100MPa。
4)、模具温度对ABS制品的质量有较大的影响,模具温度大概为50~80℃以保证侧壁的易变性问题。
以提高其韧性及尺寸稳定性。
(3)ABS的主要性能指标其性能指标见表1.1。
详细的纯ABS性能指标见表1.1。
表1.1 ABS的性能指标1.3 的注射成型过程及工艺参数(1)注射成型过程(1)成型前的准备对ABS的色泽、粒度和均匀度等进行检验,由于DHPE不吸湿并具有好的防水蒸汽性,如果存储恰当则无须干燥。
(2)注射过程塑料在注射机料筒内经过加热、塑化达到流动状态后,由模具的浇注系统进入模具的型腔成型,其过程可分为冲模、压实、保压、倒流和冷却五个阶段。
(3)塑件的后处理(退火)。
塑件在成型过程中,由于塑化不均匀或由于塑料在型腔中的结晶、定向以及冷却不均匀而造成塑件各部分收缩不一致,或因其他原因使塑件内部不可避免地存在一些内应力而导致在使用过程中变形或开裂。
因此需要退火处理以消除存在的内应力,改善塑件的性能和提高尺寸稳定性。