机械零件毛坯选择
- 格式:doc
- 大小:455.00 KB
- 文档页数:13
机械零件毛坯的选择1. 引言在机械制造行业中,机械零件的制造是一个关键的环节。
选择合适的毛坯是确保产品质量和性能的重要因素之一。
本文将介绍机械零件毛坯的选择原则和常见的毛坯材料及其适用范围,以帮助读者更好地理解和选择合适的毛坯。
2. 机械零件毛坯的选择原则为了保证机械零件的制造质量和性能,选择合适的毛坯是至关重要的。
以下是机械零件毛坯选择的一些原则:•材料性能符合要求:选择毛坯时,首要考虑的是材料的性能是否符合机械零件的使用要求。
例如,对于耐磨性要求较高的零件,应选择具有较高硬度和耐磨性的材料。
•尺寸和形状适合加工:毛坯的尺寸和形状应尽可能接近最终产品的要求,以减少加工工序和材料浪费。
同时,还要考虑毛坯是否容易加工和定位。
•成本可接受:选择毛坯时,还需要考虑其成本是否可接受。
不同材料的成本相差较大,合理选择可以在不影响产品质量的前提下降低制造成本。
•资源可获取:毛坯的选择还需要考虑资源的可获取性,包括供应稳定性和供应商的信誉度。
确保能够长期稳定地获取所需的毛坯材料。
3. 常见的机械零件毛坯材料及其适用范围3.1 碳钢碳钢是一种常见的毛坯材料,因其具有良好的可加工性、较低的成本和广泛的应用范围而受到广泛的应用。
适用于制造一些强度要求不高的机械零件,如螺栓、轴承和传动齿轮等。
3.2 不锈钢不锈钢具有良好的抗腐蚀性能和耐高温性能,适用于制造对耐腐蚀性能有要求的机械零件,如阀门、管道和食品加工设备等。
3.3 铝合金铝合金具有较低的密度和良好的导热性能,适用于制造轻型零件和具有散热需求的零件,如汽车零件、航空部件和电子设备外壳等。
3.4 铜合金铜合金具有良好的导电性和导热性能,适用于制造电子设备连接器和散热器等。
3.5 高温合金高温合金具有优异的耐高温和耐腐蚀性能,适用于制造具有高温工作环境的零件,如航空发动机零件和炼油设备零件等。
3.6 塑料某些机械零件可以使用塑料毛坯进行制造,特别是对于需要较低重量和较低噪音的零件。
机械零件毛坯的选择
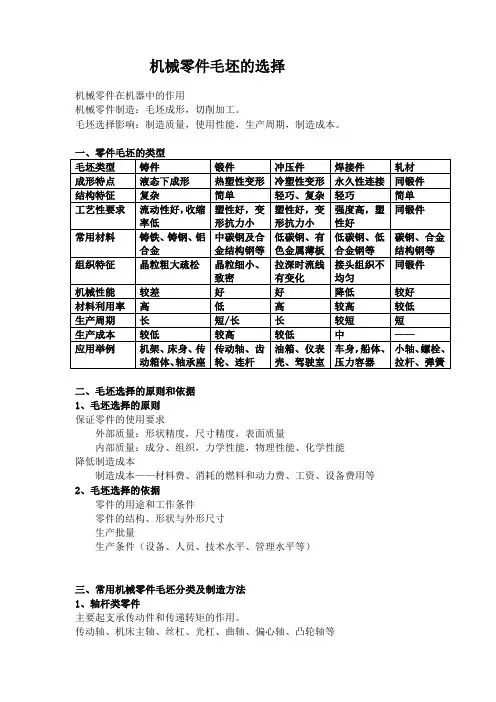
机械零件在机器中的作用
机械零件制造:毛坯成形,切削加工。
毛坯选择影响:制造质量,使用性能,生产周期,制造成本。
二、毛坯选择的原则和依据
1、毛坯选择的原则
保证零件的使用要求
外部质量:形状精度,尺寸精度,表面质量
内部质量:成分、组织,力学性能,物理性能、化学性能
降低制造成本
制造成本——材料费、消耗的燃料和动力费、工资、设备费用等2、毛坯选择的依据
零件的用途和工作条件
零件的结构、形状与外形尺寸
生产批量
生产条件(设备、人员、技术水平、管理水平等)
三、常用机械零件毛坯分类及制造方法
1、轴杆类零件
主要起支承传动件和传递转矩的作用。
传动轴、机床主轴、丝杠、光杠、曲轴、偏心轴、凸轮轴等
3、机架、箱体类零件
减速器装配图
减速器主要零件的材料和毛坯选择
汽车发动机零件的材料和毛坯选择
台钳装配图
台钳零件的材料和毛坯选择。
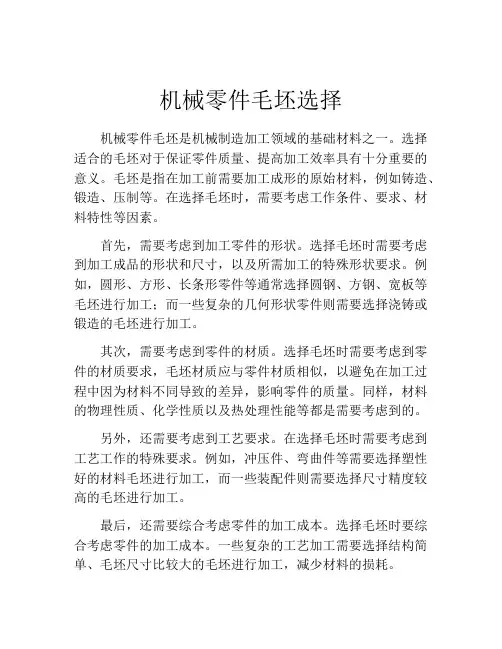
机械零件毛坯选择
机械零件毛坯是机械制造加工领域的基础材料之一。
选择适合的毛坯对于保证零件质量、提高加工效率具有十分重要的意义。
毛坯是指在加工前需要加工成形的原始材料,例如铸造、锻造、压制等。
在选择毛坯时,需要考虑工作条件、要求、材料特性等因素。
首先,需要考虑到加工零件的形状。
选择毛坯时需要考虑到加工成品的形状和尺寸,以及所需加工的特殊形状要求。
例如,圆形、方形、长条形零件等通常选择圆钢、方钢、宽板等毛坯进行加工;而一些复杂的几何形状零件则需要选择浇铸或锻造的毛坯进行加工。
其次,需要考虑到零件的材质。
选择毛坯时需要考虑到零件的材质要求,毛坯材质应与零件材质相似,以避免在加工过程中因为材料不同导致的差异,影响零件的质量。
同样,材料的物理性质、化学性质以及热处理性能等都是需要考虑到的。
另外,还需要考虑到工艺要求。
在选择毛坯时需要考虑到工艺工作的特殊要求。
例如,冲压件、弯曲件等需要选择塑性好的材料毛坯进行加工,而一些装配件则需要选择尺寸精度较高的毛坯进行加工。
最后,还需要综合考虑零件的加工成本。
选择毛坯时要综合考虑零件的加工成本。
一些复杂的工艺加工需要选择结构简单、毛坯尺寸比较大的毛坯进行加工,减少材料的损耗。
总之,选择适合的机械零件毛坯不仅可以提高生产效率,保证零件的质量,而且可以最大限度地降低成本。
因此,在选择毛坯时,需要充分考虑零件的形状、材质、工艺要求以及加工成本等因素,并结合实际情况进行选择。
机械零件加工工艺过程中毛坯的选择毛坯是根据零件(或产品)所要求的形状、工艺尺寸等制成的供进一步零件加工用的生产对象。
毛坯的种类、形状、尺寸及精度对机械零件加工工艺过程、产品质量、材料消耗和生产成本有着直接影响。
冈此,在设计工艺规程时必须正确地选择毛坯的种类和确定毛坯的形状。
1) 机械零件加工工艺中毛坯种类的选择机械加工中常用的毛坯种类有:祷件、锻件、焊接件、型材、冲压件、粉末冶金件和工程塑料件等。
根据零件的材料和对材料力学性能的要求,零件结构形状和尺寸大小,零件的生产纲领和现场生产条件以及利用新工艺、新技术的可能性等因素,可参考表1确定毛坯的种类。
表1 机械制造业常用毛坯种类及其特点2) 确定毛坯的形状和尺寸现代机械制造发展的趋势之一是精化毛坯,使其形状和尺寸尽量与零件接近,从而进行少切屑加工甚至无屑加工。
但由于毛坯制造技术和成本的限制,产品零件的机械加工精度和表面质量的要求越来越髙,所以毛坯的某些表面仍需留有一定的零件加工余量,以便通过机械加工达到零件的技术要求。
毛坯制造尺寸与零件相应尺寸的差值称为毛坯加工余量,毛坯制造尺寸的公差称为毛坯公差,二者都与毛坯的制造方法有关,生产中可参阅有关的零件加工工艺手册来选取。
毛坯的零件加工余量确定后,其形状和尺寸的确定,还要考虑到毛坯制造、机械加工及热处理等工艺因素的影响。
下面仅从机械加工工艺角度来分析一下,在确定毛坯形状和尺寸时应注意的几个问题。
(1) 为使零件加工时工件安装稳定,有些铸件毛坯需要铸出工艺凸台,如图7-4所示。
工艺凸台一般在零件加工后再行切除。
图1 具有工艺凸台的刀架毛坯(2) 为了保证零件的加工质量和加工方便,常将一些零件先做成一个整体毛坯,加工到一定阶段后再切割分离。
对于半圆形的零件一般应合并成一个整圆的毛坯;对于一些小的、薄的零件(如轴套、垫圈和螺母等),可以将若干零件合成一件毛坯,待加工到一定阶段后再切割分离。
图2 所示车床进给系统中的开合螺母外壳,就是将其毛坯做成整体,待零件加工到一定阶段后再切割分离。
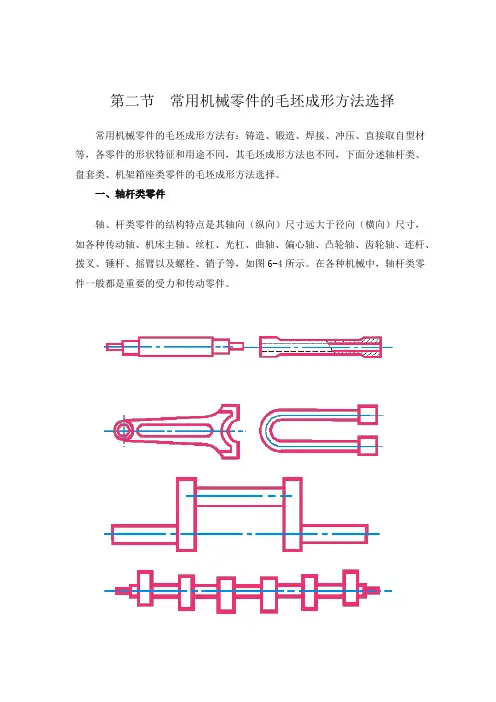
第二节常用机械零件的毛坯成形方法选择常用机械零件的毛坯成形方法有:铸造、锻造、焊接、冲压、直接取自型材等,各零件的形状特征和用途不同,其毛坯成形方法也不同,下面分述轴杆类、盘套类、机架箱座类零件的毛坯成形方法选择。
一、轴杆类零件轴、杆类零件的结构特点是其轴向(纵向)尺寸远大于径向(横向)尺寸,如各种传动轴、机床主轴、丝杠、光杠、曲轴、偏心轴、凸轮轴、齿轮轴、连杆、拨叉、锤杆、摇臂以及螺栓、销子等,如图6-4所示。
在各种机械中,轴杆类零件一般都是重要的受力和传动零件。
轴杆类零件材料大都为钢。
其中,除光滑轴、直径变化较小的轴、力学性能要求不高的轴,其毛坯一般采用轧制圆钢制造外,几乎都采用锻钢件为毛坯。
阶梯轴的各直径相差越大,采用锻件越有利。
对某些具有异形断面或弯曲轴线的轴,如凸轮轴、曲轴等,在满足使用要求的前提下,可采用球墨铸铁的铸造毛坯,以降低制造成本。
在有些情况下,还可以采用锻-焊或铸-焊结合的方法来制造轴、杆类零件的毛坯。
图6-5所示的汽车排气阀,将锻造的耐热合金钢阀帽与轧制的碳素结构钢阀杆焊成一体,节约了合金钢材料。
图6-6所示的我国60年代初期制造的12000t水压机立柱,长18m,净重80t,采用ZG270-500,分成6段铸造,粗加工后采用电渣焊焊成整体毛坯。
二、盘套类零件盘套类零件中,除套类零件的轴向尺寸有部分大于径向尺寸外,其余零件的轴向尺寸一般小于径向尺寸、或两个方向尺寸相差不大。
属于这一类的零件有齿轮、带轮、飞轮、模具、法兰盘、联轴节、套环、轴承环以及螺母、垫圈等,如图6-7所示。
这类零件在机械中的使用要求和工作条件有很大差异,因此所用材料和毛坯各不相同。
1.齿轮这是各类机械中的重要传动零件,运转时齿面承受接触应力和摩擦力,齿根要承受弯曲应力,有时还要承受冲击力。
故要求齿轮具有良好的综合力学性能,一般选用锻钢毛坯,如图6-8a所示。
大批量生产时还可采用热轧齿轮或精密模锻齿轮,以提高力学性能。
机械零件材料及毛坯的选择与质量检验机械零件材料及毛坯的选择与质量检验随着机械制造技术的不断发展,机械零件的种类与规格越来越丰富,材料的种类与性能也不断得到提高,如何选择适合的材料毛坯并且保证其质量是机械制造的一个重要问题。
本文将从机械零件材料的选择以及毛坯质量的检验两个方面来进行探究。
一、机械零件材料的选择机械零件的材料选择在机械制造中起着至关重要的作用,在选择材料时要综合考虑机械零件受力、耐磨损、耐高温、表面光洁度、制造成本等方面的因素。
1、机械零件的受力情况机械零件在工作过程中所受到的载荷方向、大小、类型等都是材料选择的重要依据。
例如,零件受到拉伸、压缩、剪切等载荷方向不同,应选择不同的材料,如拉力较大的零件通常选择高强度材料,而剪切力较大的零件则选用耐磨材料。
2、耐磨损性能机械零件在长时间使用过程中,必然会因摩擦而产生磨损,选择耐磨材料可以有效的延长其使用寿命,常用的耐磨材料有高锰钢、铸钢、铸铁等。
3、耐高温性能在高温工况下,机械零件材料必须具有良好的高温耐受性,常用的材料有高温合金、碳素纤维复合材料等。
4、表面光洁度机械零件制造完毕后需要进行表面精磨,因此,在选择材料时要考虑其表面光洁度,一般情况下,材料表面硬度越大,表面光洁度就越难保证。
5、制造成本在选择材料时,还需要兼顾制造成本,因为不同材料其制造难度和成本都存在差异,对于一些规格相同但材料成本不同的零件,应该选择材料性能相当而成本较低的材料。
二、毛坯质量的检验毛坯是机械零件制造的基础,在检验毛坯质量时,需要重点关注以下几个方面。
1、尺寸精度的检验毛坯制造时的尺寸精度是影响零件精度的关键因素之一,因此要经常对毛坯的尺寸精度进行检验,发现问题及时整改。
2、金属组织检验毛坯的金属组织对于零件质量也至关重要,通过金相显微镜等检测设备对毛坯的金属组织进行检验,以检测其是否存在晶粒粗大、夹杂物等缺陷。
3、力学性能检验毛坯的力学性能是机械零件质量的保证之一,通过应力、拉伸等实验对毛坯的力学性能进行检测。
机械制造基础机器生产过程热处理原材料毛坯机器零件热处理铸造锻压焊接装配切削加工汽车通常是由发动机、底盘、车身、电气设备四部分组成:摩托车发动机减速器模型常用材料铸铁、铸钢、中碳钢及合碳钢、有碳钢、低钢、合金铸铁、铸钢、中低低碳毛坯的选择实际上就是原材料的选择。
原材料的选择是在机械零件的技术准备阶段完成的,机械零件的设计不应是一个单纯的结构设计,还应包括选择材料及相关工艺的设计。
有时候原材料确定下来后,毛坯制造方法就确定下来了。
有时候原材料确定下来后,还要选择毛坯制造方法。
先来看几张零件图。
材料相对价格材料相对价格1、铸件的生产成本的比较主要包括铸件的设计(铸件原材料的选择)、铸造方法的选择、铸造工艺的选择和生产管理等。
2、锻件生产成本的比较主要包括原材料的消耗、工模具费消耗、锻造方法、生产率及生产管理等。
3、冲压件生产成本的比较主要包括材料消耗费、加工费和模具费等。
第二节毛坯生产方法的选择原则一、满足材料的工艺性能要求工艺性能主要指加工的难易程度,主要包括铸造性能、锻压性能焊接性能。
二、满足零件的使用要求使用要求包括根据零件的功能对零件的形状、尺寸、精度和表面等和使用寿命的要求以及根据工作条件和失效形式对零件提出的性能要求,使用性能主要有以下几方面。
1、结构形状和尺寸的要求2、力学性能要求3、表面质量的要求4、其他方面的要求三、满足降低生产成本的要求在满足使用要求、有较好工艺性能的前提下,必须全面考虑生产过程的总成本。
1、生产批量较小时的毛坯选择2、生产批量较大时的毛坯选择四、符合生产条件选择毛坯必须与本企业具体生产条件相结合,有时可外委。
第三节典型零件毛坯的选择常用零件按其形状和用途可分为轴杆类零件、盘套类零件、箱体支架类零件等,如下图所示。
轴类零件最常用的毛坯是型材和锻件,对于某些大型的、结构形状复杂的轴也可用铸件或焊接结构。
轴二、盘套类零件的毛坯选择指直径尺寸较大而长度尺寸较小回转体零件,盘类零件由于其用途不同,所用材料也不同,毛坯生产方法也多。
第5章机械零件毛坯的选择机械零件的制造包括毛坯成形和切削加工两个阶段,毛坯成形不仅对后续的切削加工产生很大的影响,而且对零件乃至机械产品的质量、使用性能、生产周期和成本等都有影响。
因此,正确选择毛坯的类型和生产方法对于机械制造具有重要意义。
本章将着重介绍毛坯选择的原则及典型机械零件毛坯的选择。
5.1毛坯选择的原则机械零件常用的毛坯类型有铸件、锻件、轧制型材、挤压件、冲压件、焊接件、粉末冶金件和注射成型件等,每种类型的毛坯都可以有多种成形方法,在选择时我们遵循的原则是:在保证毛坯质量的前提下,力求选用高效、低成本、制造周期短的毛坯生产方法。
一般毛坯选择步骤是:首先由设计人员提出毛坯材料和加工后要达到的质量要求,然后再由工艺人员根据零件图、生产批量,并综合考虑交货期限及现有可利用的设备、人员和技术水平等选定合适的毛坯生产方法。
具体要考虑的因素有以下几方面:5.1.1满足材料的工艺性能要求金属是制造机械零件的主要材料,一旦材料确定后,其材料的工艺性能就是影响毛坯成形的重要因素,表5.1.1给出了常用金属材料所适用的毛坯生产方法。
注:表中“⊙”表示材料适宜或可以采用的毛坯生产方法。
5.1.2满足零件的使用要求零件的使用要求主要包括零件的结构形状和尺寸要求、零件的工作条件(通常指零件的受力情况、工作环境和接触介质等)以及对零件性能的要求等。
1.结构形状和尺寸的要求机械零件由于使用功能不同,其结构形状和尺寸往往差异较大,各种毛坯生产方法对零件结构形状和尺寸的适应能力也不相同,所以选择毛坯时,应认真分析零件的结构形状和尺寸特点,选择与之相适应的毛坯制造方法。
对于结构形状复杂的中小型零件,为了使毛坯形状与零件较为接近,应先确定以铸件作为毛坯,然后再根据使用性能要求等选择砂型铸造、金属型铸造或熔模铸造。
对于结构形状很复杂且轮廓尺寸不大的零件,宜选择熔模铸造;对于结构形状较为复杂,且抗冲击能力、抗疲劳强度要求较高的中小型零件,宜选择模锻件毛坯;对于那些结构形状相当复杂且轮廓尺寸又较大的零件,宜选择组合毛坯。
2.力学性能的要求对于力学性能要求较高,特别是工作时要承受冲击和交变载荷的零件,为了提高抗冲击和抗疲劳破坏的能力,一般应选择锻件,如机床、汽车的传动轴和齿轮等;对于由于其它方面原因需采用铸件的,但又要求零件的金相组织致密、承载能力较强的零件,应选择相应的能满足要求的铸造方法,如压力铸造、金属型铸造和离心铸造等。
3.表面质量的要求为降低生产成本,现代机械产品上的某些非配合表面有尽量不加工的趋势,即实现少、无切屑加工。
为保证这类表面的外观质量,对于尺寸较小的有色金属件,宜选择金属型铸造、压力铸造或精密模锻;对于尺寸较小的钢铁件,则宜选择熔模铸造(铸钢件)或精密模锻(结构钢件)。
4.其它方面的要求对于具有某些特殊要求的零件,必须结合毛坯材料和生产方法来满足这些要求。
例如,某些有耐压要求的套筒零件,要求零件金相组织致密,不能有气孔、砂眼等缺陷,则宜选择型材(如液压油缸常采用无缝钢管);如果零件选材为铸铁,则宜选择离心铸造(如内燃机的汽缸套,其材料为QT600-2,毛坯即为离心铸造铸件),对于在自动机床上进行加工的中小型零件,由于要求毛坯精度较高,故宜采用冷拉型材,如微型轴承的内、外圈是在自动车床上加工的,其毛坯采用冷拉圆钢。
5.1.3满足降低生产成本的要求要降低毛坯的生产成本,必须认真分析零件的使用要求及所用材料的价格、结构工艺性、生产批量等各方面情况。
首先,应根据零件的选材和使用要求确定毛坯的类型,再根据零件的结构形状、尺寸大小和毛坯的结构工艺性及生产批量大小确定具体的生产方法,必要时还可按有关程序对原设计提出修改意见,以利于降低毛坯生产成本。
1.生产批量较小时的毛坯选择生产批量较小,毛坯生产的生产率不是主要问题,材料利用率的矛盾也不太突出,这时应主要考虑的是减少设备、模具等方面的投资,即使用价格比校便宜的设备和模具,以降低生产成本。
如使用型材、砂型铸造件、自由锻件、胎模锻件、焊接结构件等作为毛坯。
2.生产批量较大时的毛坯选择生产批量较大,提高生产率和材料的利用率,降低废品率,对降低毛坯的单件生产成本将具有明显的经济意义。
因此,应采用比较先进的毛坯制造方法来生产毛坯。
尽管此时的设备造价昂贵、投资费用高,但分摊到单个毛坯上的成本是较低的,并由于工时消耗、材料消耗及后续加工费用的减少和毛坯废品率的降低,从而有效地降低毛坯生产成本。
5.1.4符合生产条件为了兼顾零件的使用要求和生产成本两个方面,在选择毛坯时还必须与本企业的具体生产条件相结合。
当对外订货的价格低于本企业生产成本,且又能满足交货期要求时,应当向外订货,以降低成本。
还要认真分析以下三方面的情况:1.当代毛坯生产的先进技术与发展趋势,在不脱离我国国情及本厂实际的前提下,尽量采用比较先进的毛坯生产技术;2.产品的使用性能和成本方面对毛坯生产的要求;3.本厂现有毛坯生产能力状况,包括生产设备、技术力量(含工程技术人员和技术工人)、厂房等方面的情况。
总之,毛坯选择应在保证产品质量的前提下,获得最好的经济效益。
5.2典型零件的毛坯选择根据毛坯的选择原则,下面分别介绍轴杆类、盘套类和机架箱体类等典型零件的毛坯的选择方法。
5.2.1轴杆类零件的毛坯选择轴杆类零件是机械产品中支承传动件、承受载荷、传递扭矩和动力的常见典型零件,其结构特征是轴向(纵向)尺寸远大于径向(横向)尺寸,包括各种传动轴、机床主轴、丝杠、光杠、曲轴、偏心轴、图5.2.1轴杆类零件凸轮轴、齿轮轴、连杆、摇臂、螺栓、销子等,如图 5.2.1所示。
轴类零件最常用的毛坯是型材和锻件,对于某些大型的、结构形状复杂的轴也可用铸件或焊接结构件。
对于光滑的或有阶梯但直径相差不大的一般轴,常用型材(即热轧或冷拉圆钢)作为毛坯。
对于直径相差较大的阶梯轴或要承受冲击载荷和交变应力的重要轴,均采用锻件作为毛坯。
当生产批量较小时,应采用自由锻件;当生产批量较大时,应采用模锻件。
对于结构形状复杂的大型轴类零件,其毛坯可采用砂型铸造件、焊接结构件或铸一焊结构毛坯。
下面举例说明几种轴杆类零件毛坯的选择:例1如图5.2.2所示为减速器传动轴,工作载荷基本平衡,材料45钢,小批量生产。
由于该轴工作时不承受冲击载荷,工作性质一般,且各阶梯轴径相差不大,因此,可选用热轧圆钢作为毛坯。
下料尺寸为Ф45㎜×220㎜。
减速器传动轴的加工路线可设计为:热轧棒料下料一粗加工一调质处理一精加工一磨削。
例2如图5.图5.2.2减速器传动轴2.3所示为磨床砂轮主轴,生产批量中等。
砂轮主轴主要用于传递动力。
该零件精度要求高,工作中将承受弯曲、扭转、冲击等载荷,要求具有较高的强度;同时,砂轮主轴与滑动轴承相配合,由于主轴转速高容易导致轴颈与轴瓦磨损,故要求轴颈具有较高的硬度和耐磨性;另外,砂轮在装拆过程中易使外圆锥面拉毛,影响加工精度,所以要求这些部位具有一定的耐磨性。
根据以上要求,材料选择为65Mn,毛坯采用模锻件。
图5.2.3磨床主轴简图砂轮主轴的加工路线设计为:下料一锻造一退火一粗加工一调质处理一精加工一表面淬火一粗磨一低温人工时效一精磨。
退火的目的是消除锻造应力及组织不均匀性,降低硬度,改善加工性。
调质处理是为了提高主轴的综合性能,以满足心部的强度要求,同时在表面淬火时能获得均匀的硬化层。
表面淬火是为了使轴颈和外圆锥部分获得高硬度,提高耐磨性。
人工时效的作用是进一步稳定淬硬层组织和消除磨削应力,以减少主轴的变形。
例3如图5.2.4所示为汽车排气阀的外形简图。
该零件在高温状态下工作,要求材料为耐热钢,大批量生产。
在保证满足零件的使用要求的前图5.2.4汽车排气阀示意图提下,为节约较贵重的耐热钢,故采用焊接件毛坯。
阀杆部分采用耐热钢,阀帽部分采用碳素结构钢,焊接方法采用电阻焊。
5.2.2盘套类零件的毛坯选择盘套类零件是指直径尺寸较大而长度尺寸相对较小的回转体零件(一般长度与直径之比小于1),如图5.2.5所示。
属于这类零件的有各种齿轮、带轮、飞轮、联轴节、套环、轴承环、端盖及螺母、垫圈等。
盘类零件由于其用途不同,所用的材料也不相同,图5.2.5盘套类零件毛坯生产方法也较多。
下面主要讨论几种盘套类零件的毛坯选择问题。
1.带轮的毛坯选择带轮是通过中间挠性件(各种带)来传递运动和动力的,一般载荷比较平稳。
因此,对于中小带轮多采用HT150制造,故其毛坯一般采用砂型铸造,生产批量较小时用手工造型;生产批量较大时可采用机器造型;对于结构尺寸很大的带轮,为减轻重量可采用钢板焊接毛坯。
2.链轮的毛坯选择链轮是通过链条作为中间挠性件来传递动力和运动的,其工作过程中的载荷有一定的冲击,且链齿的磨损较快。
链轮的材料大多使用钢材,最常用的毛坯为锻件。
单件小批生产时,采用自由锻造;生产批量较大时使用模锻;对于新产品试制或修配件,亦可使用型材;对于齿数大于50的从动链轮也可采用强度高于HT150的铸铁,其毛坯可采用砂型铸造,造型方法视生产批量决定。
3圆柱齿轮的毛坯选择齿轮的毛坯选择取决于齿轮的选材、结构形状、尺寸大小、使用条件及生产批量等因素。
对于钢制齿轮,如果尺寸较小且性能要求不高,可直接采用热轧捧料,除此之外,一般都采用锻造毛坯。
生产批量较小或尺寸较大的齿轮采用自由锻造;生产批量较大的中小尺寸齿轮采用模锻。
对于直径比较大,结构比较复杂的不便于锻造的齿轮,采用铸钢毛坯或焊接组合毛坯。
例1机床齿轮一般来说,机床齿轮载荷不大,运动平稳,工作条件好,故对齿轮的耐磨性及冲击韧度要求不高,材料选用中碳钢,用热轧圆钢作为毛坯。
图5.2.6为C620—1车床主轴箱中Ⅲ轴上的三联滑动齿轮简图,该齿轮主要用来传递动力并改变转速,通过拨动箱外手柄使齿轮在Ⅲ轴上作滑移运动,与Ⅱ轴上的不同齿轮啮合,以获5.2.6车床主轴箱中三联滑动齿轮简图得不同的转速。
考虑到整个齿轮较厚,采用中碳钢难以淬透,生产中也可选用中碳合金钢如40Cr,齿面经高频淬火提高表面硬度和耐磨性。
其加工工艺路线为:下料一锻造一正火一粗加工一调质一精加工一齿轮高频淬火及回火一精磨正火处理对锻造齿轮毛坯是必须的热处理工序,它可消除锻造压力,均匀组织,改善切削加工性。
对于一般齿轮,正火也可作为高频淬火前的最后热处理工序。
调质处理可以使齿轮获得较高的综合力学性能,齿轮可承受较大的弯曲应力和冲击力,并可减少淬火变形。
高频淬火及低温回火提高了齿轮表面硬度和耐磨性,并且使齿轮表面产生压应力,提高了抗疲劳破坏的能力。
低温回火可消除淬火应力,对防止产生磨削裂纹和提高抗冲击能力是有利的。
例2载重汽车的变速齿轮汽车变速箱中的齿轮主要用来调节发动机曲轴和主轴凸轮的转速比,以改变汽车的运行速度,其工作较为繁重,因此在疲劳极限、耐磨性以及抗冲击等性能方面均比机床齿轮要求高,因此变速齿轮的材料大多选用合金渗碳钢。