(完整版)毛坯材料的选择及其加工余量确定
- 格式:doc
- 大小:21.01 KB
- 文档页数:1

第2章 毛坯及余量2.1毛坯的加工余量2.1.1加工余量的基本概念加工余量是指加工过程中从加工表面切去的材料厚度。
加工余量主要分为工序余量和加工总余量两种。
(1)工序余量工序余量是相邻两工序的工序尺寸之差,即在一道工序中从某一加工表面切除的材料厚度。
对于非对称的加工表面(如图2-1a 、b 所示的平面),加工余量是单边余量,它等于实际切除材料的厚度。
对于外表面: Z i =l i -1-l i 对于内表面: Z i = l i -l i -1 式中 Z i ——本工序的加工余量; l i -1——上工序的工序尺寸; l i ——本工序的工序尺寸。
对于内孔、外圆等回转表面(如图2-1c 、d 所示),其加工余量是双边余量,即相邻两工序的直径差。
对于外圆表面: 2Z i =d i -1-d i 对于内圆表面: 2Z i = D i -D i -1 式中 2Z i ——本工序直径上的加工余量; d i -1、D i -1——上工序的直径尺寸; d i 、D i ——本工序的直径尺寸。
a) b)c) d)图2-1 加工余量(2)加工总余量毛坯尺寸与零件图的设计尺寸之差称为表面的加工总余量。
加工总余量与工序余量的关系为:n012n i i 1Z Z Z Z Z ==+++=∑式中 Z 0——加工总余量;Z i——工序余量。
(3)最大余量、最小余量、余量公差由于毛坯制造和各工序尺寸都有误差,各工序实际切除的余量值是变动的,所以加工余量又分为公称余量、最大余量和最小余量。
相邻两工序的基本尺寸之差即是公称余量。
为了便于加工,工序尺寸都按“入体原则”标注极限偏差,即按被包容面取上偏差为零;包容面取下偏差为零。
毛坯尺寸则按双向布置上、下偏差。
工序余量与工序尺寸及其公差的关系见图2-2。
余量的公差为:T z=Z max-Z min= T i+ T i-1式中Z max——工序最大余量;Z min——工序最小余量;T i——本工序尺寸的公差;T i-1——上工序尺寸的公差。
确定毛胚类型及制造方法毛胚的种类和制造方法常用的毛胚种类:铸件和锻件。
铸件毛胚,在成批生产条件下,采用砂型铸造,机器造型。
金属模造型。
锻件,可承受冲击载荷、交变载荷,在成批生产条件下,采用锻模。
加工余量的分类1、总余量和工序余量总余量是指某一表面毛胚尺寸与零件设计尺寸之差。
工序余量是指每道工序切除的金属层厚度,即相邻两道工序尺寸之差。
2、单边余量和双边余量工序余量有单边余量和双边余量之分。
对于非对称表面,工序余量是单边的,称单边余量。
对于外圆和内圆这样具有对称结构的对称表面,工序余量是双边的,称双边余量,即指相邻两工序的直径尺寸之差。
3、最大余量和最小余量由于各工序尺寸都有公差,所以各工序实际切除的余量值是变化的,因此工序余量有公称余量、最大余量、最小余量之分。
相邻两工序的基本尺寸之差即是公称余量。
公称余量的变化范围称为余量公差。
工序尺寸公差一般按“入体原则”标注。
即对被包容尺寸(轴径),上偏差为0,其最大尺寸就是基本尺寸;对包容尺寸(孔径、槽宽),下偏差为0,其最小尺寸就是基本尺寸。
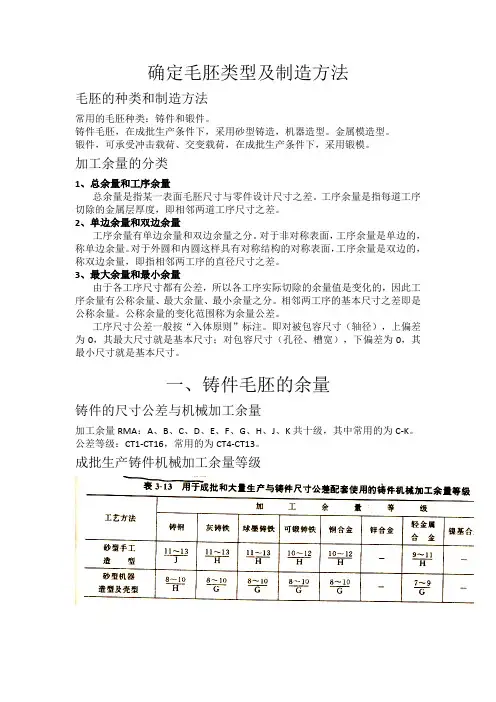
一、铸件毛胚的余量铸件的尺寸公差与机械加工余量加工余量RMA:A、B、C、D、E、F、G、H、J、K共十级,其中常用的为C-K。
公差等级:CT1-CT16,常用的为CT4-CT13。
成批生产铸件机械加工余量等级注:第一行为单边余量,第二行为双边余量。
铸件公差及公差带公差带位置:对称标注最小圆角半径(mm)(1)铸件壁部连接处的内转角应有铸造圆角。
计算时热裂性较大的合金取较大值。
(2)算出数值后,应选取与其接近的机械制造业常用的标准尺寸(详见GB2822-81)。
为便于制造,半径应尽可能统一。
例如,对于砂型及金属型铸件,一般统一用R3或R5,对压铸件用R1或R2。
铸造最小孔径表3-19 起模斜度(根据JB/T 5105-91)用二、锻件毛胚的余量选择毛胚该零件材料为45钢。
由于该拨叉在工作过程中要承受冲击载荷,为增强拨叉的强度和冲击韧性,获得纤维组织,以使金属纤维尽量不被切断,毛胚选用锻件。

加⼯余量的确定⽅法加⼯余量的确定⽅法1加⼯余量的概念及其影响因素在选择了⽑坯,拟订出加⼯⼯艺路线之后,就需确定加⼯余量,计算各⼯序的⼯序尺⼨。
加⼯余量⼤⼩与加⼯成本有密切关系,加⼯余量过⼤不仅浪费材料,⽽且增加切削⼯时,增⼤⼑具和机床的磨损,从⽽增加成本;加⼯余量过⼩,会使前⼀道⼯序的缺陷得不到纠正,造成废品,从⽽也使成本增加,因此,合理地确定加⼯余量,对提⾼加⼯质量和降低成本都有⼗分重要的意义。
(1)加⼯余量的概念在机械加⼯过程中从加⼯表⾯切除的⾦属层厚度称为加⼯余量。
加⼯余量分为⼯序余量和加⼯总余量。
⼯序余量是指为完成某⼀道⼯序所必须切除的⾦属层厚度,即相邻两⼯序的⼯序尺⼨之差。
加⼯总余量是指由⽑坯变为成品的过程中,在某加⼯表⾯上所切除的⾦属层总厚度,即⽑坯尺⼨与零件图设计尺⼨之差。
由于⽑坯尺⼨和各⼯序尺⼨不可避免地存在公差,因此⽆论是加⼯总余量还是⼯序余量实际上是个变动值,因⽽加⼯余量⼜有基本余量、最⼤余量和最⼩余量之分,通常所说的加⼯余量是指基本余量。
加⼯余量、⼯序余量的公差标注应遵循“⼊体原则”即:“⽑坯尺⼨按双向标注上、下偏差;被包容表⾯尺⼨上偏差为零,也就是基本尺⼨为最⼤极限尺⼨(如轴);对包容⾯尺⼨下偏差为零,也就是基本尺⼨为最⼩极限尺⼨(如内孔)。
加⼯过程中,⼯序完成后的⼯件尺⼨称为⼯序尺⼨。
由于存在加⼯误差,各⼯序加⼯后的尺⼨也有⼀定的公差,称为⼯序公差。
⼯序公差带的布置也采⽤“⼊体原则”法。
表⽰加⼯余量及其公差的关系,不论是被包容⾯还是包容⾯,其加⼯总余量均等于各⼯序余量之和。
Z=Z+Z+Z+…加⼯余量还有双边余量和单边余量之分,平⾯加⼯余量是单边余量,它等于实际切削的⾦属层厚度。
对于外圆和孔等回转表⾯,加⼯余量是指双边余量,即以直径⽅向计算,实际切削的⾦属为加⼯余量数值的⼀半。
(2)确定加⼯余量应考虑的因素为切除前⼯序在加⼯时留下的各种缺陷和误差的⾦属层,⼜考虑到本⼯序可能产⽣的安装误差⽽不致使⼯件报废,必须保证⼀定数值的最⼩⼯序余量。
机械加工余量、工序尺寸及毛坯尺寸的确定杠杆的材料是HT200,毛坯的重量0.85kg,生产类型为大批生产。
由于毛坯用采用金属模铸造, 毛坯尺寸的确定如下:由于毛坯及以后各道工序或工步的加工都有加工公差,因此所规定的加工余量其实只是名义上的加工余量,实际上加工余量有最大加工余量及最小加工余量之分。
由于本设计规定零件为大批量生产,应该采用调整法加工,因此计算最大与最小余量时应按调整法加工方式予以确定。
毛坯与零件不同的尺寸有:(具体见零件图)故台阶已被铸出,根据参考文献[14]的铣刀类型及尺寸可知选用6mm的铣刀进行粗加工,半精铣与精铣的加工余量都为0.5mm。
1)加工Φ25的端面,根据参考文献[8]表4-35和表4-37考虑2mm,粗加工1.9mm到金属模铸造的质量和表面的粗糙度要求,精加工0.1mm,同理上下端面的加工余量都是2mm。
2)对Φ25的内表面加工。
由于内表面有粗糙度要求1.6。
可用一次粗加工1.9mm,一次精加工0.1mm就可达到要求。
3)加工宽度为30mm的下平台时,用铣削的方法加工台肩。
由于台肩的加工表面有粗糙度的要求6.3aRm可以满足,故采取分四次的铣削的方式,每次铣削的深度是2.5mm。
4)钻锥孔Φ12.7时要求加工一半,留下的余量装配时钻铰,为提高生产率起见,仍然采用Φ12的钻头,切削深度是2.5mm。
5)钻Ф14阶梯孔,由于粗糙度要求3.2aRm2mm。
可一次粗加工1.85mm,一次精加工0.15就可达到要求。
6)加工M8底孔,根据参考文献[8]表4-23考虑加工余量1.2mm。
可一次钻削加工余量1.1mm,一次攻螺纹0.1就可达到要求。
7)加工2-M6螺纹,根据参考文献[8]表4-23考虑加工余量1.2mm。
可一次钻削加工余量1.1mm,一次攻螺纹0.1mm就可达到要求。
8)加工2-M6端面,粗加工2mm到金属模铸造的质量和表面粗糙度要求,精加工1mm,可达到要求。
毛坯的确定㈠、毛坯的选择毛坯的选择对零件工艺过程的经济性有很大的影响,而且还会影响零件的力学性能和使用性能。
零件加工过程中的材料消耗,工序余量,加工工时,以及零件的机械强度,金属纤维组织,内部缺陷等都与毛坯的选择有很大关系。
选择毛坯的基本任务是选定毛坯的种类和制造方法,确定其精度。
1、毛坯的种类和制造方法的确定一般情况下,确定了零件的材料,也就大致确定了毛坯的种类,毛坯的种类与加工质量,材料的消耗,生产,成本密切相关。
毛坯种类的选择决定与零件的实际作用,材料,形状,生产性质及在生活中获得可能性。
根据零件分析可得该零件是盘类零件。
盘类类零件的毛坯选择一般分为锻件,铸造和棒料三种。
若在此使用铸件,生产周期长,成本高,对于中小批量零件不划算。
若在此使用锻件,由于零件外形尺寸小,虽然可以锻造但成本高,对于中小批量零件也不划算。
在此,应该用胎膜锻(因为,1、很难有如此多的大棒料;2、弓锯机切成短的棒料很困难;3、加工时,材料利用率极低;4、浪费大量的加工工时。
故,应采用较小的棒料,利用胎膜锻,锻成外部带台阶和内孔的锻件,比较合适)按零件图的实际结构及相关技术要求,只有200件,属于小批量生产,这里选用棒料作为加工的坯料,其生产准备简单易形。
2、确定毛坯的加工余量及余量公差查《机械制造手册》表毛坯尺寸及公差主要面尺寸1/ 2两端面高度零件尺寸(mm)280915总余量(mm)3+311.5+0.毛坯尺寸(mm)300120公(mm)+0.1+0.1差3、由以上分析可以确定毛坯尺寸,该零件毛坯的尺寸为:Φ300x120mm。
2/ 2。
毛坯尺寸公差与机械加工余量确定
1.求最大轮廓尺寸
根据零件图计算轮廓尺寸,长75mm,宽80mm,高195mm,故最大轮廓尺寸为195mm
2.选取公差等级CT
铸造方法按机器选型,铸件材料按灰铸铁,得公差等级CT范围8-12级,取为10级。
3.求铸件尺寸公差
根据加工的基本尺寸和铸件等级CT,由表5-3查得,公差带相对于基本尺寸对称分布
4.求机械加工余量等级
铸造方法按机器造型、铸件材料按灰铸铁,得机械加工余量等级范围E-G级,取为F级。
5.求RMA
由表5-4查最大轮廓尺寸为140mm,机械加工余量为F级,的RMA数值为2mm
6.求毛坯基本尺寸
25mm孔属内腔加工,即R=F-2RMA-CT/2=25-2某2-2.4/2=19.8mm
拨叉脚内表面属内腔加工,即R=F-2RMA-CT/2=55-2某2-
2.8/2=49.6mm
拨叉脚端面属单侧加工,即R=F+RMA+CT/2=132.5+2+3.6/2=136.3mm 拨叉头端面属单侧加工,即R=F+RMA+CT/2=23+2+2.4/2=26.2mm
操纵槽底面属内腔加工,即R=F-2RMA-CT/2=8-2某2-2/2=3mm
操纵槽内侧面属内腔加工,即R=F-2RMA-CT/2=16-2某2-
2.2/2=10.9mm
拨叉脚弧形侧面属双侧加工,即R=F+2RMA+CT/2=12+2某
2+2.2/2=17.1mm叉轴变速孔上的剖面属单侧加工,即
R=F+RMA+CT/2=17+2+2.4/2=20.2mm。
毛坯材料的选择及其加工余量确定
3.1毛坯种类的选择
零件的毛坯一般有棒料、锻件和铸件三种。
其中,锻件适用与零件强度较高,形状较简单的零件,钢质零件的锻造毛坯,其力学性能高于钢质棒料和铸钢件。
尺寸大的零件因受设备限制,故一般用自由锻;中、小型零件可选模锻;形状复杂的刚质零件不宜用自由锻;铸件则适用于形状复杂的毛坯。
根据轴类螺纹配合件的结构形状和外轮廓尺寸,结合学校的实际情况,螺纹轴类零件毛坯种类由棒料锯割。
.
3.2 毛坯的形状和尺寸的选择
选择毛坯形状和尺寸总的要求是:减少多余浪费,实现少屑或无屑加工。
因此,毛坯形状要力求接近成品形状,以减少机械加工的劳动量。
但也有以下四种情况。
(1)采用锻件,铸造毛坯时,因锻模时的欠压量与允许的错模量不等,铸造时也会因砂型误差、收缩量及坯的挠曲与扭曲变形量的不同也会造成加工余量不充分、不稳定,所以,除板金属液体的流动性差不能充满型腔等造成余量的不等,此外,锻造、铸造后,毛坯不论是锻件、铸件还是型材,只要准备采用数控加工,其加工表面均应有较充分的余量。
(2)尺寸小或薄的零件,为便于装夹并减少夹头,可将多个工件连在一起,由一个毛坯制出。
(3)装配后形成同一工作表面的两个相关零件,为保证加工质量并使加工方便,常把两件合为一个整体毛坯,加工到一定阶段后再切开。
(4)对于不便装夹的毛坯,可考虑在毛坯上另行增加装夹余量或者工艺凸台、工艺凸耳等辅助基准。
该零件的加工要留2-4mm的毛坯余量。
由于要尽量使毛坯各个主要加工面上的加工余量均匀,根据螺纹轴类零件图样尺寸为Ф124mm×48mm,选择毛坯尺寸为Ф126mm×50mm。