12机械零件的选材及毛坯的选择
- 格式:ppt
- 大小:208.00 KB
- 文档页数:7
机械零件毛坯的选择1. 引言在机械制造行业中,机械零件的制造是一个关键的环节。
选择合适的毛坯是确保产品质量和性能的重要因素之一。
本文将介绍机械零件毛坯的选择原则和常见的毛坯材料及其适用范围,以帮助读者更好地理解和选择合适的毛坯。
2. 机械零件毛坯的选择原则为了保证机械零件的制造质量和性能,选择合适的毛坯是至关重要的。
以下是机械零件毛坯选择的一些原则:•材料性能符合要求:选择毛坯时,首要考虑的是材料的性能是否符合机械零件的使用要求。
例如,对于耐磨性要求较高的零件,应选择具有较高硬度和耐磨性的材料。
•尺寸和形状适合加工:毛坯的尺寸和形状应尽可能接近最终产品的要求,以减少加工工序和材料浪费。
同时,还要考虑毛坯是否容易加工和定位。
•成本可接受:选择毛坯时,还需要考虑其成本是否可接受。
不同材料的成本相差较大,合理选择可以在不影响产品质量的前提下降低制造成本。
•资源可获取:毛坯的选择还需要考虑资源的可获取性,包括供应稳定性和供应商的信誉度。
确保能够长期稳定地获取所需的毛坯材料。
3. 常见的机械零件毛坯材料及其适用范围3.1 碳钢碳钢是一种常见的毛坯材料,因其具有良好的可加工性、较低的成本和广泛的应用范围而受到广泛的应用。
适用于制造一些强度要求不高的机械零件,如螺栓、轴承和传动齿轮等。
3.2 不锈钢不锈钢具有良好的抗腐蚀性能和耐高温性能,适用于制造对耐腐蚀性能有要求的机械零件,如阀门、管道和食品加工设备等。
3.3 铝合金铝合金具有较低的密度和良好的导热性能,适用于制造轻型零件和具有散热需求的零件,如汽车零件、航空部件和电子设备外壳等。
3.4 铜合金铜合金具有良好的导电性和导热性能,适用于制造电子设备连接器和散热器等。
3.5 高温合金高温合金具有优异的耐高温和耐腐蚀性能,适用于制造具有高温工作环境的零件,如航空发动机零件和炼油设备零件等。
3.6 塑料某些机械零件可以使用塑料毛坯进行制造,特别是对于需要较低重量和较低噪音的零件。

机械零件毛坯的选择
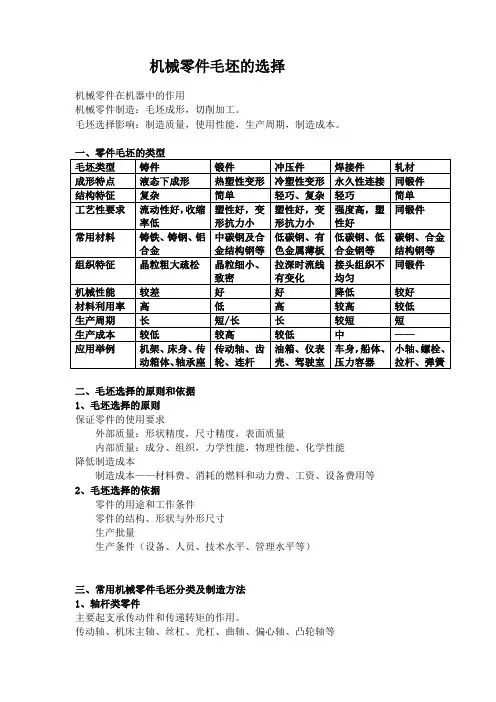
机械零件在机器中的作用
机械零件制造:毛坯成形,切削加工。
毛坯选择影响:制造质量,使用性能,生产周期,制造成本。
二、毛坯选择的原则和依据
1、毛坯选择的原则
保证零件的使用要求
外部质量:形状精度,尺寸精度,表面质量
内部质量:成分、组织,力学性能,物理性能、化学性能
降低制造成本
制造成本——材料费、消耗的燃料和动力费、工资、设备费用等2、毛坯选择的依据
零件的用途和工作条件
零件的结构、形状与外形尺寸
生产批量
生产条件(设备、人员、技术水平、管理水平等)
三、常用机械零件毛坯分类及制造方法
1、轴杆类零件
主要起支承传动件和传递转矩的作用。
传动轴、机床主轴、丝杠、光杠、曲轴、偏心轴、凸轮轴等
3、机架、箱体类零件
减速器装配图
减速器主要零件的材料和毛坯选择
汽车发动机零件的材料和毛坯选择
台钳装配图
台钳零件的材料和毛坯选择。
机械零件毛坯选择
机械零件毛坯是机械制造加工领域的基础材料之一。
选择适合的毛坯对于保证零件质量、提高加工效率具有十分重要的意义。
毛坯是指在加工前需要加工成形的原始材料,例如铸造、锻造、压制等。
在选择毛坯时,需要考虑工作条件、要求、材料特性等因素。
首先,需要考虑到加工零件的形状。
选择毛坯时需要考虑到加工成品的形状和尺寸,以及所需加工的特殊形状要求。
例如,圆形、方形、长条形零件等通常选择圆钢、方钢、宽板等毛坯进行加工;而一些复杂的几何形状零件则需要选择浇铸或锻造的毛坯进行加工。
其次,需要考虑到零件的材质。
选择毛坯时需要考虑到零件的材质要求,毛坯材质应与零件材质相似,以避免在加工过程中因为材料不同导致的差异,影响零件的质量。
同样,材料的物理性质、化学性质以及热处理性能等都是需要考虑到的。
另外,还需要考虑到工艺要求。
在选择毛坯时需要考虑到工艺工作的特殊要求。
例如,冲压件、弯曲件等需要选择塑性好的材料毛坯进行加工,而一些装配件则需要选择尺寸精度较高的毛坯进行加工。
最后,还需要综合考虑零件的加工成本。
选择毛坯时要综合考虑零件的加工成本。
一些复杂的工艺加工需要选择结构简单、毛坯尺寸比较大的毛坯进行加工,减少材料的损耗。
总之,选择适合的机械零件毛坯不仅可以提高生产效率,保证零件的质量,而且可以最大限度地降低成本。
因此,在选择毛坯时,需要充分考虑零件的形状、材质、工艺要求以及加工成本等因素,并结合实际情况进行选择。
机械零件加工工艺过程中毛坯的选择毛坯是根据零件(或产品)所要求的形状、工艺尺寸等制成的供进一步零件加工用的生产对象。
毛坯的种类、形状、尺寸及精度对机械零件加工工艺过程、产品质量、材料消耗和生产成本有着直接影响。
冈此,在设计工艺规程时必须正确地选择毛坯的种类和确定毛坯的形状。
1) 机械零件加工工艺中毛坯种类的选择机械加工中常用的毛坯种类有:祷件、锻件、焊接件、型材、冲压件、粉末冶金件和工程塑料件等。
根据零件的材料和对材料力学性能的要求,零件结构形状和尺寸大小,零件的生产纲领和现场生产条件以及利用新工艺、新技术的可能性等因素,可参考表1确定毛坯的种类。
表1 机械制造业常用毛坯种类及其特点2) 确定毛坯的形状和尺寸现代机械制造发展的趋势之一是精化毛坯,使其形状和尺寸尽量与零件接近,从而进行少切屑加工甚至无屑加工。
但由于毛坯制造技术和成本的限制,产品零件的机械加工精度和表面质量的要求越来越髙,所以毛坯的某些表面仍需留有一定的零件加工余量,以便通过机械加工达到零件的技术要求。
毛坯制造尺寸与零件相应尺寸的差值称为毛坯加工余量,毛坯制造尺寸的公差称为毛坯公差,二者都与毛坯的制造方法有关,生产中可参阅有关的零件加工工艺手册来选取。
毛坯的零件加工余量确定后,其形状和尺寸的确定,还要考虑到毛坯制造、机械加工及热处理等工艺因素的影响。
下面仅从机械加工工艺角度来分析一下,在确定毛坯形状和尺寸时应注意的几个问题。
(1) 为使零件加工时工件安装稳定,有些铸件毛坯需要铸出工艺凸台,如图7-4所示。
工艺凸台一般在零件加工后再行切除。
图1 具有工艺凸台的刀架毛坯(2) 为了保证零件的加工质量和加工方便,常将一些零件先做成一个整体毛坯,加工到一定阶段后再切割分离。
对于半圆形的零件一般应合并成一个整圆的毛坯;对于一些小的、薄的零件(如轴套、垫圈和螺母等),可以将若干零件合成一件毛坯,待加工到一定阶段后再切割分离。
图2 所示车床进给系统中的开合螺母外壳,就是将其毛坯做成整体,待零件加工到一定阶段后再切割分离。
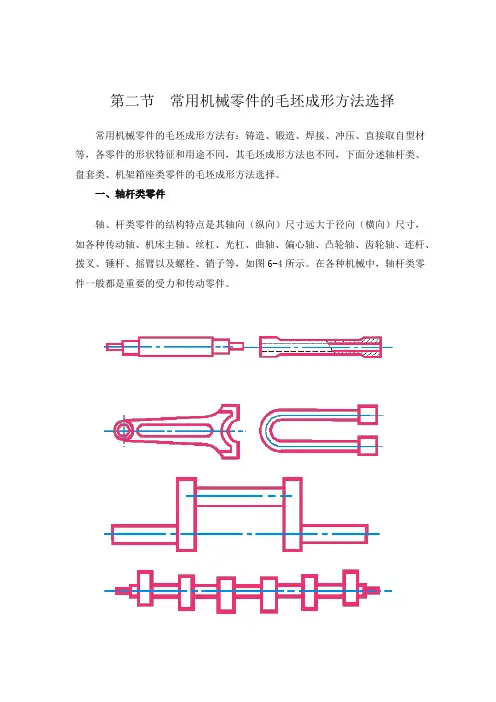
第二节常用机械零件的毛坯成形方法选择常用机械零件的毛坯成形方法有:铸造、锻造、焊接、冲压、直接取自型材等,各零件的形状特征和用途不同,其毛坯成形方法也不同,下面分述轴杆类、盘套类、机架箱座类零件的毛坯成形方法选择。
一、轴杆类零件轴、杆类零件的结构特点是其轴向(纵向)尺寸远大于径向(横向)尺寸,如各种传动轴、机床主轴、丝杠、光杠、曲轴、偏心轴、凸轮轴、齿轮轴、连杆、拨叉、锤杆、摇臂以及螺栓、销子等,如图6-4所示。
在各种机械中,轴杆类零件一般都是重要的受力和传动零件。
轴杆类零件材料大都为钢。
其中,除光滑轴、直径变化较小的轴、力学性能要求不高的轴,其毛坯一般采用轧制圆钢制造外,几乎都采用锻钢件为毛坯。
阶梯轴的各直径相差越大,采用锻件越有利。
对某些具有异形断面或弯曲轴线的轴,如凸轮轴、曲轴等,在满足使用要求的前提下,可采用球墨铸铁的铸造毛坯,以降低制造成本。
在有些情况下,还可以采用锻-焊或铸-焊结合的方法来制造轴、杆类零件的毛坯。
图6-5所示的汽车排气阀,将锻造的耐热合金钢阀帽与轧制的碳素结构钢阀杆焊成一体,节约了合金钢材料。
图6-6所示的我国60年代初期制造的12000t水压机立柱,长18m,净重80t,采用ZG270-500,分成6段铸造,粗加工后采用电渣焊焊成整体毛坯。
二、盘套类零件盘套类零件中,除套类零件的轴向尺寸有部分大于径向尺寸外,其余零件的轴向尺寸一般小于径向尺寸、或两个方向尺寸相差不大。
属于这一类的零件有齿轮、带轮、飞轮、模具、法兰盘、联轴节、套环、轴承环以及螺母、垫圈等,如图6-7所示。
这类零件在机械中的使用要求和工作条件有很大差异,因此所用材料和毛坯各不相同。
1.齿轮这是各类机械中的重要传动零件,运转时齿面承受接触应力和摩擦力,齿根要承受弯曲应力,有时还要承受冲击力。
故要求齿轮具有良好的综合力学性能,一般选用锻钢毛坯,如图6-8a所示。
大批量生产时还可采用热轧齿轮或精密模锻齿轮,以提高力学性能。
机械零件材料及毛坯的选择与质量检验机械零件材料及毛坯的选择与质量检验随着机械制造技术的不断发展,机械零件的种类与规格越来越丰富,材料的种类与性能也不断得到提高,如何选择适合的材料毛坯并且保证其质量是机械制造的一个重要问题。
本文将从机械零件材料的选择以及毛坯质量的检验两个方面来进行探究。
一、机械零件材料的选择机械零件的材料选择在机械制造中起着至关重要的作用,在选择材料时要综合考虑机械零件受力、耐磨损、耐高温、表面光洁度、制造成本等方面的因素。
1、机械零件的受力情况机械零件在工作过程中所受到的载荷方向、大小、类型等都是材料选择的重要依据。
例如,零件受到拉伸、压缩、剪切等载荷方向不同,应选择不同的材料,如拉力较大的零件通常选择高强度材料,而剪切力较大的零件则选用耐磨材料。
2、耐磨损性能机械零件在长时间使用过程中,必然会因摩擦而产生磨损,选择耐磨材料可以有效的延长其使用寿命,常用的耐磨材料有高锰钢、铸钢、铸铁等。
3、耐高温性能在高温工况下,机械零件材料必须具有良好的高温耐受性,常用的材料有高温合金、碳素纤维复合材料等。
4、表面光洁度机械零件制造完毕后需要进行表面精磨,因此,在选择材料时要考虑其表面光洁度,一般情况下,材料表面硬度越大,表面光洁度就越难保证。
5、制造成本在选择材料时,还需要兼顾制造成本,因为不同材料其制造难度和成本都存在差异,对于一些规格相同但材料成本不同的零件,应该选择材料性能相当而成本较低的材料。
二、毛坯质量的检验毛坯是机械零件制造的基础,在检验毛坯质量时,需要重点关注以下几个方面。
1、尺寸精度的检验毛坯制造时的尺寸精度是影响零件精度的关键因素之一,因此要经常对毛坯的尺寸精度进行检验,发现问题及时整改。
2、金属组织检验毛坯的金属组织对于零件质量也至关重要,通过金相显微镜等检测设备对毛坯的金属组织进行检验,以检测其是否存在晶粒粗大、夹杂物等缺陷。
3、力学性能检验毛坯的力学性能是机械零件质量的保证之一,通过应力、拉伸等实验对毛坯的力学性能进行检测。
〖任务描述〗机械零件材料及毛坯的选择车床主轴是指机床上带开工件或刀具旋转的轴,它是打算机床的加工质量和切削效率的重要部件。
下面以图 6-1 所示的C616 型车床主轴为例来分析其选材及热处理方法。
明确任务,在任务的驱动下学习。
图 6-1 C616 型车床主轴〖任务分析〗该车床主轴受交变弯曲和扭转复合应力作用,载荷不大,转速中等,冲击载荷也不大,所以具有一般综合力学性能即可满足要求。
但大的内锥孔、外锥体与卡盘、顶尖之间有摩擦,花键处与齿轮有相对滑动。
为防止划伤和磨损,这些部位要求有较高的硬度和耐磨性。
轴颈与滚动轴承协作硬度要求不高。
C616 型车床主轴选用 45 钢。
热处理技术条件为整体硬度 220~250 HBW;内锥孔和外锥体 45~50 HRC;花键局部 48~53 HRC。
其加工工艺路线为锻造—正火—粗加工—调质—半精加工—淬火、低温回火—粗磨(外圆、锥孔、外锥体)—铣花键—花键淬火、回火—精磨。
〖相关学问〗学习情境一零部件的失效一、零部件失效的概念及形式一般机器零件常见的失效形式有过量变形、断裂和外表损伤三种。
1.过量变形把握零部件失效(1)过量弹性变形。
机械零件在使用过程中只要受力必定会发生弹性变形,但是弹性变的概念。
形量过大会使零件失效。
引起弹性变形失效的缘由主要是零部件的刚度缺乏。
要预防过量弹性变形,则应选用弹性模量大的材料。
(2)过量塑性变形。
零部件承受的静载荷超过材料的屈服强度时,将产生塑性变形。
过量塑性变形是机械零件失效的重要形式,轻则使机器工作状况变坏,重则使机器无法连续运行,甚至破坏。
(3)蠕变。
在恒定载荷和高温下,蠕变一般是不行避开的,通常是以金属在肯定温度和应力下经过肯定时间所引起的变形量来衡量。
2.断裂1)韧性断裂韧性断裂时,零件承受的载荷大于零件材料的屈服强度,断裂前零件有明显的塑性变形,尺寸发生明显的变化。
一般断面缩小,且断口呈纤维状。
零件的韧性断裂往往是由于受到很大的载荷或过载引起的。