- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Keywords :H - beam ; FEM ; metal flow
1 前 言
H 型钢断面比较复杂 ,在轧制过程中影响金 属流动的因素非常多 ,如何正确的分析这些因素 对金属流动的影响 ,并有效的把分析结果应用到 现场轧制规程的编制中去是现场的工程技术人员 非常关心的问题 。目前 ,关于这方面问题已经进 行一些研究[1~3] ,但还有待进一步完善 。本文通 过显式动力学有限元模拟的方法 ,模拟了 H 型钢 的轧制变形过程 ,找到了影响金属流动的几个主 要因素 ,认真分析了这些因素对金属流动的影响 趋势 。
部 ,所以 ,腿部越宽的轧件 ,R 部向腰部流动的金
(a)
属越多 。沿轧制方向来看 ,R 部向腰税流动的金
属越多 ,则在 R 部 ,金属沿轧制方向流动就会较
慢 ,结果如图 3 (b) 所示 。
( b)
(a)
图 3 腿宽不同的 H型钢在 Z 方向的位移
( b)
图 2 腿宽不同的 H型钢在 X 方向的位移
2005 年 12 月
December 2005
钢 铁 研 究
Research on Iron & Steel
第 6 期 (总第 147 期)
No. 6 (Sum147)
万能轧机轧制 H 型钢的数值模拟分析
乔 兵1 ,徐旭东2
(1. 东北特钢集团公司 技术中心 ,辽宁 大连 116000 ;2. 东北大学 轧制技术及连
轧自动化国家重点实验室 ,辽宁 沈阳 110004)
摘 要 :利用变形情况 ,分析了影响金属流 动过程的主要因素 。研究结果表明 ,轧件的腿腰延伸比和腿宽对金属的流动趋势有明显的影响 。
关键词 : H 型钢 ;有限元 ;金属流动 中图分类号 :TG335. 4 文献标识码 :A 文章编号 :1001 - 1447 (2005) 06 - 0026 - 04
(3)
位移边界条件 :
ui = ui 在 S u 上
(4)
其中 Sσ 为外力 Ti 已知的表面 ; S u 为位移约束表 面 ;σij 和εkl 为应力张量和应变张量 ; f i 是单位体 积力 ;μ为阻尼系数 ; ui 是给定的位移 ; Ti 是给定 外力 ; Dijkl 是材料的弹塑性矩阵分量 。ui , tt 和 ui , t 分别是位移 ui 对 t 的二次导数和一次导数 , 即分 别表示 i 方向的加速度和速度 。
4. 2 腿腰延伸比的变化对金属流动的影响 所谓腿腰延伸比是指轧件腿部绝对压下率与
腰部绝对压下率之间的比值 。该值是保证轧件腰 部与腿部均匀延伸的系数 ,在轧件腰腿厚度较薄 时 ,改变它会引起严重的产品缺陷 ,因此在进行模 拟计算时轧件的腰腿厚度取的相对大一些 ,即 :初 始腰厚取 35 mm ,初始腿厚取 65 mm ,轧后腰厚取 31. 15 mm ,轧后腿厚取 58. 53 mm 和 55. 21 mm (对 应扣腿腰延伸比分别是 0. 9 和 1. 4 ,其它参数如表 1 所示 。
·28 ·
图 4 (a) 、图 5 (a) 表示腿腰延伸比为 0. 9 时轧 件沿 X 和 - Z 方向的位移 。图 4 (b) 、图 5 (b) 代表 腿腰延伸比为 1. 4 时轧件沿 X 和 - Z 方向的位 移 。根据计算结果 : 腿腰延伸比大 ,则 R 部向腰 部流动的金属多 (如图 4 (b) 所示) ,沿轧制方向 R 部金属流动缓慢 (如图 5 (b) 所示) 。分析可知 :轧 制过程中 ,采用较小的腰部压下率或较大的腿部 压下率可以获得较大的腿腰延伸比 。由于轧件作 为一个整体并且总长度较长 ,由头部与尾部的不 均匀延伸而造成的轧件中部的腰腿之间的不均匀 延伸可以忽略不计 ,可以认为 ,在轧制过程中 ,轧 件腰部的延伸与腿部的延伸保持一致 ,当然 ,由于 头部与尾部存在不均匀变形 ,沿轧制方向 ,轧件腰 部与腿部的位移量 (变形后) 不可能相同 。腿腰延 伸比大说明轧件腿部的延伸趋势要大于腰部的延 伸趋势 ,但为了达到腰腿延伸的一致性 ,腰部的延 伸需要增加 ,腿部的延伸需要减少 。根据体积不 变定律 ,腰部延伸增加 ,则 R 部向腰部流动的金 属就会增加 ,结果如图 4 ( b) 所示 。另外 ,同样根 据体积不变定律 ,腿部延伸减少 ,腿部宽展就会增 加 ,所以 ,当腿腰延伸比较大时 ,轧件的宽展系数 就会较大 。
Synopsis :The deformation of H - beam in rolling process was simulated by explicit dynamic FEM. Factors that influ2 ence metal flow in the rolling process were analyzed. The research shows that the elongation ratio between flange and web and the width of flange had significant effects on the metal flow.
2 Δt2
M)
tu
-
1 Δt2
M
t
-
Δt
u
(12)
求解该式就可以得到问题的解 。
3 模拟计算条件
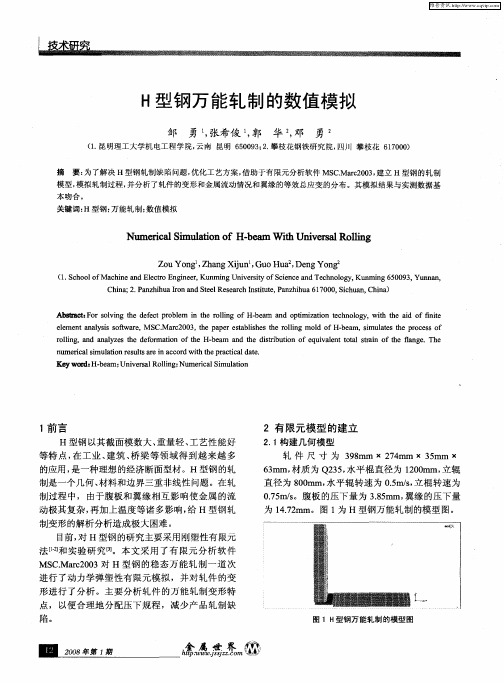
把表 1 中第 2 行上所示的各参数作为基本轧 制参数 。在计算某个参数的影响时 ,按照表 1 改 变这个参数的值 (其中 ,轧前腿厚随轧前腰厚的变 化而变化 ,即 :轧前腰厚取 15 mm ,则轧前腿厚取 25 mm ,轧前腰厚取 35 mm ,则轧前腿厚取 65 mm) , 其它参数按照基本轧制参数固定不变 。根据上述 方法 ,依次逐个的变化各轧制参数 ,从中发现影响 金属流动的主要影响因素 。H 型钢轧制前的状态 如图 1 所示 , - Z 方向为轧制方向 。
根据平衡方程和边界条件的等效积分形式的
Galerkin 提法 ,并带入物理方程可得到
∫(δεijDijkεl kl + δuρi ui , tt + δuμi ui , t) d V = V
∫ ∫ δuif idV + δuiTd S
(5)
V
Sσ
作者简介 :乔 兵 (1968 - ) ,男 ,辽宁大连人 ,博士生 ,主要从事金属材料性能研究.
轧前腰厚/ mm 15 25 35
腰厚相对压 下率/ % 7 11 15
轧前腿厚/ mm 25 45 65
表 1 轧制参数
腿部相对压 下率/ %
腿宽/ mm
7. 69
100
12. 22
200
16. 37
300
腿腰 延伸比
0. 9 1. 1 1. 4
水平辊直 径/ mm 920 1 120 1 320
(1) 腿部越宽的轧件 ,R 部金属向轧件腰部流 动的趋势越强 ,沿轧制方向流动越缓慢 ,轧件宽展 系数越低 。
(2) 腿腰延伸比越大的轧件 ,R 部金属向腰部 流动的趋势越强 ,沿轧制方向流动越缓慢 ,轧件宽 展系数大 。
[ 参考文献 ]
[1 ] Kazutake Komori . Simulation of deformation and temperature in multi - pass H - shape rolling[J ] . Journal of Materials processing Technology ,2000 ,105 :24~31.
R 部金属向腰部流动的越多 ,根据体积不变
定律 ,R 部金属沿轧制方向 ( - Z 方向) 流动量就 会越少 。所以如图 5 ( b) 所示 , 金属在流动过程
中 ,腿腰延伸比越大的轧件 ,R 部金属沿轧制方向 流动的越缓慢 。
5 结 论
轧件腿宽和腿腰延伸比是影响金属的流动的 两个最主要的因素 。根据计算结果和金属流动情 况分析可知 :
ANALYSIS ON NUMERICAL SIMULATION OF H - BEAM ROLL ING WITH UNIVERSAL MILL
QIAO Bing1 ,XU Xu - dong2 (1. Technology Center , Northeastern Special Steel Co. , Dalian , 116000 , China ; 2. The State Key Lab of Rolling Technology and Automation , Northeastern University , Shenyang 110004 , China)
较差 ,而腿部较宽的轧件 ,如图 2 (b) 所示 ,金属沿 X 方向向轧件腰部中心流动的能力相对较强 。沿 轧制方向 ( - Z 方向) 来看 ,腿部较窄的轧件如图 3 (a) 所示 ,腰部 (靠近 R 部) 的金属沿轧制方向流 动相对较慢 ,腿部较宽的轧件如图 3 ( b) 所示 , R 部金属沿轧制方向流动较慢 。根据最小阻力定律 进行分析 ,当立辊对轧件腿部进行轧制时 ,腿端是 金属流动的自由端 ,腿部越窄 ,腰腿结合处 (以下 简称 R 部) 的金属距离自由端越近 ,就越容易向 阻力小的腿端流动 ,而向腰部的流动量就会减少 , 因此这时轧件的宽展较大 。相反 ,腿部越宽 ,R 部 金属距离腿端越远 ,流动阻力越大 ,导致金属向腰 部的流动量较大 ,这时轧件的宽展较小 。另外 ,由 于水平辊辊面和侧面存在速度差 ,腿部越窄 ,这种 速度差越小 ,腰腿之间的拉力就会越小 。同时 ,由 于立辊是被动辊 ,腿部较窄的轧件 ,腿部与立辊的 接触宽度较窄 ,导致立辊轧制力相对较小 ,轧件很
·26 ·
将位移空间离散 ,并注意到位移变分的任意 性 ,最终得到系统的求解方程
Ma ( t) + Cv ( t) + Ku ( t) = Q ( t) (6) 其中 a ( t) 和 v ( t) 分别是系统的节点加速度 向量和节点速度向量 , M , C , K 和 Q ( t) 分别是系 统的质量矩阵 、阻尼矩阵 、刚度矩阵和节点载荷向