轧制力计算案例
- 格式:doc
- 大小:226.23 KB
- 文档页数:5
轧制力能参数范文轧制力是指钢铁、金属等材料在轧制过程中受到的切削力或变形力。
轧制力的参数对轧制过程的控制和优化具有重要的意义。
下面将从轧制力的定义、计算、调节和影响因素等方面,详细介绍轧制力的参数。
一、轧制力的定义轧制力是指轧制机综合作用下金属材料所受的力。
在轧制过程中,轧辊通过对金属材料的压制、切割、牵引等方式对其进行变形。
这些力的大小和方向决定了轧制过程中金属材料的变形途径、变形程度和质量。
二、轧制力的计算1.平面轧制力计算公式在平面轧制过程中,轧制力的大小可以通过以下公式进行计算:F=kAε其中,F为轧制力,k为表征轧制过程的特性参数,A为金属材料的截面积,ε为金属材料的应变。
该公式表明,轧制力与材料的截面积和应变呈正比关系,同时受到轧制过程特性参数k的影响。
2.缺口轧制力计算公式在缺口轧制过程中,轧制力的大小可以通过以下公式进行计算:F=kAl其中,F为轧制力,k为表征轧制过程的特性参数,A为金属材料的截面积,l为两辊缺口的长度。
该公式表明,轧制力与材料的截面积和缺口长度呈正比关系,同时受到轧制过程特性参数k的影响。
三、轧制力的调节为了获得良好的轧制质量和提高生产效率,需要对轧制力进行调节。
常见的调节方法包括调节轧辊力、调节辊缝尺寸、调节轧机速度等。
1.调节轧辊力通过调节轧辊的力大小和方向,可以改变轧制力的大小和分布,从而达到控制变形的目的。
调节轧辊力可以通过改变轧辊的压下力和牵引力来实现。
2.调节辊缝尺寸通过调节辊缝的宽度和间隙,可以改变轧制力的大小和分布。
辊缝的宽度和间隙对轧制力的影响较大。
辊缝宽度小,间隙大,轧制力较大;辊缝宽度大,间隙小,轧制力较小。
3.调节轧机速度通过调节轧机的转速和进给速度,可以改变轧制力的大小和分布。
提高轧机速度可以减小轧制力,但同时也会增加摩擦力和能量消耗。
四、轧制力的影响因素轧制力的大小受到多种因素的影响,主要包括材料的物理力学性质、工艺参数和轧机设备的调整情况。
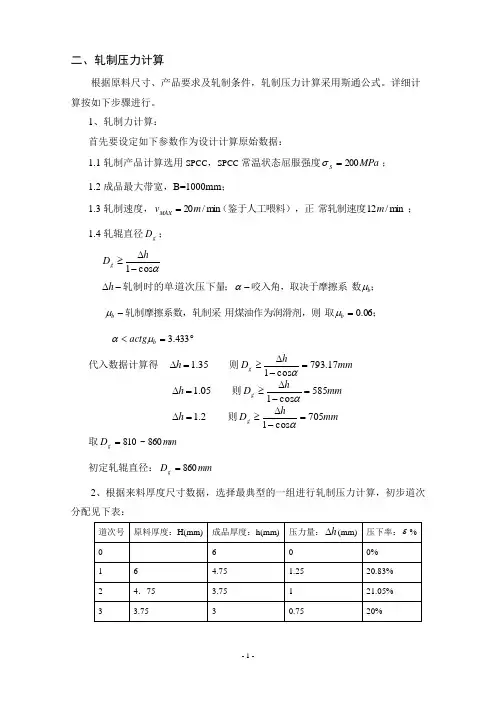
二、轧制压力计算根据原料尺寸、产品要求及轧制条件,轧制压力计算采用斯通公式。
详细计算按如下步骤进行。
1、轧制力计算:首先要设定如下参数作为设计计算原始数据:1.1轧制产品计算选用SPCC ,SPCC 常温状态屈服强度MPa S 200=σ; 1.2成品最大带宽,B=1000mm ;1.3轧制速度,m in /12m in/20m m v MAX 常轧制速度(鉴于人工喂料),正=; 1.4轧辊直径g D ;αcos 1-∆≥hD g轧制时的单道次压下量-∆h ;;数咬入角,取决于摩擦系b μα-;取用煤油作为润滑剂,则轧制摩擦系数,轧制采06.0=-b b μμ ︒=<433.3b actg μα代入数据计算得 35.1=∆h 则mm hD g 17.793cos 1=-∆≥α05.1=∆h 则mm hD g 585cos 1=-∆≥α 2.1=∆h 则mm hD g 705cos 1=-∆≥α取mm D g 860~810= 初定轧辊直径:mm D g 860=2、根据来料厚度尺寸数据,选择最典型的一组进行轧制压力计算,初步道次分配见下表:3、轧制压力计算3.1、第1道次轧制压力计算 3.1.1、咬入条件校核︒=⨯∆=∂2878.3180πR h ,即满足咬入条件 3.1.2、变形区长度lmm h R l 7945.21=∆⨯=3.1.3、平均压下率ε106.04.0εεε⨯+⨯=00=ε 83.201=ε%则,%5.126.04.010=⨯+⨯=εεε经第1道次轧制后材料的变形阻力:MPa S 7.3799.334.2256.01=⨯+=εσ3.1.4、求解轧辊弹性压扁后的接触弧长度l ' 依次求解Y 、Z ,最后得出接触弧长度l 'a-求解诺莫图中Ymh k C Y μσσ)2(210+-=N mm RC /909003=; MPa k S S 335)2(15.110=+=σσ力轧制时的前张力、后张、-10σσ,人工辅助咬入为无张力轧制,前后张力均为零;mm hH h m 375.52=+=代入以上各项数据,得Y=0.0415b-求解诺莫图总Z2⎪⎪⎭⎫ ⎝⎛=mhl Z μ,代入各项数据,得Z=0.105诺莫图由以上a 、b 两项根据诺莫图求交点,得X=0.34 则 mm h X l m84.22=⨯='μ3.1.5、平均单位轧制压力()()m k ee k p m XX m**1σσ-=--= 依次得出,187.134.0171.2134.0=-=-=X e m X m k p ⋅==395.57MPa3.1.6、轧制总压力Pt p l B P 6.90357.39584.2210001=⨯⨯=⨯'⨯=3.2、轧制总压P 的确定依次求解第2、3道次的轧制压力 按照初步道次分配表计算出结果如下:t P 13802= ;t P 16003=轧制压力呈逐步增大,轧制时难以保证轧件发生均匀变形,即压下规程设计不合理。

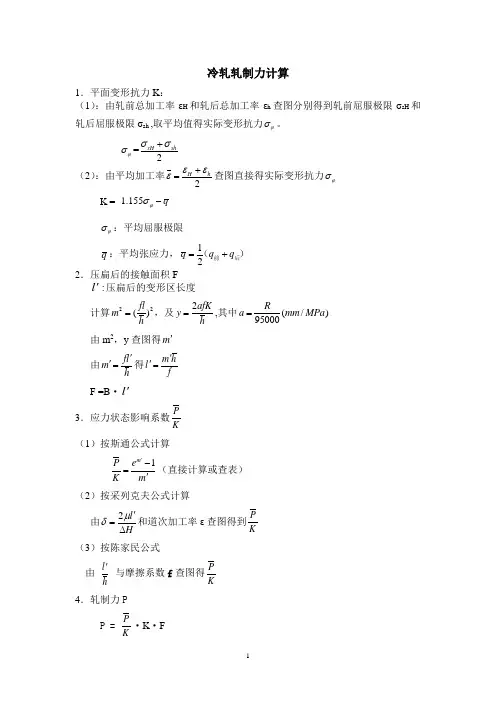
冷轧轧制力计算1.平面变形抗力K :(1):由轧前总加工率εH 和轧后总加工率εh 查图分别得到轧前屈服极限σsH 和轧后屈服极限σsh ,取平均值得实际变形抗力ϕσ。
ϕσ=2sH shσσ+(2):由平均加工率2H h εεε+=查图直接得实际变形抗力ϕσ K = 1.155q ϕσ- ϕσ:平均屈服极限q :平均张应力,12q q q =+后前() 2.压扁后的接触面积Fl ':压扁后的变形区长度 计算22()fl m h =,及2afK y h=,其中(/)95000R a mm MPa = 由m 2,y 查图得m ' 由fl m h''=得m h l f ''= F =B ·l '3.应力状态影响系数P K(1)按斯通公式计算1m P e K m '-='(直接计算或查表) (2)按采列克夫公式计算由2l H μδ'=∆和道次加工率ε查图得到P K(3)按陈家民公式由 l h' 与摩擦系数f 查图得P K 4.轧制力P P =P K ·K ·F例:冷轧H62黄铜,退火厚度为H 退=0.4mm ,第三道次轧前厚度H=0.16mm ,第三道次轧后h=0.13mm ,直径D=150mm ,B=216mm ,f = 0.07,q h = 178MPa , q H = 188MPa ,计算冷轧轧制力。
解:(1)计算K 值轧前总加工率εH = -退退H H H ╳ 100%=-0.40.160.4╳ 100%=60% 轧后总加工率εh = -退退H h H ╳ 100%=-0.40.130.4╳ 100%=67.5% 2H hεεε+==60%67.5%2+=63.8% 由ε=63.8%查图(铜合金屈服极限与压下率的关系图)直接得平均屈服极限ϕσ=610 MPaK ’=1.155ϕσ-2H h q q +=1.15╳610-1781882+=521.6 MPa (2)计算压扁后的弧长l ’ 150752R mm == 0.160.130.14522H h h mm ++=== 0.160.130.03H H h mm ∆=-=-=0.160.1318.8%0.16H h H ε--===1.5l mm ===2220.07 1.50.5240.145fl z h ⨯⎛⎫⎛⎫=== ⎪ ⎪⎝⎭⎝⎭ '752521.60.072950000.3980.145afK y h⨯⨯⨯=== 由z 2和y 得''1.21fl m h == ''1.210.1452.510.07m h l mm f ⨯=== (3)应力状态影响系数P K 按斯通公式计算1m P e K m '-='(直接计算或查表4-1)=1.945 (4)计算轧制力 P = P K·K ·F=1.945×521.6×2.51×216×10-3=550KN 方法二:按陈家民的混合摩擦规律 由' 2.5117.30.145l h ==,f=0.07查图4-16得P K =1.93 P = P K·K ·F=1.93×521.6×2.51×216×10-3=546KN 方法三:按采利柯夫公式 由220.07 2.5111.70.03fl H δ'⨯⨯===∆,18.8%ε=查图4-13 P K=1.93 P =P K·K ·F=1.93×521.6×2.51×216×10-3=546KN。
轧制力计算
方法一:
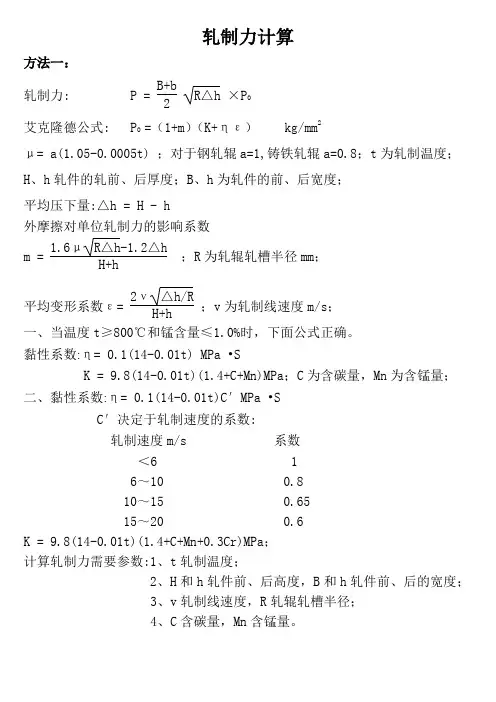
轧制力: P = B+b 2 R △h ×P 0 艾克隆德公式: P 0 =(1+m )(K+ηε) kg/mm 2
μ= a(1.05-0.0005t) ;对于钢轧辊a=1,铸铁轧辊a=0.8;t 为轧制温度; H 、h 轧件的轧前、后厚度;B 、h 为轧件的前、后宽度;
平均压下量:△h = H - h
外摩擦对单位轧制力的影响系数
m = 1.6μR △h-1.2△h H+h
;R 为轧辊轧槽半径mm ; 平均变形系数ε= 2ν△h/R H+h
;v 为轧制线速度m/s ; 一、当温度t ≥800℃和锰含量≤1.0%时,下面公式正确。
黏性系数:η= 0.1(14-0.01t) MPa •S
K = 9.8(14-0.01t)(1.4+C+Mn)MPa ;C 为含碳量,Mn 为含锰量;
二、黏性系数:η= 0.1(14-0.01t)C ′MPa •S
C ′决定于轧制速度的系数:
轧制速度m/s 系数
<6 1
6~10 0.8
10~15 0.65
15~20 0.6
K = 9.8(14-0.01t)(1.4+C+Mn+0.3Cr)MPa ;
计算轧制力需要参数:1、t 轧制温度;
2、H 和h 轧件前、后高度,B 和h 轧件前、后的宽度;
3、v 轧制线速度,R 轧辊轧槽半径;
4、C 含碳量,Mn 含锰量。
轧制力计算
方法一:
轧制力: P = B+b 2 R △h ×P 0 艾克隆德公式: P 0 =(1+m )(K+ηε) kg/mm 2
μ= a(1.05-0.0005t) ;对于钢轧辊a=1,铸铁轧辊a=0.8;t 为轧制温度; H 、h 轧件的轧前、后厚度;B 、h 为轧件的前、后宽度;
平均压下量:△h = H - h
外摩擦对单位轧制力的影响系数
m = 1.6μR △h-1.2△h H+h
;R 为轧辊轧槽半径mm ; 平均变形系数ε= 2ν△h/R H+h
;v 为轧制线速度m/s ; 一、当温度t ≥800℃和锰含量≤1.0%时,下面公式正确。
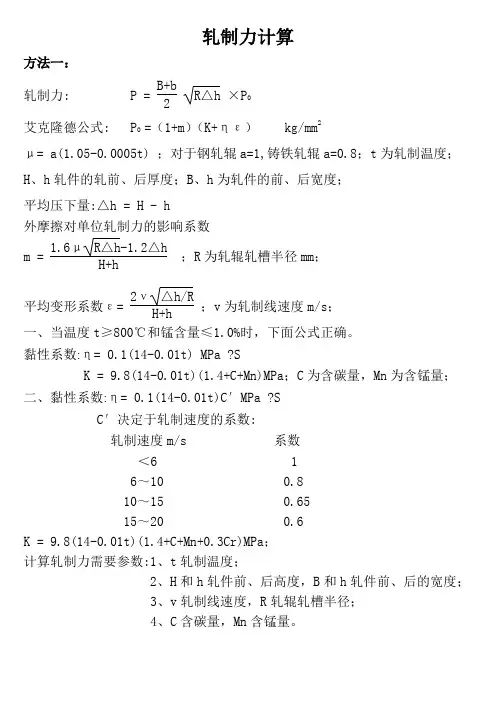
黏性系数:η= 0.1(14-0.01t) MPa ?S
K = 9.8(14-0.01t)(1.4+C+Mn)MPa ;C 为含碳量,Mn 为含锰量;
二、黏性系数:η= 0.1(14-0.01t)C ′MPa ?S
C ′决定于轧制速度的系数:
轧制速度m/s 系数
<6 1
6~10 0.8
10~15 0.65
15~20 0.6
K = 9.8(14-0.01t)(1.4+C+Mn+0.3Cr)MPa ;
计算轧制力需要参数:1、t 轧制温度;
2、H 和h 轧件前、后高度,B 和h 轧件前、后的宽度;
3、v 轧制线速度,R 轧辊轧槽半径;
4、C 含碳量,Mn 含锰量。
冷轧轧制力计算1.平面变形抗力K :(1):由轧前总加工率εH 和轧后总加工率εh 查图分别得到轧前屈服极限σsH 和轧后屈服极限σsh ,取平均值得实际变形抗力ϕσ。
ϕσ=2sH shσσ+(2):由平均加工率2H h εεε+=查图直接得实际变形抗力ϕσ K = 1.155q ϕσ- ϕσ:平均屈服极限q :平均张应力,12q q q =+后前() 2.压扁后的接触面积Fl ':压扁后的变形区长度 计算22()fl m h =,及2afK y h=,其中(/)95000R a mm MPa = 由m 2,y 查图得m ' 由fl m h''=得m h l f ''= F =B ·l '3.应力状态影响系数P K(1)按斯通公式计算1m P e K m '-='(直接计算或查表) (2)按采列克夫公式计算由2l Hμδ'=∆和道次加工率ε查图得到P K (3)按陈家民公式由 l h' 与摩擦系数f 查图得P K 4.轧制力P P =P K ·K ·F例:冷轧H62黄铜,退火厚度为H 退=0.4mm ,第三道次轧前厚度H=0.16mm ,第三道次轧后h=0.13mm ,直径D=150mm ,B=216mm ,f = 0.07,q h = 178MPa , q H = 188MPa ,计算冷轧轧制力。
解:(1)计算K 值轧前总加工率εH = -退退H H H ╳ 100%=-0.40.160.4╳ 100%=60% 轧后总加工率εh = -退退H h H ╳ 100%=-0.40.130.4╳ 100%=67.5% 2H hεεε+==60%67.5%2+=63.8% 由ε=63.8%查图(铜合金屈服极限与压下率的关系图)直接得平均屈服极限ϕσ=610 MPaK ’=1.155ϕσ-2H h q q +=1.15╳610-1781882+=521.6 MPa (2)计算压扁后的弧长l ’ 150752R mm == 0.160.130.14522H h h mm ++=== 0.160.130.03H H h mm ∆=-=-=0.160.1318.8%0.16H h H ε--===1.5l mm ===2220.07 1.50.5240.145fl z h ⨯⎛⎫⎛⎫=== ⎪ ⎪⎝⎭⎝⎭ '752521.60.072950000.3980.145afK y h⨯⨯⨯=== 由z 2和y 得''1.21fl m h == ''1.210.1452.510.07m h l mm f ⨯=== (3)应力状态影响系数P K 按斯通公式计算1m P e K m '-='(直接计算或查表4-1)=1.945 (4)计算轧制力 P = P K·K ·F=1.945×521.6×2.51×216×10-3=550KN 方法二:按陈家民的混合摩擦规律 由' 2.5117.30.145l h ==,f=0.07查图4-16得P K =1.93 P = P K·K ·F=1.93×521.6×2.51×216×10-3=546KN 方法三:按采利柯夫公式 由220.07 2.5111.70.03fl H δ'⨯⨯===∆,18.8%ε=查图4-13 P K=1.93 P =P K·K ·F=1.93×521.6×2.51×216×10-3=546KN。
轧制力计算
方法一:
轧制力: P = B+b 2 R △h ×P 0
艾克隆德公式: P 0 =(1+m )(K+ηε) kg/mm 2
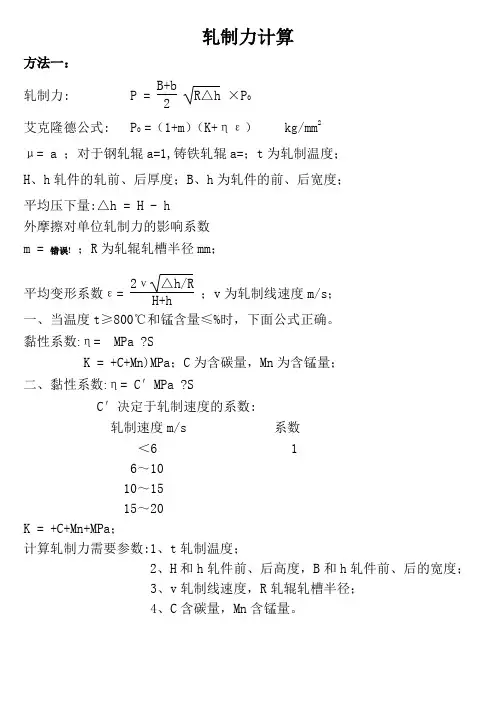
μ= a ;对于钢轧辊a=1,铸铁轧辊a=;t 为轧制温度;
H 、h 轧件的轧前、后厚度;B 、h 为轧件的前、后宽度;
平均压下量:△h = H - h
外摩擦对单位轧制力的影响系数
m = 错误! ;R 为轧辊轧槽半径mm ;
平均变形系数ε= 2ν△h/R
H+h ;v 为轧制线速度m/s ;
一、当温度t ≥800℃和锰含量≤%时,下面公式正确。
黏性系数:η= MPa ?S
K = +C+Mn)MPa ;C 为含碳量,Mn 为含锰量;
二、黏性系数:η= C ′MPa ?S
C ′决定于轧制速度的系数:
轧制速度m/s 系数
<6 1
6~10
10~15
15~20
K = +C+Mn+MPa ;
计算轧制力需要参数:1、t 轧制温度;
2、H 和h 轧件前、后高度,B 和h 轧件前、后的宽度;
3、v 轧制线速度,R 轧辊轧槽半径;
4、C 含碳量,Mn 含锰量。
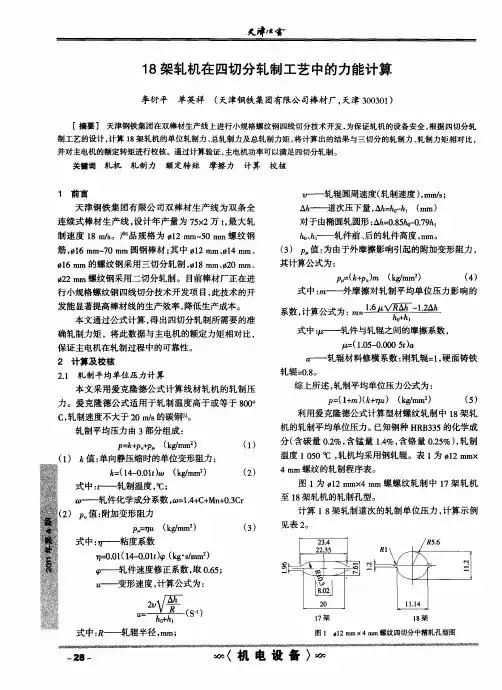
精轧连轧机各轧机之间轧制力计算模型
精轧连轧机各轧机之间的轧制力计算模型可以基于布格斯方程和通用轧制力方程来进行建模。
布格斯方程是描述金属塑性变形力学的经典方程之一,可以描述金属在轧制过程中的塑性变形行为。
布格斯方程可以表示为:
σ = Kε^n
其中,σ是应力,ε是塑性应变,K和n是材料的常数。
该方程描述了应力和塑性应变之间的
关系,可以通过实验得到材料的K和n值。
通用轧制力方程用于计算轧机的轧制力,可以表示为:
F = Keff × A × σ × L
其中,F是轧制力,Keff是有效系数,A是金属的横截面积,σ是应力,L是轧制区域的长度。
轧制力的大小与材料的塑性应变、金属横截面积以及轧制区域的长度有关。
在精轧连轧机中,可以将不同轧机之间的轧制力模型进行串联,即将各个轧机的轧制力相加,得到总的轧制力。
具体计算方法可以采用布格斯方程和通用轧制力方程,并结合轧机的参数和工艺条件进行计算。
需要确定的参数包括材料的K和n值、金属横截面积、轧制区域的长度以及轧机的工艺条件等。
通过合理选取参数和进行计算,可以得到精轧连轧机各轧机之间的轧制力计算模型。
精轧连轧机各轧机之间轧制力计算模型【实用版】目录一、精轧连轧机概述二、轧制力计算模型的建立1.轧制力的概念2.轧制力计算模型的构建方法三、精轧连轧机各轧机之间轧制力计算的应用1.各轧机轧制力的计算2.轧制力对轧制成品质量的影响3.应用实例分析四、结论正文一、精轧连轧机概述精轧连轧机是一种连续轧制设备,主要用于金属板材的加工。
它通过一系列轧辊对金属板材进行连续轧制,以达到所需的厚度和宽度。
在精轧连轧机中,各轧机之间需要协调工作,以保证轧制过程的顺利进行。
二、轧制力计算模型的建立1.轧制力的概念轧制力是指在轧制过程中,轧辊对金属板材施加的压力。
它是轧制过程中最关键的参数之一,直接影响到轧制成品的质量和产量。
2.轧制力计算模型的构建方法轧制力计算模型的构建方法主要包括经验公式法、理论分析法和数值模拟法。
(1)经验公式法:根据实际生产数据,总结出轧制力与轧辊直径、轧制速度、金属材质和轧制道次之间的关系,从而建立轧制力计算模型。
(2)理论分析法:基于轧制过程中的物理原理,如轧辊与金属板材之间的摩擦、轧辊的弯曲变形等,建立数学模型,求解出轧制力。
(3)数值模拟法:利用计算机数值模拟技术,模拟轧制过程,求解出轧制力。
三、精轧连轧机各轧机之间轧制力计算的应用1.各轧机轧制力的计算根据建立的轧制力计算模型,可以分别计算出各轧机所需的轧制力。
在实际生产中,各轧机之间的轧制力需要协调分配,以保证整个轧制过程的稳定进行。
2.轧制力对轧制成品质量的影响轧制力是影响轧制成品质量的关键因素。
如果轧制力过大,会导致金属板材产生过大的塑性变形,影响板材的性能;如果轧制力过小,则无法达到所需的轧制效果。
因此,合理控制各轧机的轧制力,对提高轧制成品质量具有重要意义。
3.应用实例分析以某钢铁厂的精轧连轧机为例,采用上述轧制力计算模型,计算出各轧机的轧制力。
根据实际生产数据,分析轧制力对轧制成品质量的影响,得出合理控制各轧机轧制力的结论。
冷轧轧制力计算1.平面变形抗力K :(1):由轧前总加工率εH 和轧后总加工率εh 查图分别得到轧前屈服极限σsH 和轧后屈服极限σsh ,取平均值得实际变形抗力ϕσ。
ϕσ=2sH shσσ+(2):由平均加工率2H h εεε+=查图直接得实际变形抗力ϕσ K = 1.155q ϕσ- ϕσ:平均屈服极限q :平均张应力,12q q q =+后前() 2.压扁后的接触面积Fl ':压扁后的变形区长度 计算22()fl m h =,及2afK y h=,其中(/)95000R a mm MPa = 由m 2,y 查图得m ' 由fl m h''=得m h l f ''= F =B ·l '3.应力状态影响系数P K(1)按斯通公式计算1m P e K m '-='(直接计算或查表) (2)按采列克夫公式计算由2l H μδ'=∆和道次加工率ε查图得到P K(3)按陈家民公式由 l h' 与摩擦系数f 查图得P K 4.轧制力P P = P K·K ·F例:冷轧H62黄铜,退火厚度为H 退=0.4mm ,第三道次轧前厚度H=0.16mm ,第三道次轧后h=0.13mm ,直径D=150mm ,B=216mm ,f = 0.07,q h = 178MPa , q H = 188MPa ,计算冷轧轧制力。
解:(1)计算K 值轧前总加工率εH = -退退H H H ╳ 100%=-0.40.160.4╳ 100%=60% 轧后总加工率εh = -退退H h H ╳ 100%=-0.40.130.4╳ 100%=67.5% 2H hεεε+==60%67.5%2+=63.8% 由ε=63.8%查图(铜合金屈服极限与压下率的关系图)直接得平均屈服极限ϕσ=610 MPaK ’=1.155ϕσ-2H h q q +=1.15╳610-1781882+=521.6 MPa (2)计算压扁后的弧长l ’ 150752R mm == 0.160.130.14522H h h mm ++=== 0.160.130.03H H h mm ∆=-=-=0.160.1318.8%0.16H h H ε--===1.5l mm ===2220.07 1.50.5240.145fl z h ⨯⎛⎫⎛⎫=== ⎪ ⎪⎝⎭⎝⎭ '752521.60.072950000.3980.145afK y h⨯⨯⨯=== 由z 2和y 得''1.21fl m h == ''1.210.1452.510.07m h l mm f ⨯=== (3)应力状态影响系数P K按斯通公式计算1m P e K m '-='(直接计算或查表4-1)=1.945 (4)计算轧制力 P = P K·K ·F=1.945×521.6×2.51×216×10-3=550KN 方法二:按陈家民的混合摩擦规律 由' 2.5117.30.145l h ==,f=0.07查图4-16得P K =1.93 P = P K·K ·F=1.93×521.6×2.51×216×10-3=546KN 方法三:按采利柯夫公式 由220.07 2.5111.70.03fl H δ'⨯⨯===∆,18.8%ε=查图4-13 P K=1.93 P =P K·K ·F=1.93×521.6×2.51×216×10-3=546KN。
原料加厚到135mm 适应性分析根据爱克伦德公式计算各轧机热轧时平均单位压力,然后求出总轧制力,参照板带厂620mm 热带设备性能参数分析运行情况。
爱克伦德公式()()εη++=k m p 1m ——外摩擦对单位压力影响的系数 hH hh R f m +∆-∆=2.16.1η——粘性系数 ()t 01.04.11.0-=η 2mm sN •t ——轧制温度ε——平均变形速度 hH R h v+∆=2ε )4.1)(01.014(8.9Mn c w w t K ++-=2mm Nc w ——以质量分数表示的碳含量 Mn w ——以质量分数表示的锰含量)0005.005.1(t a f -= 对于钢性轧辊a =1,对于铸铁轧辊a =一、首先计算0R 机架:以435135⨯mm 原料为例0R 铸钢轧辊,辊径560mm~650mm mm R 325=半径大 0R 辊缝摆设在105mm~95mm mm S 30=小 0R 速度设定sm v 6.0= 轧件轧前尺寸mm B H H 420135⨯=⨯ (考虑RE0) 轧件轧后尺寸mm b h h 430105⨯=⨯ 轧制温度执行1100℃以上, 1100=t ℃5.0)11000005.005.1(1)0005.005.1(=⨯-=-=t a f179.0105135302.1-303255.06.12.16.1=+⨯⨯⨯=+∆-∆=h H h h R f msmm v 600= 5.53)3.012.04.1)(110001.014(8.9)4.1)(01.014(8.9=++⨯-=++-=Mn c w w t K(普碳)()3.0)110001.04.1(1.001.04.11.0=⨯-=-=t η2mm sN •519.1105135********22=+⨯=+∆=h H R hvε()()61.63)519.13.05.53)(179.01(1=⨯++=++=εηk m p计算总轧制力KN bl p p 266930325243042061.63=⨯⨯+⨯== 同上原理可以计算出 表一同理品种钢以65Mn 为例67.89)165.04.1)(110001.014(8.9)4.1)(01.014(8.9=++⨯-=++-=Mn c w w t K表二结论:0R 工艺参数最大轧制力为4000KN ,原料厚度改变后0R 只能满足普碳钢的生产,不能满足品种钢的生产。
四辊轧机轧制力经验公式:工作辊长度L(mm)*系数A(一般取值1.4~1.48),得出的值单位为吨(t)
绝对压下量=入口厚度H-出口厚度h
绝对宽展量=出口宽度b-入口宽度B
绝对延伸量=出口长度l-入口长度L
计算带钢轧完后的总长:入口厚度除以轧完的厚度乘以入口长度
延伸系数=入口长度/出口长度
压下系数=入口厚度/出口厚度
如果对于碳钢,张力=(0.18+0.01*n)*弯形抗力,n为道次数。
1450轧机轧制力控制在1吨/mm钢板以内,800轧机控制在0.60吨/mm钢板以内。
取张力T=k×σs×b×h
式中:k为张力系数板厚为0.3~1mm时k=0.5~0.8
板厚为1~2mm时k=0.2~0.5
板厚为2~4mm时k=0.1~0.2
σs为屈服强度
b为板宽
h为板厚
卷取张力T=k×σs×b×h
式中:k为张力系数板厚为0.3~1mm时k=0.5~0.8
板厚为1~2mm时k=0.2~0.5
板厚为2~4mm时k=0.1~0.2
如果对于碳钢,张力=(0.18+0.01*n)*弯形抗力,n为道次数。
1450轧机轧制力控制在1吨/mm钢板以内,800轧机控制在0.60吨/mm钢板以内。
《轧钢机械》一书中有具体计算和选择方法
多辊轧机主要业绩。
二辊轧机力能参数计算-分享二、轧制压力计算根据原料尺寸、产品要求及轧制条件,轧制压力计算采用斯通公式。
详细计算按如下步骤进行。
1、轧制力计算:首先要设定如下参数作为设计计算原始数据:1、1轧制产品计算选用SPCC,SPCC常温状态屈服强度;1、2成品最大带宽,B=1000mm;1、3轧制速度,;1、4轧辊直径;;代入数据计算得则则则取初定轧辊直径:2、根据来料厚度尺寸数据,选择最典型的一组进行轧制压力计算,初步道次分配见下表:道次号原料厚度:H(mm) 成品厚度:h(mm)压力量:(mm)压下率:% 06 0 0%164、751、2520、83%24、753、75121、05%33、753 0、7520%3、轧制压力计算3、1、第1道次轧制压力计算3、1、1、咬入条件校核,即满足咬入条件3、1、2、变形区长度3、1、3、平均压下率 % 则,经第1道次轧制后材料的变形阻力:3、1、4、求解轧辊弹性压扁后的接触弧长度依次求解Y、Z,最后得出接触弧长度 a-求解诺莫图中Y ;,人工辅助咬入为无张力轧制,前后张力均为零;代入以上各项数据,得Y=0、0415 b-求解诺莫图总Z ,代入各项数据,得Z=0、105 诺莫图由以上a、b 两项根据诺莫图求交点,得X=0、34 则3、1、5、平均单位轧制压力依次得出, =395、57MPa3、1、6、轧制总压力P3、2、轧制总压P的确定依次求解第 2、3道次的轧制压力按照初步道次分配表计算出结果如下:;轧制压力呈逐步增大,轧制时难以保证轧件发生均匀变形,即压下规程设计不合理。
经过反复多次设定压下规程,得如下压下规程:原料厚度6mm,成品厚度3mm对应如下轧制规程:道次原料厚度 H(mm) 成品厚度 h(mm)压力量 (mm)压下率:% 单位轧制压力(MPa)轧制压力(吨) 06 0 0%164、751、2520、83%404、9102524、753、95 0、816、84%609、9134633、953、55 0、410、12%698、8119643、553、25 0、38、45%747、4114353、253 0、257、69%787、41130 计算后确定:轧制压力P=1400t 二辊轧机轧辊辊身强度校核: ; ; 取;代入数据得,,即轧辊本身能力满足要求。
原料加厚到135mm 适应性分析
根据爱克伦德公式计算各轧机热轧时平均单位压力,然后求出总轧制力,参照板带厂620mm 热带设备性能参数分析运行情况。
爱克伦德公式()()εη++=k m p 1
m ——外摩擦对单位压力影响的系数 h
H h
h R f m +∆-∆=
2.16.1
η——粘性系数 ()t 01.04.11.0-=η 2
m m s
N ∙
t ——轧制温度
ε——平均变形速度 h
H R h v
+∆=2ε )4.1)(01.014(8.9Mn c w w t K ++-=2
mm N
c w ——以质量分数表示的碳含量 Mn w ——以质量分数表示的锰含量
)0005.005.1(t a f -= 对于钢性轧辊a =1,对于铸铁轧辊a =0.8
一、首先计算0R 机架:以435135⨯mm 原料为例
0R 铸钢轧辊,辊径560mm~650mm mm R 325=半径大 0R 辊缝摆设在105mm~95mm mm S 30=小 0R 速度设定s m v 6.0=
轧件轧前尺寸mm B H H 420135⨯=⨯ (考虑RE0) 轧件轧后尺寸mm b h h 430105⨯=⨯ 轧制温度执行1100℃以上, 1100=t ℃
5.0)11000005.005.1(1)0005.005.1(=⨯-=-=t a f
179.0105
13530
2.1-303255.06.12.16.1=+⨯⨯⨯=+∆-∆=
h H h h R f m
s
mm v 600= 5
.53)3.012.04.1)(110001.014(8.9)4.1)(01.014(8.9=++⨯-=++-=Mn c w w t K
(普碳)
()3.0)110001.04.1(1.001.04.11.0=⨯-=-=t η2
m m s
N ∙
519.1105
135********
22=+⨯=+∆=h H R h
v
ε
()()61.63)519.13.05.53)(179.01(1=⨯++=++=εηk m p
计算总轧制力
KN bl p p 2669303252
430
42061.63=⨯⨯+⨯
== 同上原理可以计算出 表一
同理品种钢以65Mn 为例
67.89)165.04.1)(110001.014(8.9)4.1)(01.014(8.9=++⨯-=++-=Mn c w w t K
结论:
0R 工艺参数最大轧制力为4000KN ,原料厚度改变后0R 只能满足普碳钢的生产,不能满足品种钢的生产。
二、1R 机架轧制力计算
1R 为中NiCr/高铬钢轧辊,辊径570mm~510mm mm R 285=半径大
1R 辊缝摆设在65mm~60mm mm S 40=大 1R 速度设定s m v 3.0=
轧件轧前尺寸mm B H H 425108⨯=⨯ (考虑RE1) 轧件轧后尺寸mm b h h 44068⨯=⨯
轧制温度执行1100℃以上, 1100=t ℃
5.0)11000005.005.1(1)0005.005.1(=⨯-=-=t a f
212.068
10840
2.1-402855.06.12.16.1=+⨯⨯⨯=+∆-∆=
h H h h R f m
s
mm v 300= 5
.53)3.012.04.1)(110001.014(8.9)4.1)(01.014(8.9=++⨯-=++-=Mn c w w t K
(普碳)
()3.0)110001.04.1(1.001.04.11.0=⨯-=-=t η2
m m s
N ∙
261.168
10828540600
22=+⨯=+∆=h H R h
v
ε
()()3.65)261.13.05.53)(212.01(1=⨯++=++=εηk m p
计算总轧制力
KN bl p p 3015402852
440
4253.65=⨯⨯+⨯
== 由上面表格中可以看出当轧辊半径最大、压下量最大时,该机架的总
轧制力最大,所以1R 生产普碳钢时最大轧制力为3015KN 。
同理生产品种钢(65Mn )时1R 的最大轧制力为:
67.89)165.04.1)(110001.014(8.9)4.1)(01.014(8.9=++⨯-=++-=Mn c w w t K ()()13.109)261.13.067.89)(212.01(1=⨯++=++=εηk m p
KN bl p p 5039402852
440
42513.109=⨯⨯+⨯
== 结论:
1R 工艺参数最大轧制力为3136KN ,原料厚度改变后1R 只能满足普碳钢的生产,不能满足品种钢的生产。
附:现在120×435原料65Mn 生产时0R 最大轧制力
0R 铸钢轧辊,辊径600mm mm R 300=半径大 0R 辊缝摆设在90mm mm S 30=小 0R 速度设定s m v 6.0=
轧件轧前尺寸mm B H H 420120⨯=⨯ (考虑RE0) 轧件轧后尺寸mm b h h 43090⨯=⨯
轧制温度执行1100℃以上, 1100=t ℃
5.0)11000005.005.1(1)0005.005.1(=⨯-=-=t a f
18.090
12030
2.1-303005.06.12.16.1=+⨯⨯⨯=+∆-∆=
h H h h R f m
s
mm v 600= 67.89)165.04.1)(110001.014(8.9)4.1)(01.014(8.9=++⨯-=++-=Mn c w w t K
()3.0)110001.04.1(1.001.04.11.0=⨯-=-=t η2
m m s
N ∙
8.190
12030030600
22=+⨯=+∆=h H R h
v
ε
()()25.107)8.13.067.89)(189.01(1=⨯++=++=εηk m p 计算总轧制力
KN bl p p 4321303002
430
42025.107=⨯⨯+⨯
==。