中厚板轧机设计参考资料
- 格式:pdf
- 大小:398.41 KB
- 文档页数:31
燕山大学本科毕业设计(论文)文献综述课题名称:中厚板轧机压下规程及滚系结构设计学院(系):机械学院年级专业:09级轧钢学生姓名:指导教师:完成日期:2013-03-24一、课题国内外现状中厚板轧机是用于轧制中厚度钢板的轧钢设备。
在国民经济的各个部门中广泛的采用,它主要用于制造交通运输工具(如汽车、拖拉机、传播、铁路车辆及航空机械等)、钢机构件(如各种贮存容器、锅炉、桥梁及其他工业结构件)、焊管及一般机械制品等。
习惯于将厚度在4~20毫米范围内的钢板成为中板,将厚度为20~60毫米的钢板称为厚板。
1、世界中厚板轧机发展状况[1]1864牛美国创建了世界上第一套三辊劳特式中板轧机,推广于世界。
到了1891年,美国钢铁公司霍姆斯特德厂,为了提高钢板厚度的精度,投产了世界上第一套四辊可逆式厚板轧机。
1918午卢肯斯钢铁公司科茨维尔厂,建成了—套5230mm四辊式轧机,这是世界上第一套5m以上的特宽的厚板轧机。
1907年美国钢铁公司南厂为了轧边,首次创建了万能式厚板轧机,在当时还是十分新奇的。
南厂在1931年还建成了世界上第一套连续式中厚板轧机,在精轧机组后设精整作业线,用于大量生产厚度为10mm左右的中板。
欧洲国家中厚钢板生产也是比较早的。
1910年,捷克斯洛伐克投产了一套4500mm二辊式厚板轧机。
1913年,西班牙建成一套二辊式厚板轧机。
1937年英国投产了一套3810mm中厚板轧机。
1940年,德国建成了一套5000mm 四辊式厚板轧机。
1939年,法国建成了一套4700mm四辊式厚板轧机。
1940年,意大利投产了一安4600mm二辊式厚板轧机。
这些轧机都是用于生产机器和兵器用的钢板,多数是为了满足二战备战的需要。
第二次世界大战期间,美、苏、英、法、德、意、日、加等八国制造了军舰和坦克等武器,先后投产一批厚板轧机。
20世纪50~60年代宽厚板轧机建设较多的是美国,当时以4064mm式厚板轧机为主,此期间美国建有3米级及3米以下轧机8台,4064mm厚板轧机7台,特宽轧机(≥5000mm)1台。
毕业设计任务书摘要本次设计为厚板生产工艺及车间设计,车间设计年产量为100万吨,其典型产品为AH32级船板,规格为40×3600×8500mm。
在设计之前,简单介绍了中厚板生产的相关知识和发展状况。
本次车间设计的主要设备包括:两座步进式加热炉、高压水除鳞装置、一架四辊可逆式轧机、控制冷却装置、矫直装置、剪切装置、热处理装置。
在设计过程中,以年产量为基础,结合各类产品的市场前景,合理设计了产品方案,并制定了金属平衡表。
论文以典型产品为例,制定了坯料选择、压下制度、速度制度、温度制度、辊型制度,并进行了轧制力计算和车间产量计算,对主要设备进行了校核。
同时,还介绍了各项技术经济指标以及环境保护措施。
专题中通过运用Visual Basic软件编制了中厚板轧制程序。
最后绘制了一张车间平面布置图。
关键词:中厚板;轧制制度;设备校核;Visual Basic;平面布置;AbstractProcessing design and workshop design were conducted on heavy steel plates. The annual capacity of the workshop is1 million tons for a typical product of AH32 ship plate, and its gauge is 40×3600×8500mm. The background of heavy plate production and development were introduced first. The main facilities of the workshop include: two walking-beam, furnaces, high-pressure water descaling unit, one reversal four-roll mill, controlled cooling unit, hot leveller, shear unit, and heat-treatment equipment. In the process of design, products scheme and metal balance form were reasonably determined according to the designed annual capacity and the market prospect of each product. Systems on stock selection, thickness reduction, velocity, temperature, and crown shape were established for the typical production. The rolling force and the workshop annual yield were calculated, and the main facilities were checked. Technical and economic targets and environment protection techniques were also introduced. In the chapter of special topic,compiled the plate rolling process with Visual Basic software.In the end, a layout drawing for the a designed workshop was accomplished and attached to this thesis.Key Words: heavy plate; rolling system; facilities checked; Visual Basic;layout;目录1 综述 (1)1.1 引言 (1)1.2 我国中厚板轧机的发展过程 (2)1.3 中厚板轧制技术 (2)1.4 中厚板轧机布置形式 (6)1.5 中厚板轧制工艺流程 (7)1.6 现代中厚板轧机的发展趋势和特点 (7)2产品方案、生产方案和生产工艺流程及金属平衡表的制定 (10)2.1 产品方案的编制 (10)2.2 生产方案 (11)2.3 金属平衡表 (12)2.4 坯料的选择及坯料处理 (14)3 设计车间主要设备及其参数确定 (16)3.1 加热设备 (16)3.2 轧制设备 (17)3.3 控制冷却设备 (18)3.4 矫直设备 (19)3.5 冷床 (20)3.6 切头剪 (21)3.7 热处理设备 (23)4 工艺参数设计 (26)4.1 坯料选择 (26)4.2 压下制度 (27)4.3 速度制度 (28)4.4 轧机工作图表 (29)4.5温度制度 (29)4.6 辊型制度 (30)4.6 计算各道平均压力、总压力、轧制力矩 (31)5设备校核 (35)5.1 电机校核 (35)5.1.1 电机传动轧辊所需力矩的计算 (35)5.1.2 轧制力矩 (35)5.1.3 摩擦力矩 (35)5.1.4 空转力矩 (36)5.1.5 动力矩 (37)5.1.6 电机过载校核 (38)5.1.7 电机发热校核 (38)5.2 咬入校核 (39)5.3 轧辊强度校核 (39)5.3.1 支承辊辊身和辊颈弯曲强度校核 (41)5.3.2 工作辊辊头扭转强度校核 (42)5.3.3 接触应力的校核 (42)6 车间产量计算和平面布置 (43)6.1 车间产量计算 (43)6.1.1典型产品的轧机小时产量 (43)6.1.2 轧钢机平均小时产量 (43)6.1.3 车间年产量计算 (44)6.2 加热炉生产能力校核 (44)6.3 车间平面布置 (45)6.3.1 设备间距的确定 (45)6.3.2 原料仓库面积计算 (46)6.3.3 成品仓库面积计算 (46)6.3.4 车间跨距组成 (46)7 车间主要技术经济指标与环境保护 (48)7.1 各类材料消耗指标 (48)7.2 综合技术经济指标 (49)7.3 环境保护 (50)专题 (53)1 概述 (53)2 本设计压下规程的设计方法与步骤 (53)3 设计内容 (53)4 界面操作 (58)5 程序 (60)结语 (61)致谢 (62)参考文献 (63)1 综述1.1 引言按照厚度可将板带分为厚板、薄板和极薄带钢三大类,我国将厚度60mm以上的钢板称为特厚板,20mm~60mm的钢板称为厚板,4.0mm~20mm的钢板称为中板,0.2mm~4mm的钢板称为薄板,其中0.2mm~1.2mm又称为超薄板带,小于0.2mm的极薄板带称为箔材。
5 轧制工艺参数设计轧制工艺参数设计主要包括压下制度、速度制度、温度制度。
我们知道轧制工艺参数是中厚板生产的核心部分,直接关系着轧机的产量和产品的质量。
轧制工艺参数设计的主要内容就是要由所需的产品选出合适的坯料,确定由这一坯料轧制成成品总共需要多少道次、每道次的压下量等内容,具体到操作上就是要计算出每道次压下螺丝的升降位置。
同时,为了轧制出合格的产品,还要确定轧制的开轧温度、终轧温度,各道次的轧制速度分配等。
另外,还应包括轧辊的辊型制度。
这样才能在生产中制定出合理的轧制制度,达到既产量和质量,又实现操作方便、设备安全等目的。
本设计的产品是ss400,42×2850×9000mm 厚板轧制工艺参数设计。
5.1 坯料的选择选择坯料是中厚钢板生产中的重要环节之一。
坯料选择是否合理,将影响轧机的生产率、成材率、钢板质量及成本,应予重视。
5.1.1 原料的种类如前所述,所以本设计选择连铸坯作为原料。
5.1.2 原料的尺寸本次设计原料的厚度选择260 mm 。
原料的宽度尺寸尽量大,考虑到展宽比1.4和实际情况,使横轧操作容易,由常用规格,原料宽度选择2030mm 。
切边100mm ,切头尾400mm 。
原料的长度尺寸应尽可能接近原料的最大允许长度。
根据生产实际情况ss400的烧损率为0.6%,并由体积不变的原则:260×2030×l =42×(2850+100)×(9000+400)×1.006mm l 22202030260006.1)4009000()1002850(42=⨯⨯+⨯+⨯=即l 取2220.00mm 。
所以坯料规格取为mm 22202030260⨯⨯。
根据钢的成分和铁碳相图以及控制控冷的要求定出开轧温度分别为1050℃。
5.2 轧制制度由轧制方式,本设计中采用横—纵轧制方式,由于横—纵轧法板坯宽度不受钢板宽度的限制,比较灵活;轧件在横向有一定的延伸,改善了钢板的横向性能。
摘要现代板生产工艺在四辊可逆轧机中成为主要的机型,其工作原理是使工件通过2个相对旋转的轧辊产生加工压力,产生塑性变形。
针对现有济钢和首钢3500中厚板轧机,通过辊系的微尺度等效杆系分析,消除普通四辊轧机暴露出的一些弊端,设计较高性能的四辊可逆式3500轧机;选择计算轧机的力能参数,设计轧机结构,计算主要结构参数。
本次设计对四辊可逆轧机主传动系统进行设计分析,研究,计算,阐述了板轧机的历史发展以及国内外轧机的发展,确定坯料、轧制特点、主传动机构的组成、机架形式、轧制速度、轧辊的结构特点、轴承形式、润滑形式及经济性和环保性。
首先对主传动系统力能参数进行了计算,包括轧制力、轧制力矩和主电机功率的计算及校核,其次是主要零件强度的计算,如轧辊、轴、轴承、机架。
然后对系统的润滑进行分析和讨论并对本次设计中的经济性和环保性进行了详细的分析和论述。
最后进行了数据的整合。
关键词中厚板;闭式机架;轧辊;轧制力AbstractModern plate production technology in four roller reversible rolling mill become the main models, the working principle is to make the workpiece through the 2 relative rotation of the roller to produce processing pressure, produce plastic deformation. In view of the existing Jinan Iron and steel and Shougang 3500 plate mill, through and micro scale equivalent linkage analysis, eliminate the common four rollers mill exposed some drawbacks, design high performance of four roller reversible of 3500 mill; selection and calculation of rolling force and energy parameters, design the structure of the rolling mill, main structure parameters.The design of four high reversible rolling mill main drive system design and analysis, study, calculation, expounds the plate mill of historical development and rolling mill at home and abroad development, determine the structural characteristics of blank, rolling characteristics, the main transmission mechanism composition, mount, rolling speed, roll, bearing, lubrication form and the economy and environmental protection. First, the main drive system parameters were calculated, including rolling force, rolling torque and the main motor power calculation and check, followed by the main parts of the calculation of strength, such as roll, shaft, bearing, rack. Then the lubrication of the system is analyzed and discussed, and the economic and environmental protection in this design are analyzed and discussed in detail. Finally, the integration of the data is carried out.Keywords plate,rolling: rolling force,:rolling mill目录摘要 (I)Abstract (II)第1章绪论 (1)1.1 中厚板轧机类型及发展 (1)1.2 国内外轧钢机械的发展状况 (2)第2章轧机主传动方案及基本参数 (6)2.1 轧机主传动方案设计 (6)2.2 基本参数 (8)2.2.2 轧辊形状及尺寸的确定 (9)2.2.3 轧辊传动端及轧辊速度的确定 (10)第3章轧制力能参数 (12)3.1 轧制过程变形区及其参数 (12)3.2 轧机的负荷图及电机功率 (17)第4章轧辊校核 (21)4.1 强度校核 (21)4.2 工作辊与支撑辊间的接触应力 (22)第5章滑动轴承、机架校核 (25)5.1 滑动轴承校核 (25)5.2 机架校核 (27)5.3 机架应力及变形校核 (33)第6章可行性分析 (36)6.1 经济可行性分析 (36)6.2 环保性分析 (37)结论 (39)参考文献 (40)谢辞 (41)第1章绪论中厚板板轧机是用于轧钢设备的轧钢设备,在国民经济各部门都有广泛的用途。
1 产品方案与坯料的选择1.1 产品方案的主要内容产品方案是设计任务书的主要内容之一,是进行车间设计时制定产品生产工艺过程中,确定轧机组成和选择各项设备的主要依据。
制定产品方案的主要原则:(1)满足国民经济发展对轧制产品的需求,特别是根据市场信息解决某些短缺产品的供应和优先保证国民经济重要部门对与钢材的需要。
(2)考虑各类产品的平衡,尤其是地区之间产品的平衡。
要正确处理长远与当前,局部和整体的关系。
做到供应适合,品种平衡。
产销对路,布局合理,要防止不顾轧机特点,不顾车间具体工艺设备条件一哄而上,一哄而下的倾向。
(3)考虑轧机生产能力的充分利用和建厂地区的合理分工。
有条件的要争取轧机的专业化和产品系列化的发展,以利于提高轧机生产技术水平。
(4)考虑建厂地区资源及环境条件,物资和材料等道路运输情况,逐步完善和配套起我国自己的独立的轧钢生产体系。
(5)要逐步解决产品品种和规格老化问题要适应当前对外开放,对内搞活新的经济形式的需要,要根据车间工业设备的情况,力争做到产品结构和产品标准的现代化,有条件的考虑生产一些出口产品,走向国际市场。
产品方案的主要内容包括:(1)车间生产的钢种和生产的规模;(2)各类产品的品种和规格(3)种类产品的数量和其在总量中所占的比例。
各种产品的品种和规格及种类产品的数量和其在总量中所占的比例如表所示表1-1中厚板产品方案(典型产品:1.2金属平衡表成品率的倒数即为金属的消耗系数。
它表示轧制一吨成品需要多少吨原料。
所以成品的数量乘以1金属消耗系数就是金属的需要量。
即:原料需要量=金属消耗系数×成品数量为分析轧钢生产中金属的损失,寻找降低损失的途径。
须编制金属平衡表按本次设计要求。
本设计只列出典型产品的金属平衡表。
单位(万t)表1-2金属平衡表1.3坯料的技术条件1.3.1中厚板的坯料选用中厚板生产采用的原料有扁锭、初扎坯、连铸坯、三种。
摘要轧机是用于轧制钢板的设备。
轧机由工作机座和传动装置组成,工作机座主要包括轧机机架、辊系、平衡系统和轧辊调整装置。
传动装置则由大型电动机和减速机组成,由于电动机制作技术的发展,现代轧机通常由电动机直接拖动。
轧辊的调整装置是轧机的重要机构,其主要作用是:调整轧辊在机架中的相对位置,以保证要求的压下量、精确的轧件尺寸和正常的轧制条件。
轧辊的调整装置有轴向调整装置和径向调整装置两种,其设计的好坏直接关系到产品的质量和轧机的作业率。
轧辊的径向调整是由压下装置与平衡装置共同完成的,调整两工作辊轴线之间的距离,以保证正确的辊缝大小,确保压下量;调整两工作辊的平行度;调整轧制线的高度;更换轧辊或处理事故时需要的其他操作。
本文对轧机机械压下装置的总体、关键零部件和电气控制系统进行了设计。
关键词:相对位置,压下量,径向调整,压下装置、两工作辊轴线目录1 绪论-------------------------------------------------------------------------------------------------------------------11.1 引言------------------------------------------------------------------------------------------------------------11.2 概述------------------------------------------------------------------------------------------------------------22 轧制过程特点的分析及技术参数和总体方案的确定-----------------------------------82.1 轧制生产工艺流程----------------------------------------------------------------------------------------82.2 主要技术参数的确定-----------------------------------------------------------------------------------102.3 总体设计方案的确定-----------------------------------------------------------------------------------113 机械部分设计计算-----------------------------------------------------------------------------------------123.1 机械零部件设计计算与校核------------------------------------------------------------------------123.2 驱动系统设计计算--------------------------------------------------------------------------------------154 控制部分设计--------------------------------------------------------------------------------------------------174.1 可编程控制器的基本组成及各部分作用-------------------------------------------------------174.2 可编程控制器系统设计的一般步骤--------------------------------------------------------------204.3 可编程控制器编程技术-------------------------------------------------------------------------------204.4 电气控制设计---------------------------------------------------------------------------------------------225 结论------------------------------------------------------------------------------------------------------------------25 参考文献--------------------------------------------------------------------------------------------------------------26 致谢----------------------------------------------------------------------------------------------------------------------271 绪论3500中厚板轧机是一种专为生产中厚板钢材的设备。
6.2.1主电机过载按下式进行校核max M mMe λ≤式中:Mmax--电机在轧制过程中承受的最大转矩; Me----电动机的额定转矩λ----允许过载系数,对于专为轧机使用的ZZ 及ZZY 电机过载系数m λ为2.5:3.电机的额定转矩为:Me=9.550Ne/ne=9.550()25000/402385.KN m ⨯⨯= 式中:Ne--电机的额定功率,KW Ne--电机的额定转速,r/min由合成力矩可知:第8道轧制时有最大转矩Mmax=4319KN.m 按公式:Mmax ≤3Me 4319≤7155KN.m 所以:电机过载校核通过 6.2.2主电机发热校核主电机发热校核通常采用等效法、即等效电流法、等效转矩法和等效功率法,在进行轧钢设计时,出于计算方便和实用,常用等效转矩法,其公式如下:Mdx ≤Medx M =式中:Mdx---电机等效转矩;Mi---- 一个轧制周期中各时间区间的转矩 Ti---- 一个周期中对在不同转矩的延续时间电机发热校核按公式:dx M =计算 2222704 2.2755 2.734930.6M t ∑=⨯+⨯+⨯22237050.83667 1.24502 1.1+⨯+⨯+⨯22224340 2.733830.93208 4.1784 4.9166960512(.)KN m +⨯+⨯+⨯+⨯=76t s ∑=代入公式:1482.dx M KN m === 该值小于电动机的额定转矩,发热校核通过。
6.3工作制度及电机上的合成力矩本车间粗轧机的转动是由两台转速0~40~80r/min 的直流电机分别直接驱动支承辊,电机的功率为5000KN 。
由于本车间轧制时为稳定高速咬入,即咬入速度等于轧制速度。
所以轧件咬入时的力矩等于稳定轧制力矩。
6.4 轧辊强度的校核轧辊强度计算特点:1)轧制时板带位于轧辊正中,轧制力按均匀载荷对待,轴承两侧的支反力相等;2)轧辊直径沿辊身长度方向不变,故辊身危险断面必在辊身中央处; 3)辊颈及辊头的危险断面均在传动侧。
3500中厚板轧机--轧机毕业设计开题报告燕山大学本科毕业设计(论文)开题报告课题名称:3500中厚板轧机学院(系):机械工程学院年级专业:06级机电3班学生姓名:王瑞超指导教师:牟德君完成日期:2009年3月17日一、综述本课题国内外研究动态,说明选题的依据和意义冶金工业部标准规定:厚度在4毫米以下的钢板称为薄板;厚度在4毫米以上的称为厚板。
我国习惯于将厚度在4~25毫米范围内的钢板成为中板。
在国民经济的各个部门中广泛的采用中板。
它主要用于制造交通运输工具(如汽车、拖拉机、传播、铁路车辆及航空机械等)、钢机构件(如各种贮存容器、锅炉、桥梁及其他工业结构件)、焊管及一般机械制品等。
[1] 中板生产目前均采用热轧。
即将钢胚或钢锭加热后,在轧机中经多道次轧制,轧成一定厚度的钢板。
生产中板的轧机型式很多。
按机架机构分类,可分为二辊式、四辊式、复合式和万能式几种。
按机架布置风雷,可分为单机架、并列式和顺列式等几种。
[1]1.轧钢机的发展初轧机的发展。
初轧机的发展经过了3个阶段,到20世纪70年代初,初轧机的轧辊直径已增大到了1 500 mm。
我国从1959年开始自行设计制造开坯机,目前已制成700mm,750tam,850lnm,1 150mm初轧机。
20世纪80年代以来,连铸技术得到较大的发展,连铸比达到80%甚至更高,连铸连轧工艺和设备也日趋完善,初轧机的职能将逐步转变为配合连铸,弥补连铸在钢种和规格方面的不足。
带钢连轧机的发展。
在所有市场需求的钢材中,板带材占有相当大的比重。
我国于1981年从13本引进1 700mm热连轧机的全套设备。
随后,一大批具有先进生产工艺的热连轧和冷连轧板带厂迅速崛起,。
热连轧机发展的主要特点有:加大带卷和坯料重量,减少切头切尾的损耗,提高产品收得率;采用加速轧制,提高钢材产量;产品规格增加,精度提高;采用计算机控制,提高了自动化水平等。
冷轧钢板的生产成本、投资费用虽然比热轧钢板高,但由于冷轧钢板的性能和质量比热轧好,在同样用途下,可以节约金属材料达30%,故冷轧板生产得到迅速发展。
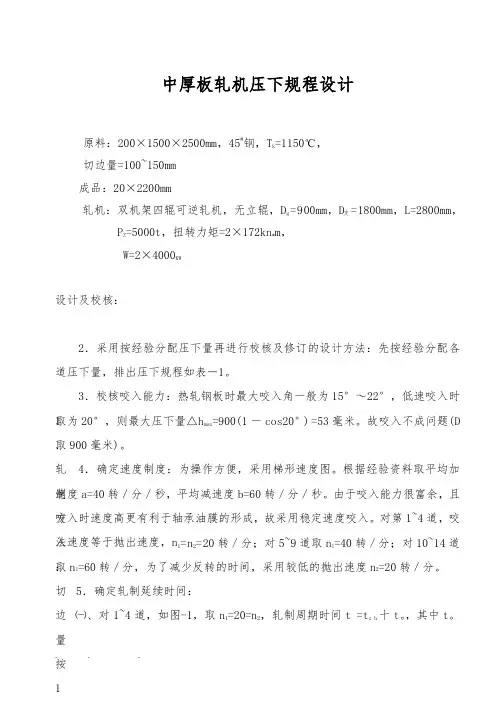
中厚板轧机压下规程设计原料:200×1500×2500mm ,45#钢,T k =1150℃, 切边量=100~150mm 成品:20×2200mm轧机:双机架四辊可逆轧机,无立辊,D g =900mm ,D 支=1800mm ,L=2800mm ,P Z =5000t ,扭转力矩=2×172kn *m , W=2×4000KW设计及校核:1.轧制方法:切边量2.采用按经验分配压下量再进行校核及修订的设计方法:先按经验分配各道压下量,排出压下规程如表-1。
3.校核咬入能力:热轧钢板时最大咬入角一般为15°~22°,低速咬入时取为20°,则最大压下量△h max =900(1一cos20°) =53毫米。
故咬入不成问题(D 取900毫米)。
4.确定速度制度:为操作方便,采用梯形速度图。
根据经验资料取平均加速度a=40转/分/秒,平均减速度b=60转/分/秒。
由于咬入能力很富余,且咬入时速度高更有利于轴承油膜的形成,故采用稳定速度咬入。
对第1~4道,咬入速度等于抛出速度,n 1=n 2=20转/分;对5~9道取n 1=40转/分;对10~14道取n 1=60转/分,为了减少反转的时间,采用较低的抛出速度n 2=20转/分。
5.确定轧制延续时间:㈠、对1~4道,如图-1,取n 1=20=n 2,轧制周期时间t =t z h 十t 。
,其中t 。
为间隙时间,t zh 为纯轧时间,v 为t zh 时间的轧制速度,l +为在t zh 时间轧过的轧件长度,l 为该道轧后轧件长度,则:l BHL h =v = 160D n π米/秒t zh =图 1对第1道 v = 160D n π米/秒 = 3.149002060⨯⨯=0.942米/秒t zh =166795942+=1.87秒 计算各道次v 、t zh 列入表-1。

7 中厚板生产的设计计算7.1原料设计7.1.1 原料的尺寸中厚板轧机所用原料的尺寸,即原料的厚度,宽度,长度,直接影响着轧机的生产率,坯料的成材率以及钢板的机械性能。
中厚板坯料选用考虑以下三个方面:(1)保证成品钢板的尺寸和性能满足使用要求。
(2)能够充分发挥炼钢车间和厚板车间的工艺条件和设备能力。
(3)所生产的钢板成本最低。
中厚板轧机原料尺寸选择的原则:(1)原料的厚度尽可能小。
原料厚度小,有利于轧机和加热炉生产率的提高。
但是为了保证钢板的性能,原料的厚度应满足钢板压缩比的要求。
连铸坯的压缩比应大于6~8。
(2)原料的宽度尺寸尽可能大。
宽度大的原料有利于轧机操作。
为了满足坯料在横轧时送钢操作的要求,每台轧机都有最小量原料宽度的限制,小于这个宽度的原料无法在横轧时将其送入轧机。
因此原料的宽度应大于此数值。
原料的宽度越大,横轧时操作越容易。
(3)原料的长度尺寸应尽可能接近原料的最大允许尺寸。
当原料长度等于加热炉允许装入料长的下限时,钢压炉底面积最小,因而生产能力最小,此时加热炉的单位燃烧消耗较大。
当原料长度等于加热炉允许装入料长的上限时,钢压炉底面积最大,其生产能力最大,此时单位燃料消耗较小。
当轧件长度增大时,切头切尾所占比例减小,使得成材率高,因此重量大的原料的成材率高。
7.1.2 原料的设计(1)原料重量按成品钢板的重量和计划成材率计算出原料的重量。
计划成材率指的是在设计原料尺寸时的成材率,成品与毛板的情况如图7-1,它可以采用公式7-1进行计算。
)1)()()((s l l w w t t rp ++∆+∆+ 式中 t ——成品板厚度;w ——成品板宽度;l ——成品板长度;t t ∆+——轧制平均厚度;w w ∆+——轧制平均宽度;rp l ——试样长度;l ∆——长度余量;s ——烧损;t ∆——厚度余量;w ∆——宽度余量。
式中各量的确定方法如下:S ——烧损,即氧化铁皮损失,包括加热炉内生成的氧化铁皮。
(此文档为word格式,下载后您可任意编辑修改!)内蒙古科技大学本科生毕业设计说明书题目:设计年产150万吨的中厚板厂姓名:学号:专业:材料成型及控制工程班级:指导教师:摘要此设计是以包头地区为条件,设计年产量150万吨的中厚板厂,分析了在包头地区建造新的中厚板厂的可行性和必要性。
结合设计条件及年产量要求完成了10个产品品种、10个产品规格的产品方案表和金属平衡表。
以钢种为X70的连轧坯轧制中厚板。
第一章是中厚板的国内外发展概况和建厂可行性分析报告,总结了当前世界各国中厚板生产技术的先进水平,包括设备、技术及理念等,然后进行了建厂的可行性分析;第二、三章是对设计任务、生产品种及工艺流程进行了确定,制定了生产工艺和产品方案;第四章对轧制规程进行了介绍比如:压下装置、轧制速度制度、挠度、温度制度,并对其进行了详细的计算与制定;第五章对设计进行各项力能参数的计算,包括轧制表的计算,也对轧辊强度和轧机主电机能力进行了校核;第六章介绍了车间平面布置,选择了加热炉、主电室、轧辊间的配置,确定主要设备的间距;第七章是对设计车间产量进行了计算,包括各设备的生产能力、车间平均小时生产能力及车间年生产能力;第八章编制了技术经济指标,确定了车间内各项设备、原材料、动力等利用程度的指标。
最后根据设计参数,绘制车间平面布置图。
关键词:中厚板;车间设计;生产工艺AbstractThis design that take the Baotou area as a condition, tons new medium and of a new plate factory in Baotou area. Combined design conditions and the requirements of annual yield,the design completes 10 product varieties,10 product specifications and metal balance sheet table. A cogged ingot of X70 is used for the rolling medium plate.Chapters 2 and 3 is a design task, the production process carried out to determine the species and to develop the production process and product solutions;.The plans of the products,the sorts of the products,the process flow and technological demand are described in the second and third chapter.The fourth rolling regulations were introduced such as: pressure device, rolling speed system, temperature regime, and its detailed calculation and formulation.The fifth chapter is about the calculation of the steel rolling,equipment capability,tool designing and intension verifying.The sixth chapter is about the choice of mostly and assistant equipment which according to equipment parameter.The outputs of workshop,which involve the average output of per the eighth chapter.The tenth chapter is about the technical and economic targets including the use of equipments,raw materials and power. At last,the layout of workshop was drawed according to designing parameters.Key words: medium plate;Workshop designing;Production technics目录摘要 (I)Abstract (II)第一章总论 (1)1.1 工程总述 (1)1.2 国内外中厚板车间现状及发展趋势 (1)1.2.1中厚板简介 (1)1.2.2 中厚板的用途 (1)1.2.3 中厚板车间现状及发展趋势 (2)1.2.4 国内外中厚板新产品新工艺新技术的开发 (3)1.3 包头建设中厚板车间的可行性与必要性分析 (4)1.3.1 原料供应情况分析 (4)1.3.2区域辅助设施状况 (5)第二章产品生产大纲及技术要求 (7)2.1 产品生产大纲 (7)2.2原料及金属平衡表的编制 (9)2.2.1原料来源及规格 (9)2.2.2 编制金属平衡表 (9)第三章生产工艺流程 (11)3.1 生产工艺流程的制定依据 (11)3.2生产工艺流程图及简介 (12)3.4 典型产品的介绍和工艺制度 (14)3.4.1典型产品工艺制度 (15)第四章轧机及其参数的选择 (17)4.1中厚板轧机型式 (17)4.2轧机参数选择 (18)4.2.1 3800mm四辊可逆粗轧机的参数选择 (18)4.2.2 4100mm四辊可逆精轧机的参数选择 (19)4.3轧辊尺寸及材质 (20)4.3.1轧辊的参数计算 (20)4.3.2轧辊挠度的计算 ................................................ 错误!未定义书签。
材料成型课程设计——中厚板工艺设计指导老师:钱健清姓名:许天成学号: 109024076班级:型103专业:材料成型及控制工程2014 年 1月 13 日安徽工业大学目录一. 题目及要求二. 设计目的三. 已知条件四. 基本要求五. 设计说明书(一)产品技术要求及步骤(二)工艺流程图(三)轧制规程设计3.1 轧制方法3.2 安排轧制规程3.3 校核咬入能力3.4 确定速度制度3.5 确定轧制延续时间3.6 轧制温度的确定3.7 计算各道的变形程度3.8 计算各道的平均变形速度3.9 求各道的变形抗力3.10 计算各道的平均单位压力P及轧制力P3.11 计算各道总压力3.12 计算传动力矩(四)强度校核(五)电机功率校核(六)参考文献(七)车间平面布置图六.总结一、题目及要求题目:热轧中厚板工艺设计,使成品尺寸规格为25*2500mm课程名称:材料成型课程设计课程类型:必修课教学对象:材料成型专业本科生二、设计目的《材料成型课程设计》是材料成型专业必修课之一,是课程教学的一个重要环节。
其轧钢方向的课程设计要求达到以下目的:1)把《塑性工程学》、《塑性加工原理》、《塑性加工车间设计》、《孔型设计》等专业课程中所学的知识在实际设计工作中综合加以运用,巩固所学的专业知识,提高对专业知识和相关技能的综合运用能力。
2)本次设计是毕业设计前的最后一个教学环节,为进一步培养学生工程设计的独立工作能力,团队协作意识,树立正确的设计思想,掌握工艺设计的基本方法和步骤,为毕业设计工作打下良好的基础。
三、已知条件主要设备参数项目粗轧机精轧机轧机型式四辊可逆轧机PC轧机工作辊辊身尺寸 /mm Ø850~950×3800 Ø850~950×3800 支撑辊辊身尺寸 /mm Ø1700~1800×3700 Ø1700~1800×3700 工作辊辊颈尺寸 /㎜Ø500×480 Ø450×420支撑辊辊颈尺寸 /㎜Ø1200×1150 Ø1200×1150 工作辊材质合金铸铁合金铸铁支撑辊材质铸钢铸钢最大轧制压力 /MN 70 70最大轧制力矩 /MN*m 2×2.6 2×1.975最大轧制速度 /ms-1 4.239 6.123最大工作开口度 /mm 500 400 主电机功率 /Kw 2×5000 2×5500主电机转速 /rpm 0~45~90 0~65~130压下速度 /mm s-125 15本设计主电机的功率分别选用:P=2×5000Kw粗轧机组H1P=2×5500Kw精轧机组H2计算钢种:Q235坯料及产品规格坯料:2000*1500*200 mm厚的连铸坯规格:20*2000(mm)四、基本要求独立完成工艺流程、规程设计(孔型设计),掌握工艺设计的基本内容,基本步骤和方法,熟练使用AutoCAD进行工程图的绘制。
攀枝花学院学生课程设计(论文)题目:6*2800mm中板轧制规程制定学生姓名:学号:201111102003 所在院(系):材料工程学院专业:材料成型及控制工程班级:2011级压力加工班指导教师:肖玄职称:助教2014年10 月13 日攀枝花学院教务处制攀枝花学院本科学生课程设计任务书课程设计(论文)指导教师成绩评定表目录摘要 ............................................................................................................... - 5 -第1章生产工艺........................................................................................... - 6 -1.1 制定生产工艺及工艺制度 ...................................................................... - 6 -1.1.1 制定生产工艺 ................................................................................ - 6 -1.1.2 制定生产制度 ................................................................................ - 6 -1.2 坯料选择............................................................................................... - 6 -1.3变形量分配 ............................................................................................ - 6 - 第2章设计变形工具...................................................... 错误!未定义书签。