汽车发动机再制造的信息化处理特点及解决方法研究
- 格式:doc
- 大小:26.50 KB
- 文档页数:3
发动机系统工程过程信息化的研究与思考作者:栾旭郑宁来源:《魅力中国》2018年第19期摘要:发动机研制伴随着技术精细化与管理思想的发展,复杂性快速增长,本文围绕发动机系统工程过程中信息化的应用,从应用现状中存在的问题、解决对策两个方面展开论述,并提出了设计信息与管理信息相结合、建立“模型”互通数据、注重软件技术的开发与实践三点建议,目的在于提高发动机系统工程过程的信息化水平,最后提出了发动机系统工程过程的发展趋势。
关键词:信息化;系统工程过程;发动机现代工程系统在整体复杂度上有了明显增加,系统设计过程产生的庞大信息与数据开始变得难以管理和维护。
在发动机研制与管理工作中,为了满足市场不断变化的需求,开始逐渐在其中渗透信息化技术。
传统形式的系统工程过程工作,执行过程中利用文档作为基线来组织系统工程活动,开展系统论证与设计,会生成各个方面和层面的大量文档,由此引发诸多问题。
随着信息技术的不断普及,系统的表达由“以文档为中心”转变为“以模型为中心”,基于统一建模语言的一系列系统模型成为全生命期各个阶段产品表达的“集线器”,可以被各学科、各角色研发人员和计算机所识别,且信息化在其中的应用,也有效提高了管理效率、准确性,为研发组织内的高效沟通和协同奠定了基础。
一、信息化在发动机系统工程过程中的应用现状现如今,社会已经正式进入信息化,发动机系统工程过程中信息化的应用依然存在诸多问题,系统工程过程信息化的實现依然存在诸多问题,例如信息技术基础差、管理水平低、信息技术软件与技术的普及率低等。
(一)信息技术基础差信息技术基础差,重点体现在以下几个方面:①工业应用计算机受限,系统设计中的信息技术主要是单机板软件,各软件之间无法有效实现信息共享与传递;②众多信息分散于各个文档,难以保证完整性与一致性;③对于复杂的、动态交互性强的活动难以描述,某处文档内容更改后,与该文档相关的文档都需要相应更改,工作量大,维护困难。
(二)缺乏无歧义描述目标的手段在系统工程过程使用的信息技术落后,对管理水平造成了直接影响,很多管理工作过于混乱,在发动机产品开发的各个阶段,几乎所有人都只是从自己的视角去描绘一个目标,因此,在各个阶段转换的过程中存在信息断层。
Internal Combustion Engine&Parts0引言汽车发动机再制造技术主要是针对废旧发动机进行再制造,这是基于循环经济和绿色经济理念的技术形势,可以减少资源消耗,降低环境污染。
我国汽车发动机再制造技术起步较晚,再制造技术的应用缺乏足够的经验。
为了提高汽车发动机的使用效率,保证发动机出现问题后经过再制造技术可以重新被利用,提升发动机的可靠性,避免资源浪费,保证汽车安全运行,降低维修成本。
1汽车发动机再制造技术的含义与价值1.1发动机再制造的含义汽车发动机再制造技术主要是将老旧发动机或故障发动机为原料,对这些发动机进行改造和加工,利用这些旧发动机的零部件,将发动机恢复到一定尺寸,重新组装后改造出完整的可使用发动机的过程。
发动机的再制造过程一般先是将旧发动机零部件进行完全拆解,对零部件进行清洗,将零部件重新组装,并经过测试,确定可以使用的新发动机。
例如在柴油发动机中,缸体、曲轴、凸轮轴等都是可拆解的部分,但发动机中也有一些不能再改造的部件,如垫片、活塞环。
发动机再制造的技术标准与新发动机制造标准一致,这是保证发动机可以正常使用的前提,再制造发动机要保证品质和性能与新发动机没有差别。
汽车发动机再制造技术是可持续发展经济的重要体现,因为,尽管汽车发动机由于年限及不当使用等原因,会出现不同的故障,但是很多零部件是没有损坏的,可以再使用,将整个发动机废弃无疑是对资源的浪费,因此,发动机再制造技术的应用是十分必要的,符合循环经济发展的需求,也有助于减少环———————————————————————作者简介:杨婉婷(1988-),女,本科,齐齐哈尔工程学院交通工程系,讲师,研究方向为交通运输。
3.3智能技术的引用在智能机械制造设计技术当中,还应加强对智能技术的引用,具体来说,包括下列两个方面:首先,对智能机械制造进行设计时,应从综合性的角度出发,将智能化技术应用到整个制造流程中。
如智能系统运行的过程中,能够按照生产人员录入的程序,主动地分析整个制造流程,并按照相关的要求,合理地对整个制造流程进行操作,从而确定出科学的设计方案。
汽车发动机再制造技术发展探讨
随着汽车工业的快速发展,汽车的使用寿命也越来越长,这也促使汽车发动机再制造技术的快速发展。
汽车发动机再制造技术,就是指将废旧的发动机拆卸、清洗、检测、修理、组装,使其恢复到与新发动机相当的性能。
本文将从技术发展现状、技术路线、行业前景等方面探讨汽车发动机再制造技术的发展情况。
一、技术发展现状
我国汽车发动机再制造技术起步较晚,但近年来已迅速发展。
目前,国内较为成熟的汽车发动机再制造技术流程包括:拆卸、清洗、检测、修理、加工、喷涂、组装等环节。
其中,发动机检测技术是关键,涉及到发动机零部件的测量、检测和评估,决定了发动机再制造后的性能和质量。
检测技术主要包括磁粉探伤、超声波探伤、热处理、喷涂等。
二、技术路线
现代汽车发动机复杂、工艺复杂,对再制造技术提出了更高的要求。
目前汽车发动机再制造技术的研究方向主要包括:发动机检测技术、高精度加工技术和环保喷涂技术。
具体有以下几点:
1、发动机检测技术
针对汽车发动机的再制造,需要开发相应的检测技术。
目前,已有一些较成熟的发动机检测技术,比如复合材料无损检测、涂层磨损检测、疲劳检测等。
这些技术可以帮助再制造企业快速、准确地评估发动机零部件的残余寿命,从而降低了再制造成本。
1。
汽车发动机再制造技术发展探讨汽车发动机再制造技术是近年来逐渐发展起来的一个领域,其主要目的是将旧的汽车发动机进行改进、修复、翻新等处理,以达到减少废弃的目的,同时也能够减少新制造成本的浪费。
本篇文档将近一步探讨汽车发动机再制造技术的发展现状、前景及对环保事业的影响,从技术、市场、政策等方面进行分析。
一、再制造技术的发展现状自从我国提出“推进绿色制造”的战略以来,汽车再制造技术便得到了快速发展,目前市场上的汽车再制造产品越来越多,尤其是汽车发动机再制造技术。
而在国外,西方工业国家对于汽车再制造的发展尤为关注,各国也都加强了对环保制造的投入,鼓励企业加强再制造的技术研发。
在技术方面,汽车发动机再制造技术主要包括发动机块顶修整、凸轮轴修整、气门锉磨、气门导管加工等过程,现在的技术已经非常成熟,将整个过程分为下面几个阶段:1.拆解:将汽车发动机分解成各个组件,并记录相关参数如尺寸、重量等;2.检修:对分解出来的组件进行详细的检查、检测,判断发动机组件的可靠性以及是否需要修复、更换;3.修复:对于需要更换和修复的发动机组件进行加工、修补和翻新处理,以保证其性能符合标准要求;4.装配:通过对已经检修和修复的发动机组件进行组装,使其重新达到工作状态并安装到汽车上;5.测试:对新装配的发动机进行各种测试和性能检测,以保证其性能和可靠性均符合标准要求。
在以上整个过程中,检测和修复环节是最关键的,几乎决定了再制造发动机的质量和可靠性。
目前,各大再制造厂家已经建立了一套完整的技术标准和检测标准,确保再制造发动机的性能和质量。
二、再制造技术的市场前景汽车发动机再制造技术的市场前景也在逐渐扩大,目前国内市场较大的区域集中在珠江三角洲、长三角地区和中西部沿海地区。
据调查,目前全国大约有100多家再制造发动机企业,其中大型的专业厂家有20余家,而厂家产品能占比70%以上。
除了国内市场,汽车再制造技术在国际市场上也有着很大的潜力。
汽车发动机零件再制造工艺摘要再制造工程是正在发展中的一个新兴研究领域和新兴产业。
再制造工程运用先进表面技术、复合表面技术等多种高新技术、产业化生产方式、严格的产品质量管理和市场管理模式,使废旧产品得以高质量的再生,创造新的价值。
1.汽车发动机再制造的概念.汽车发动机再制造既不是一般的发动机制造,也非普通的发动机大修,而是一个全新的概念。
新发动机的制造是从原材料开始,经过复杂的专业化生产过程制造出产品。
发动机大修仅限于磨损件的更换和极少量的机加工,质量和性能不能完全保证,大量的仍有使用价值的零部件得不到充分利用,修理周期过长。
而发动机再制造则把旧发动机视为“毛坯”,按照严格的技术要求,采用专门的加工设备和生产工艺,分门别类地对发动机上的每个零部件进行全面溅试和加工,使性能达到新发动机的标准要求,整机检测合格后才能喷涂包装出厂。
如果把旧发动机比做生命行将枯竭的病人,那么发动机再制造则赋予它第二次生命,这是一种脱胎换骨的转变。
由此可见,发动机再制造与大修相比,具有高质量、高性能、大批量的优点,且更换快捷,而费用相差无几。
由此可见,发动机再制造技术是汽车维修行业的发展方向。
长期以来,国内汽车维修行业分布散、管理松、成分杂、技术水平低、质量也无法保证。
对汽车最重要的部件—发动机而言,目前的维修还是传统的、低水平、小规模的。
在大多数情况下,没有全面的检测条件,没有必要的专用设备,没有规范的行业管理,没有维修的标准可依,而且很难完全保证可靠的配件供应。
在这种情况下,修复后发动机的质量、性能和安全性指标无法得到保障,汽车用户最担心的是维修了第一次后,从此成了汽车修理厂的“长期病号”,而且极大地损害了汽车生产厂的技术声誉。
而再制造发动机与之相比,全无以上缺点,其加工工艺几乎完全与新机相同。
因此,发动机再制造业是一个利国利民的绿色行业。
2.汽车发动机零部件再制造工艺.发动机再制造的一般工艺流程为:废旧件回收→拆卸→清洗→检测和分类→再制造加工→再装配→整机测试(如图1所示)。
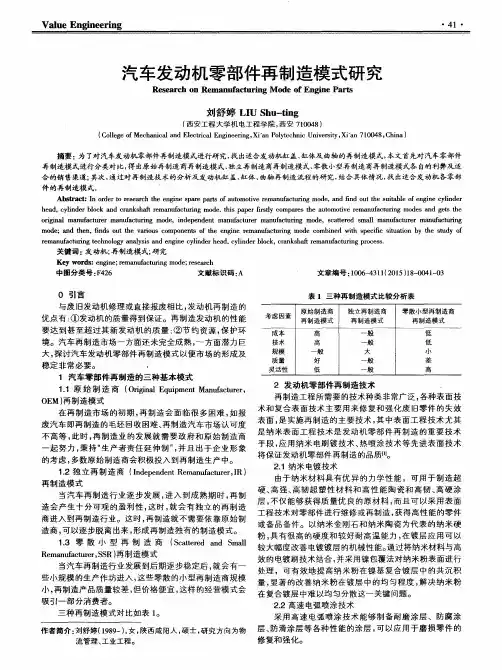
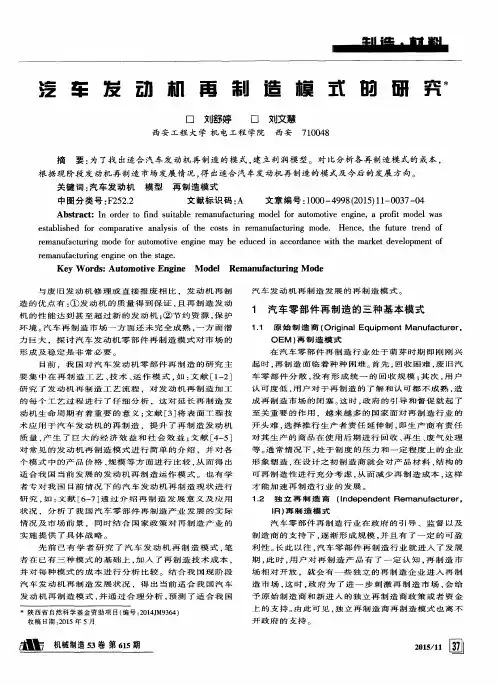
汽车发动机再制造模式的研究刘舒婷;刘文慧【摘要】为了找出适合汽车发动机再制造的模式,建立利润模型.对比分析各再制造模式的成本,根据现阶段发动机再制造市场发展情况,得出适合汽车发动机再制造的模式及今后的发展方向.【期刊名称】《机械制造》【年(卷),期】2015(053)011【总页数】4页(P37-40)【关键词】汽车发动机;模型;再制造模式【作者】刘舒婷;刘文慧【作者单位】西安工程大学机电工程学院西安710048;西安工程大学机电工程学院西安710048【正文语种】中文【中图分类】F252.2与废旧发动机修理或直接报废相比,发动机再制造的优点有:①发动机的质量得到保证,且再制造发动机的性能达到甚至超过新的发动机;②节约资源,保护环境。
汽车再制造市场一方面还未完全成熟,一方面潜力巨大,探讨汽车发动机零部件再制造模式对市场的形成及稳定是非常必要。
目前,我国对汽车发动机零部件再制造的研究主要集中在再制造工艺、技术、运作模式,如:文献[1-2]研究了发动机再制造工艺流程,对发动机再制造加工的每个工艺过程进行了仔细分析,这对延长再制造发动机生命周期有着重要的意义;文献[3]将表面工程技术应用于汽车发动机的再制造,提升了再制造发动机质量,产生了巨大的经济效益和社会效益;文献[4-5]对常见的发动机再制造模式进行简单的介绍,并对各个模式中的产品价格、规模等方面进行比较,从而得出适合我国当前发展的发动机再制造运作模式。
也有学者专对我国目前情况下的汽车发动机再制造现状进行研究,如:文献[6-7]通过介绍再制造发展意义及应用状况,分析了我国汽车零部件再制造产业发展的实际情况及市场前景,同时结合国家政策对再制造产业的实施提供了具体战略。
先前已有学者研究了汽车发动机再制造模式,笔者在已有三种模式的基础上,加入了再制造技术成本,并对每种模式的成本进行分析比较。
结合我国现阶段汽车发动机再制造发展状况,得出当前适合我国汽车发动机再制造模式,并通过合理分析,预测了适合我国汽车发动机再制造发展的再制造模式。
汽车发动机再制造The car engine remanufacturing摘要:介绍了汽车发动机的再制造的意义和在资源的重复利用,产品性能提升方面的优势,并且节省机械运行维护费用,发动机的再制造解决了资源越来越少的困境,提高了资源的利用效率,再制造发动机一般可直接装到待修车上使用,能在短时间内恢复待修车的使用性能,适应了现代社会快节奏的使用要求。
通过国内外发动机再制造技术的发展比较,分析了我国汽车再制造面临的机遇与存在的问题,得出我国的发动机再制造产业还有很大的发展空间与前景。
在抓住影响发动机寿命的主要零件,同时对发动机附属配件进行强化处理,并兼顾延长寿命后可能出现的其它情况的思路上,利用再制造方式和表面工程技术,发挥多种再制造修复技术的协同效应,提高汽车发动机的使用寿命,挺高材料的使用率,降低资源的消耗。
abstract :This paper introduces the significance of auto engine remanufacturing and the resource reuse, product performance advantages, and save the mechanical operation maintenance, the engine remanufacturing solved the plight of fewer and fewer resources, improve the efficiency of resource utilization, remanufacturing engine generally can be used directly to stay on the repair, can recover in a short time to repair the use of performance, to adapt to the fast pace of modern society. By comparing the development of engine remanufacturing technology at home and abroad, analyzes the automotive remanufacturing facing the opportunities and existing problems, and it is concluded that the engine remanufacturing industry in China also has the very big development space and prospect. In the grasp of the main parts affecting the service life of engine, at the same time to strengthen the engine accessory parts, and take into account other situation after prolong life possible on the idea of using the way of remanufacturing and surface engineering technology, play a number of the coordination effect of remanufacturing technology to repair, improve the service life of automobile engines, high material utilization rate, reducing the consumption of resources.心得体会:大三的下半年有幸师从郝建军郝老师门下,跟从郝老师学习汽车维修技术这一门汽车方面高深的学科,在课堂上好老师幽默的讲课风格把本来非常枯燥的维修课程演绎成风趣的维修知识讲授,在课堂上我认识了解到了汽车维修在汽车方面的重要性,知道了什么是再制造技术,认识到了在资源日益短缺的今天再制造技术未来的远大发展前景。
发动机再制造技术一、前言发动机再制造业在欧美有着50年的历史,已不是一个新兴的产业,有着系统完善的再加工工艺流程。
近几年来随着国内汽车市场的逐步扩大,发动机再制造业逐渐开始起步。
节约和环保问题已成为全人类共同关注的问题,报废的汽车如果不进行再制造将会造成材料的极大浪费和环境污染。
据统计全球每年就有2600多辆汽车报费,数量何其大,浪费和污染也就非常严重。
数据研究证明:一辆汽车上可回收利用材料就占90%,主要有钢铁、有色金属等。
对回收的资源加工成再制造成产品与新成品比较,成本只是新成品的50%,节能60%,节材70%。
利润相当可观。
所以再制造业有着深厚的市场潜力。
随着我国汽车消费市场逐渐增大,汽车报废量也在逐渐增多,有资料表明我国汽车报废量约200万辆,再制造零部件企业产业价值7亿元左右,有着非常广阔的市场前景。
发动机作为汽车的核心部件在再制造业中显得尤为重要。
本文从发动机再制造技术的概念、价值、生产制造工艺过程、新技术、柔性制造技术的应用、市场展望几个方面进行阐述。
二、发动机再制造技术概念汽车发动机再制造技术也称发动机专业修复技术,是将废旧的汽车发动机进行修复,使其尽量接近新机器性能水平的过程.在此过程中废旧汽车发动机被完全拆卸、清洗、检验、再制造加工、重新组装和试验以保证其使用的质量.旧机所有的核心部件将根据原厂商的技术标准进行检验,通过再加工使其恢复到原来的技术要求,从而使整个再制造汽车发动机的装配公差恢复到原机水平。
欧盟于2000年发布了对全部成员国实施的关于报废汽车循环再利用的法规。
它率先明确规定在2002年7月1日(含)以后生产的任何新车必须免费从最终所有者回收。
到2007年1月1,这项规定将对所有报废车实施。
这项指令细化了循环再利用的具体零部件和材料,并且规定一辆报废汽车循环再利用的比例要占整车重量的85%(2015年起为95%)。
我国汽车工业起步晚、基础差,汽车回收技术还相当落后、回收行业目前还处于一种混乱无序的状况。
车辆发动机数字化再制造工程研究乔学宁李延成发布时间:2023-05-28T07:13:10.638Z 来源:《工程建设标准化》2023年6期作者:乔学宁李延成[导读] 随着社会的进步和发展,人们对于资源的重视程度也变得越来越高。
资源对于人们生活的发展有着极大地促进作用,但是由于人们不节制的使用资源,并且对于环境的破坏,导致地球上的部分资源日益枯竭,对于世界的可持续发展方向造成了一定的影响。
因此为了实现可持续发展的战略,人们在发展的过程中,逐渐将再制造技术运用到了社会发展之中。
再制造工程是以装备全寿命周期设计和管理为指导,以装备实现性能跨越式提升为目标。
32127部队辽宁大连 116199摘要:随着社会的进步和发展,人们对于资源的重视程度也变得越来越高。
资源对于人们生活的发展有着极大地促进作用,但是由于人们不节制的使用资源,并且对于环境的破坏,导致地球上的部分资源日益枯竭,对于世界的可持续发展方向造成了一定的影响。
因此为了实现可持续发展的战略,人们在发展的过程中,逐渐将再制造技术运用到了社会发展之中。
再制造工程是以装备全寿命周期设计和管理为指导,以装备实现性能跨越式提升为目标。
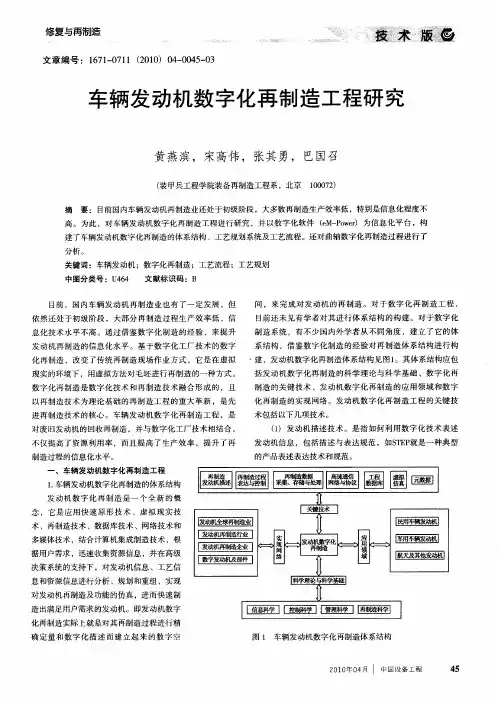
关键词:车辆发动机;数字化再制造;工艺流程;工艺规划目前,国内车辆发动机再制造业也有了一定发展,但依然还处于初级阶段,大部分再制造过程生产效率低,信息化技术水平不高。
通过借鉴数字化制造的经验,来提升发动机再制造的信息化水平。
基于数字化工厂技术的数字化再制造,改变了传统再制造现场作业方式,它是在虚拟现实的环境下,用虚拟方法对毛坯进行再制造的一种方式。
数字化再制造是数字化技术和再制造技术融合形成的,且以再制造技术为理论基础的再制造工程的重大革新,是先进再制造技术的核心。
车辆发动机数字化再制造工程,是对废旧发动机的回收再制造,并与数字化工厂技术相结合,不仅提高了资源利用率,而且提高了生产效率,提升了再制造过程的信息化水平。
一、车辆发动机数字化再制造工程同时这种工程在发展的过程中,始终坚持以优质、高效、节能、节材、环保为主要的发展准则,并且通过先进技术和产业化生产为手段进行发展,对于相关装备的修复和改造有着极大地促进作用。
浅谈汽车发动机再制造技术与发展趋势摘要:经济的高速发展带动了人们的生活质量的提升,汽车的数量有了飞速的提高。
汽车发动机,在汽车的运行过程中,不仅能够为汽车提供动力,更是汽车稳定运行的重要环节。
但是,发动机的维修难度较高,且维修成本极大。
汽车发动机使用问题,早已得到汽车制造企业充分重视,经发动机制造企业不断尝试,认为提升汽车发动机使用寿命,需合理利用发动机再制造技术。
只有合理运用发动机再制造技术,才能符合现代社会循环经济要求,有效提升发动机稳定性与安全性能。
关键词:汽车;发动机;再制造技术;发展趋势引言当前,在汽车数量快速增加的同时,报废汽车的数量也随之快速增加。
如何处理报废汽车,成为一大难题。
近几年,汽车发电机再制造技术有了显著的发展,为报废汽车的处理问题、为资源的节约和有效利用等方面都提供了有效的措施和发展门径。
1我国再制造行业发展现状为了实现环境可持续和经济的循环发展,我国相继出台了许多关于再制造行业发展的相关政策。
2010年5月13日,国家发展改革委、科技部、工业和信息化部等印发《关于推进再制造产业发展的意见》,内容有:再制造与制造新品相比,可节能60%,节材70%,节约成本50%,几乎不产生固体废物,大气污染物排放量降低80%以上。
2013年8月26日,国家发改委、财政部等五部委发布《再制造产品“以旧换再”试点实施方案》,启动了再制造“以旧换再”试点工作,将再制造发动机、变速器等产品列为试点产品,方案内容包括:“以旧换再”是指境内再制造产品购买者交回旧件并以置换价购买再制造产品的行为,对符合“以旧换再”推广条件的再制造产品,中央财政按照其推广置换价格(再制造产品价格与旧件回收价格的差价)的一定比例,通过试点企业对“以旧换再”再制造产品购买者给予一次性补贴,并设补贴上限,再制造产品价格竞争力强,产品扣除旧件后的置换价格不超过原型新品的60%。
2015年1月20日,国家发改委、财政部等印发的《关于再制造产品“以旧换再”(汽车发动机、变速箱)推广试点企业和产品的公告》确定10家单位在2015年开展“以旧换再”推广试点工作。
汽车发动机再制造的信息化处理特点及解决方法研究
摘要汽车发动机再制造是将废旧的汽车发动机进行修复,使其尽量接近新机器性能水平的过程。
在此过程中废旧汽车发动机被完全拆卸、清洗、检验、再制造加工、重新组装和试验以保证其使用的质量。
旧机所有的核心部件将根据原厂商的技术标准进行检验,通过再加工使其恢复到原来的技术要求,从而使整个再制造汽车发动机的装配公差恢复到原机水平。
为了提高企业管理水平,促进企业、行业发展,如何设计适合发动机再制造行业的管理信息系统,成了发动机再制造企业管理人员的重要课题。
关键词汽车发动机再制造;信息化处理特点;解决方法
1 汽车发动机再制造生产工艺过程
发动机再制造生产工艺过程包括对故障发动机的回收、拆卸、清洗、检测、再制造、装配、整机测试、包装、销售。
发动机产品回收再利用研究。
2 汽车发动机再制造信息化处理方法
2.1 逆向物流与销售物流的集成
销售物流是产品从成品出厂到消费者或批发商、零售商,产生销售收入,收回资金的过程。
普通企业逆向物流与销售物流在时间和业务处理上是分离的,汽车发动机再制造行业销售过程和旧机的回收过程往往是同时发生,在销售成品的同时返回旧机。
信息系统在处理该情况时,要求录入销售订单的同时系统自动触发或手工建立、关联相应的采购订单。
此时销售客户和供应商是同一家单位。
业务员需在采购单上录入采购旧机的品种、数量、单价和日期等信息。
旧机的不同状况决定了其采购价格,实际上决定了新旧机交换的标准。
新机在销售预留和发货环节,能对旧机的采购入库、检验结果,如:品种、数量和质量情况等物流信息进行追踪和控制。
采购流程和销售流程结束后会对同一家单位产生应收和应付账款,系统需作相应的冲抵处理。
关联的销售单和采购单避免了手工状态下简单的以旧换新的模式。
采用信息解决方案,用一种业务模式应对旧机出现的各种情况,销售时只需要按旧机的实际状况调整采购价格,销售成品的价格体系不随旧机发生变化,系统对同一客户、供应商应收应付自动处理,使新机价格的制定和执行标准化和透明化,对旧机的质量、价格透明化,操作更灵活,便于回收和销售过程相互追踪和监控[1]。
2.2 零件状态的多样性及编码方法
(1)零件状态的多样性
零件状态的多样性是指功能、外观及材料完全相同的同一种零件可能有多种状态:旧件、采购件和自制零件。
旧件是在汽车发动机拆卸工艺中回收的前两类零件,其成本取决于回收加工成本;采购件是直接从供应商购买的新零件,其成本来源于采购成本;自制件是本单位自行制造的零部件,其成本来源于生产成本。
零件状态的多样性使同一种零件在不同状态下成本不同,而且使组成物料单的物料的状态并不是都能事先确定。
(2)零件编码方法
传统处理方式是对同一种零件按不同状态编不同的零件代码,用这种方法编码会成倍增加,在定义产品结构和工艺路线时要对不同状态的每个零件(有装配,生产关系的)分别进行定义,不同装配关系的零件进行组合,其定义和维护工作量非常庞大,以至现实中根本不可行。
正确的处理方式是同一种零部件编单一代码。
同时在编码以外设立状态码,整个定义过程如下:
①在定义零件编码过程中同一种零件仅定义一个代码而不考虑其不同的状态。
②将各种零件所有可能的状态作为系统独立参数定义为状态码。
③在定义零部件的物料主文件、产品结构和工艺路线时设定默认的状态码。
④在发料、生产过程中可以随时更换状态码。
⑤成本可按状态码进行移动加权平均。
2.3 物料清单的复杂性及调整方法
(1)物料清单的复杂性
物料清单是信息化处理的一个核心,生产发料,成本计算,生产排产都与其相关联。
物料清单BOM(Bill ofMaterial)是所有用于父项装配的子装配件、中间件、零件、原材料的清单及相应的装配数量。
汽车发动机再制造行业有其特殊性的BOM结构,既有废旧发动机拆卸BOM,也有再制造装配发动机BOM:
①废旧发动机拆卸BOM
由拆卸工艺过程可知,旧的发动机作为“原材料”投入,拆卸到部件或零件级。
因此在管理信息系统中要建立专门拆卸的物料清单,该物料清单体现的是发动机拆卸关系,顶层是废旧发动机,第二层是拆卸入库的零部件。
即拆卸工艺所述的前三种零件。
由于零部件是一次拆卸完成,所有拆卸后入库的零部件应列在BOM 的第二层。
装配数量决定于该产品的型号,但必须为负数以表示回收物流过程,而非正常的装配关系。
此外也可以在设计系统时设定BOM的类型,正常的装配BOM类型为“制造”,拆卸类的BOM类型为“拆卸”或“维修”。
当建立生产订单时,
系统识别“拆卸”或“维修”产品结构,并产生相应的“拆卸”类型生产订单,在领料单中自动出现BOM中确定的废旧发动机,在拆卸工单完成,接收入库的零部件品种、数量和状态由拆卸BOM中设定的为负值的所有零部件,需根据实际拆卸情况调整。
②再制造加工零部件和再制造裝配发动BOM
经过拆卸,清洗,检验入库后的零部件需进行后续的再制造加工然后进行总装配,其中淘汰的零部件用新件代替。
最终装配发动机的物料清单为多层BOM,既反应再制造零件的翻新加工关系,又反映各总成的装配关系。
注意其中的装配和加工数量均为正数。
(2)物料清单的调整方法
一是修改系统生成的工单BOM。
如装配发动机的连杆默认状态为旧件,实际可能是采用采购件,也可能采用自制件,虽然编码一致但状态码不同,成本不同,因此可根据工单实际要投放的部件状态调整工单中连杆的默认状态。
二是不改变工单料单内容,在发料的时候按实际发料情况修改其状态码。
二者结果相同[2]。
3 结束语
综上,汽车再制造信息处理的特殊性,用状态码实现零件状态多样性描述,建立拆卸物单清单和再制造加工、装配的物料清单.这些处理方案在汽车发动机再制造项目中得到实施和运用,提升了公司的管理水平。
参考文献
[1] 史佩京,徐滨士,刘世参,等.基于装备多寿命周期理论的汽车发动机再制造工程及其效益分析[J].装甲兵工程学报,2006,20(6):70-74.
[2] 朱绍华,刘世参,朱胜.谈绿色再制造工程的内涵和学科框架[J].中国表面工程,2001,(2):5-7.。