再制造发动机
- 格式:pdf
- 大小:204.51 KB
- 文档页数:3
先进发动机再造技术对比研究摘要:研究了发动机再造技术在中国的发展情况,对国内外发动机再造技术进行对比分析,总结了先进发动机再造技术的发展趋势,指出发动机再造技术将会为我国的汽车产业可持续发展提供有力保障。
最后,对中国发动机再造技术的发展提出建议。
本文的研究对发动机再造技术的应用具有指导意义。
关键词:发动机;再造技术;对比研究;策略引言再造技术是正在发展中的一个新兴研究领域和新兴产业。
再制造工程运用先进表面技术、复合表面技术等多种高新技术、产业化生产方式、严格的产品质量管理和市场管理模式,使废旧产品得以高质量的再生,创造新的价值,是符合国家可持续发展一项系统工程,能够在减少材料和能源的浪费,减少环境污染,最大限度地重新利用资源等方面提供有力的技术支持。
因此,大力发展再制造技术已经是许多有识之士的共识,国内外对再制造工程的研究越来越多。
发动机再制造技术也称发动机专业修复技术,起源于20世纪40年代的美国,它主要以旧发动机或不能使用的发动机为原材料通过一系列几乎完全与新机相同的加工工艺使发动机的零部件恢复尺寸和精度后,重新组装成完整的发动机的特殊过程。
在这个过程中,将发动机完全拆解、清洗,按照制造原厂家的技术要求对基础零部件进行检测和检查,再按照严格的技术要求进行修复,对于易损坏件如轴承、活塞环、活塞、垫片等,在装配中使用原厂配件,然后组装成整机,其装配公差可达到原机装配水平。
1.国内外发动机再造技术及其发展趋势发动机再制造技术在国外已有50多年的发展历史,并形成了比较完善的制造和服务体系。
发动机再制造在欧美已经发展成为一个巨大的产业。
在美国有超过数万家的工厂生产再制造发动机,每年生产超过300万台的再制造发动机,产值超过25亿美元;在德国,大众公司近50年以来累计生产再制造发动机720万台,近年来在售后服务系统销售的再制造发动机与新发动机的比例达9:1。
福特、通用、大众、雷诺等或者有自己的发动机再制造厂,或者与其它独立的专业发动机再制造公司保持固定的合作关系,以对旧发动机进行再制造;德国大众在50年时间里已再制造发动机720万台,销售的再制造发动机与配套新发动机的比例为9:1,而且再制造发动机的市场份额还在持续地增长。

发动机再制造项目可行性分析报告目录前言 (4)一、发动机再制造项目可行性研究报告 (4)(一)、产品规划 (4)(二)、建设规模 (5)二、制度建设与员工手册 (7)(一)、公司制度体系规划 (7)(二)、员工手册编制与更新 (8)(三)、制度宣导与培训 (10)(四)、制度执行与监督 (11)(五)、制度评估与改进 (13)三、技术方案 (14)(一)、企业技术研发分析 (14)(二)、发动机再制造项目技术工艺分析 (16)(三)、发动机再制造项目技术流程 (17)(四)、设备选型方案 (18)四、市场分析 (20)(一)、行业基本情况 (20)(二)、市场分析 (22)五、发动机再制造项目建设背景及必要性分析 (23)(一)、行业背景分析 (23)(二)、产业发展分析 (24)六、财务管理与资金运作 (25)(一)、财务战略规划 (25)(二)、资金需求与筹措 (26)(三)、成本与费用管理 (26)(四)、投资决策与财务风险防范 (27)七、风险评估 (28)(一)、发动机再制造项目风险分析 (28)(二)、发动机再制造项目风险对策 (29)八、市场营销策略 (30)(一)、目标市场分析 (30)(二)、市场定位 (30)(三)、产品定价策略 (31)(四)、渠道与分销策略 (31)(五)、促销与广告策略 (32)(六)、售后服务策略 (32)九、社会责任与可持续发展 (33)(一)、企业社会责任理念 (33)(二)、社会责任发动机再制造项目与计划 (33)(三)、可持续发展战略 (34)(四)、节能减排与环保措施 (34)(五)、社会公益与慈善活动 (35)十、制度建设与员工手册 (35)(一)、公司制度建设 (35)(二)、员工手册编制 (37)(三)、制度宣导与培训 (39)(四)、制度执行与监督 (40)(五)、制度优化与更新 (41)十一、人力资源管理 (43)(一)、人力资源战略规划 (43)(二)、人员招聘与选拔 (44)(三)、员工培训与发展 (46)(四)、绩效管理与激励 (46)(五)、职业规划与晋升 (47)(六)、员工关系与团队建设 (48)十二、团队建设与领导力发展 (51)(一)、高效团队建设原则 (51)(二)、团队文化与价值观塑造 (52)(三)、领导力发展计划 (54)(四)、团队沟通与协作机制 (55)(五)、领导力在变革中的作用 (56)十三、质量管理与持续改进 (57)(一)、质量管理体系建设 (57)(二)、生产过程控制 (58)(三)、产品质量检验与测试 (59)(四)、用户反馈与质量改进 (60)(五)、质量认证与标准化 (62)前言本项目投资分析及可行性报告是为了规范发动机再制造项目的实施步骤和计划而编写的。
发动机再制造标准
最近几年,汽车再制造行业逐渐兴起,而发动机再制造则是其中的一个重要领域。
但是,由于缺乏统一的标准,发动机再制造市场存在着一些问题。
为了规范市场秩序,保证再制造发动机的质量和安全性,有必要制定发动机再制造标准。
发动机再制造标准应该包括以下内容:
1. 原料选择:再制造发动机所使用的材料应该符合国家相关标准,不能使用劣质材料。
2. 拆卸与检测:再制造发动机前,应该进行全面的检测和评估,检测结果应该记录并报告给客户,客户应该知道再制造发动机的具体问题和需要修复的部分。
3. 零部件的加工和更换:再制造发动机所使用的零部件应该是高质量的,维修或更换的部件应该符合原厂规格。
所有零部件的加工和更换应该遵循一定的标准和流程,确保发动机的正常运行。
4. 组装和调试:再制造发动机的组装和调试应该遵循一定的标准和流程,保证发动机的稳定性和安全性。
在发动机组装和调试完成后,应该进行试车和测试,确保发动机能够正常工作。
5. 售后服务:再制造发动机的销售商应该为客户提供完善的售后服务,包括发动机的保修和维护。
对于出现的问题,销售商应该及时解决,并对发动机进行维修或更换。
售后服务应该遵循一定的标准和流程,确保客户能够享受到高质量的服务。
发动机再制造标准的制定,有助于规范市场,提高再制造发动机
的质量和安全性,保障消费者的权益。
同时,这也是一个促进再制造产业发展的重要举措。
发动机再制造的生产工艺过程2发动机再制造的生产流程一、目的:为规范生产流程,提高生产各工序工作的效率,特制定本制度。
二、适用范围:适用于本公司生产管理。
三、内容:1、总则为加强生产工作的管理,提高生产工作的效率,制定本制度。
所有的生产人员及相关管理人员均应以本制度为依据开展工作。
2、发动机再制造的基本工艺流程领原机——拆解(检测)——清洗——表面处理——机加——二次表面处理——组装——测试——打标——入库领原机拆解清洗机加(镗缸、磨轴)表面处理二次表面处理外协加工组装测试打标入库检件报件采购检件抛光喷沙流程图说明一.领原机:满足销售要求,跟据销售订单,领取原机进行再制造生产。
二.拆解:发动机的拆解按生产要求应先拆解,后分类,再检件,最后再归类放好移交下工序。
零部件分类:区分有用金属、铝、塑料、其他与不可用的拆解步骤和检件的关健点:1. 用工具拆解发动机上的附件,拆掉放进附件放置车内。
用螺杆锁紧发动机两边进排气口螺丝孔,然后用吊机将发动机吊起来固定到翻转架上,把固定螺丝锁紧。
检查:发动机外观是否有损伤,2. 拆下气门室盖螺丝检查,检查:气门室盖外观。
3. 拆下时规盖螺丝检查缸体上有没有黑色胶垫,检查:胶垫是否完好。
4. 拆下正时链条和挡链板检查:是否磨损。
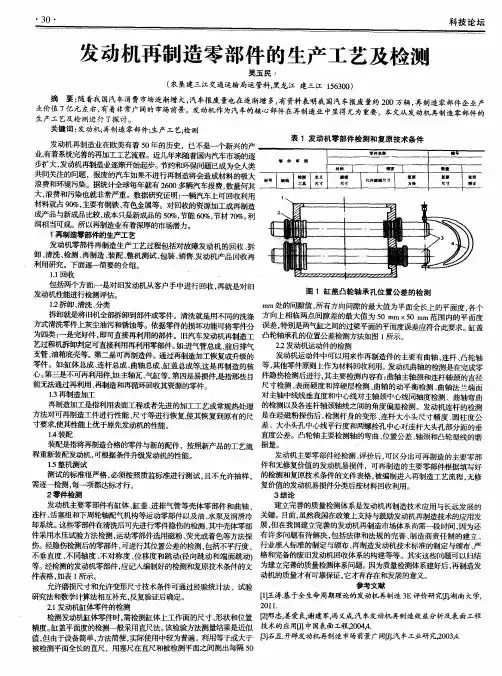
准备工具拆解检件报件归类放好移交下工序采购5.拆解缸盖凸轮轴螺丝,用工具一次把凸轮轴螺丝松开,用磁铁一次把液压顶杯吸出来放进蓝色零件放置车内。
用工具把缸盖螺丝拆掉,检查:凸轮轴是否有烧伤拉痕损坏,螺丝和螺丝孔是否滑牙。
6.拆下活塞和连杆瓦、连杆是否可以用,用铁丝按圈数绑在连杆上做标记。
检查:活塞和连杆瓦活塞7.拆下曲轴瓦检查曲轴瓦是否可用,检查:曲轴瓦检查曲轴瓦是否可用,曲轴有没有烧伤拉痕损坏。
按以上检查情况申报需购买的零件,生产跟单负责跟进进度。
三.清洗:零部件的清洗按工艺要求进行分类清洗。
清洗操作时必须佩戴规定的劳保用品(工作帽、戴口罩、系围裙、手套、鞋)。

汽车发动机再制造The car engine remanufacturing摘要:介绍了汽车发动机的再制造的意义和在资源的重复利用,产品性能提升方面的优势,并且节省机械运行维护费用,发动机的再制造解决了资源越来越少的困境,提高了资源的利用效率,再制造发动机一般可直接装到待修车上使用,能在短时间内恢复待修车的使用性能,适应了现代社会快节奏的使用要求。
通过国内外发动机再制造技术的发展比较,分析了我国汽车再制造面临的机遇与存在的问题,得出我国的发动机再制造产业还有很大的发展空间与前景。
在抓住影响发动机寿命的主要零件,同时对发动机附属配件进行强化处理,并兼顾延长寿命后可能出现的其它情况的思路上,利用再制造方式和表面工程技术,发挥多种再制造修复技术的协同效应,提高汽车发动机的使用寿命,挺高材料的使用率,降低资源的消耗。
abstract :This paper introduces the significance of auto engine remanufacturing and the resource reuse, product performance advantages, and save the mechanical operation maintenance, the engine remanufacturing solved the plight of fewer and fewer resources, improve the efficiency of resource utilization, remanufacturing engine generally can be used directly to stay on the repair, can recover in a short time to repair the use of performance, to adapt to the fast pace of modern society. By comparing the development of engine remanufacturing technology at home and abroad, analyzes the automotive remanufacturing facing the opportunities and existing problems, and it is concluded that the engine remanufacturing industry in China also has the very big development space and prospect. In the grasp of the main parts affecting the service life of engine, at the same time to strengthen the engine accessory parts, and take into account other situation after prolong life possible on the idea of using the way of remanufacturing and surface engineering technology, play a number of the coordination effect of remanufacturing technology to repair, improve the service life of automobile engines, high material utilization rate, reducing the consumption of resources.心得体会:大三的下半年有幸师从郝建军郝老师门下,跟从郝老师学习汽车维修技术这一门汽车方面高深的学科,在课堂上好老师幽默的讲课风格把本来非常枯燥的维修课程演绎成风趣的维修知识讲授,在课堂上我认识了解到了汽车维修在汽车方面的重要性,知道了什么是再制造技术,认识到了在资源日益短缺的今天再制造技术未来的远大发展前景。

潍柴再制造之路:以集团用户带动散户随着国家“十二五”规划《纲要》、《关于推进再制造产业发展的意见》及《节能环保产业发展规划》的出台或制定,国家政策对再制造的扶持力度加大,也给再制造企业提供了肥沃的生长土壤。
尽管如此,在再制造行业内,却仍然面临着原料回收环节复杂、用户认知有偏差的问题。
记者在上海车展期间见到了潍柴动力(潍坊)再制造有限公司总经理李峰,李总告诉记者从2008年潍柴再制造公司成立到现在,尽管面对重重困难,但潍柴再制造仍是在原料回收环节上探索出了一条有效之路。
潍柴动力(潍坊)再制造有限公司总经理李峰潍柴再制造回收曲折之路:认知与检测双重问题李峰告诉记者,潍柴再制造有限公司在2010年加工线和装配线投入使用到现在投产的一年时间里,也同样面临着回收难的问题:一、用户对回收发动机认知不高潍柴各地维修站回收的发动机上报给工厂时,往往发现发动机并不符合再制造标准,面临回收的发动机无法使用,经过调查发现,用户普遍认为只有发动机损坏非常严重或者使用时间非常长了才愿意把发动机卖给维修站,李峰表示,其实这是不科学的,当发动机使用时间过长或者损坏过严重时,与用户而言,维修成本也在不断上升,运营效率也下降,反而不利于司机的正常运输。
潍柴再制造发动机二、服务站对检测再制造标准掌握不一李峰同时还提到,由于检测发动机是否符合再制造生产要求相对严格与复杂,要让潍柴的每个维修站都掌握这套标准目前还有难度,因此也导致维修站回收发动机环节上把控不严,缺乏对标准的正确判断,也使部分维修站人员在与用户沟通过程中,自身都不了解哪种发动机可以再回收。
潍柴再制造探索之路:培训与引导同行并走针对这些问题,潍柴再制造有限公司及时制定方针政策,总结经验教训。
李峰提到,在潍柴全国的36个服务中心和3800家维修站中,再制造公司组织专门的培训工作,对回收发动机标准做出了易操作的标准,如对发动机的缸体、气缸盖等都做了不同的检测标准,方便各地维修站人员检测,同时考虑到潍柴服务网络的庞大,还重点发展全国不同地区的500多家维修站进行专项培训,使他们对检测标准更细化,更精确,并且全国已有30家左右的维修站具备了跟再制造厂同样的检测能力。
再制造发动机标准立项建议《再制造发动机标准立项建议》同学们,你们知道什么是再制造发动机吗?今天呀,我们就来好好聊聊这个话题。
发动机是汽车、飞机等许多机械的“心脏”,它为这些机械提供动力。
但是,发动机在使用一段时间后,可能会出现各种问题,或者因为机械报废等原因而被替换下来。
这些被替换下来的发动机其实还有很大的利用价值呢!这时候,再制造发动机就出现啦。
再制造发动机就是把旧的发动机经过一系列的处理和加工,让它重新焕发出新的活力,能够像新的发动机一样工作。
这可不是一件简单的事情哦,它需要遵循严格的标准。
为什么要给再制造发动机制定标准呢?这就好像我们在学校里要有各种规章制度一样。
有了标准,才能保证再制造发动机的质量,让人们放心地使用。
如果没有标准,那可能会出现各种各样的问题。
比如说,有的再制造发动机可能质量很差,用不了多久又坏了,这样不仅浪费资源,还会给使用者带来很多麻烦。
而且,如果没有标准,不同地方生产的再制造发动机质量参差不齐,也会让人们不知道该怎么选择。
那么,再制造发动机的标准应该包括哪些方面呢?首先,是原材料的标准。
再制造发动机使用的零部件应该是质量可靠的,不能用那些已经损坏得很严重的零件。
就像我们盖房子要用坚固的砖头一样,再制造发动机也需要好的零部件。
这样才能保证发动机的性能和可靠性。
其次,是加工工艺的标准。
再制造发动机的加工过程要非常精细,每个步骤都要按照规定来做。
比如清洗、检测、修复等环节,都要有严格的要求。
不能马马虎虎地处理,不然发动机的质量就没办法保证啦。
然后,是性能测试的标准。
再制造发动机做好之后,要进行严格的测试,看看它能不能达到规定的性能指标。
就像我们考试一样,要检验一下学习的成果。
只有通过了测试的再制造发动机,才是合格的产品。
另外,还有环保方面的标准呢。
再制造发动机的生产过程不能对环境造成太大的污染,而且再制造发动机本身也要符合环保要求,比如排放要达标。
这样我们才能既享受到再制造发动机带来的好处,又能保护好我们的环境。
发动机再制造技术一、前言发动机再制造业在欧美有着50年的历史,已不是一个新兴的产业,有着系统完善的再加工工艺流程。
近几年来随着国内汽车市场的逐步扩大,发动机再制造业逐渐开始起步。
节约和环保问题已成为全人类共同关注的问题,报废的汽车如果不进行再制造将会造成材料的极大浪费和环境污染。
据统计全球每年就有2600多辆汽车报费,数量何其大,浪费和污染也就非常严重。
数据研究证明:一辆汽车上可回收利用材料就占90%,主要有钢铁、有色金属等。
对回收的资源加工成再制造成产品与新成品比较,成本只是新成品的50%,节能60%,节材70%。
利润相当可观。
所以再制造业有着深厚的市场潜力。
随着我国汽车消费市场逐渐增大,汽车报废量也在逐渐增多,有资料表明我国汽车报废量约200万辆,再制造零部件企业产业价值7亿元左右,有着非常广阔的市场前景。
发动机作为汽车的核心部件在再制造业中显得尤为重要。
本文从发动机再制造技术的概念、价值、生产制造工艺过程、新技术、柔性制造技术的应用、市场展望几个方面进行阐述。
二、发动机再制造技术概念汽车发动机再制造技术也称发动机专业修复技术,是将废旧的汽车发动机进行修复,使其尽量接近新机器性能水平的过程.在此过程中废旧汽车发动机被完全拆卸、清洗、检验、再制造加工、重新组装和试验以保证其使用的质量.旧机所有的核心部件将根据原厂商的技术标准进行检验,通过再加工使其恢复到原来的技术要求,从而使整个再制造汽车发动机的装配公差恢复到原机水平。
欧盟于2000年发布了对全部成员国实施的关于报废汽车循环再利用的法规。
它率先明确规定在2002年7月1日(含)以后生产的任何新车必须免费从最终所有者回收。
到2007年1月1,这项规定将对所有报废车实施。
这项指令细化了循环再利用的具体零部件和材料,并且规定一辆报废汽车循环再利用的比例要占整车重量的85%(2015年起为95%)。
我国汽车工业起步晚、基础差,汽车回收技术还相当落后、回收行业目前还处于一种混乱无序的状况。
航空发动机零部件拆解、再利用、再制造方案一、实施背景随着航空工业的快速发展,航空发动机的制造和维护成本不断上升。
同时,由于航空发动机的结构复杂性和高技术要求,其零部件的拆解、再利用和再制造成为一个重要的研究方向。
本方案旨在通过实施一套完整的航空发动机零部件拆解、再利用、再制造流程,提高资源利用效率,降低维修成本,促进航空工业的可持续发展。
二、工作原理本方案的工作原理主要包括以下几个步骤:1.零部件拆解:将故障或报废的航空发动机零部件进行拆解,将其分解为单一的零部件。
2.零部件清洗:对拆解后的零部件进行清洗,去除表面的油污和杂质,确保零部件的清洁度。
3.零部件检测:通过先进的检测设备对零部件进行检测,了解其性能状况,确定是否具有再利用价值。
4.零部件再制造:对具有再利用价值的零部件进行再制造,通过采用先进的加工技术和材料,恢复其性能并达到原厂标准。
5.零部件装配:将再制造后的零部件重新装配到航空发动机上,确保发动机的性能和可靠性。
三、实施计划步骤1.制定详细的拆解、再利用、再制造流程和标准操作规范。
2.采购先进的拆解、清洗、检测设备,确保设备的精度和效率。
3.培训专业的技术人员和操作人员,提高他们的技能水平和操作规范意识。
4.对故障或报废的航空发动机零部件进行实际拆解、清洗、检测和再制造。
5.对整个流程进行优化和改进,提高资源利用效率和降低维修成本。
四、适用范围本方案适用于各种型号的航空发动机的零部件,包括涡扇发动机、活塞发动机等。
同时,该方案也可应用于其他高技术含量的机械设备中,如汽车发动机、船舶发动机等。
五、创新要点1.通过先进的拆解技术,实现零部件的高效拆解和分类管理。
2.利用先进的清洗技术,确保零部件的清洁度和表面质量。
3.通过先进的检测技术,实现对零部件性能的准确评估和再利用价值的判断。
4.采用先进的再制造技术,实现对有价值的零部件的高效恢复和性能提升。
5.建立完整的拆解、再利用、再制造流程和规范体系,确保整个过程的可控性和可追溯性。
发动机再制造发展现状及工艺王雷;王传磊;解鹏【摘要】With the rapid increasing number of scrapped cars , the numberof w aste engine is constantly increasing .How to reuse the wasteengine ,has attracted great attention of scholars .Waste engines need togo through non‐destructive , disassembly , remanufacturing green processing , detection and classification ,repair and reprocessing and assembling , bench test and performance test etc . After the remanufacturing process ,they need not only to restore their original performance indices ,but also save resources and reduce emissions .Based on the engine remanufacturing enterprise research ,analysis is made onthe economic benefit and social benefit .Remanufacturing rate into maximization is taken as the goal to study the remanufacturing engine process ,for w hich can effectively improve the engine remanufacturingrate .%随着报废汽车数量的快速增加,废旧发动机的数量也在不断增加,如何对废旧发动机再利用,已引起学者的高度关注。
发动机再制造工艺及流程【发动机再制造工艺及流程】一、发动机再制造的历史1.1 起源与发展其实啊,发动机再制造可不是什么新鲜事儿,它的历史可以追溯到几十年前。
早在上个世纪,一些发达国家就已经开始探索发动机再制造的可能性。
说白了就是,当时人们发现,把废旧的发动机进行修复和改造,能节省不少资源和成本。
比如说,在汽车工业发达的美国,由于汽车保有量巨大,废旧发动机数量众多。
为了减少浪费和对环境的压力,一些有远见的企业就开始尝试对这些发动机进行再制造,没想到效果还不错。
1.2 国内的情况在咱们国家,发动机再制造起步相对较晚。
但随着环保意识的增强和技术的不断进步,近年来也取得了长足的发展。
一些大型的汽车制造企业和专业的再制造公司逐渐崭露头角,为推动发动机再制造产业的发展做出了贡献。
就好比一个孩子,虽然开始学走路的时候有点晚,但只要努力,也能很快赶上并跑起来。
二、发动机再制造的制作过程2.1 回收与拆解首先,要进行发动机的回收。
这就像是在“寻宝”,从各种渠道把那些废旧的发动机收集起来。
然后就是拆解,把发动机分解成一个个零部件,这可需要细心和耐心,就像拆一个复杂的拼图一样。
比如说,工人师傅们要小心翼翼地把缸体、缸盖、曲轴等部件一一分开,不能弄坏了任何一个小零件。
2.2 清洗与检测拆解下来的零部件会被送去清洗,把上面的油污、积碳等脏东西洗掉,让它们露出本来的面目。
接下来就是检测,这一步非常关键,就像给人做体检一样。
会用到各种先进的检测设备和技术,比如超声波检测、磁力探伤等,来检查这些零部件有没有磨损、裂纹或者其他缺陷。
如果发现有问题的零部件,就要进行修复或者更换。
2.3 修复与加工对于那些有磨损但还能修复的零部件,会采用各种工艺进行修复。
比如说,通过磨削来修复曲轴的磨损表面,或者用电镀的方法来增强零件的耐磨性。
而对于一些无法修复的零部件,就需要重新加工制造新的零件来替换。
这就像是给一个生病的人换器官,要保证新的“器官”能完美适配。
发动机再造工艺流程一、旧发动机的拆解。
发动机再造的第一步就是把旧发动机大卸八块啦。
就像拆一个超级复杂的大玩具一样。
要把那些螺丝啊、零件啊一个一个取下来,可不能粗心大意哦。
这时候就像是一个侦探,要小心翼翼地把每个部件都记录好,它们原来在什么位置,有什么作用,这都是很重要的信息呢。
而且这个过程得特别有耐心,要是不小心把某个小零件弄坏了,那可就麻烦啦。
比如说那些小小的垫片,如果弄坏了,可能整个发动机再造后的性能都会受到影响呢。
二、零件的清洗与检测。
把发动机拆完了,接下来就是清洗这些零件啦。
这可不是简单地用水冲一冲就行哦。
要用到专门的清洗剂,把那些油污啊、杂质啊都洗得干干净净的。
清洗完了就得检测这些零件了。
这就像是给零件做一个全面的体检。
有些零件可能表面看着还行,但实际上可能已经有了一些小毛病,像细小的裂缝或者磨损。
检测的方法也有好多呢,比如用仪器检测零件的硬度、用放大镜看有没有微小的损伤。
那些不合格的零件就不能再用啦,就像生病太重治不好的小动物,只能淘汰掉。
三、零件的修复或者更换。
检测完零件,有些能修复的就开始修复工作啦。
比如说有些零件只是表面磨损了,那就可以通过一些特殊的工艺把表面修复好,让它重新变得光滑平整。
这就像是给零件做一个美容手术呢。
但是如果零件损坏得太严重,那就只能换新的啦。
这个时候就要找到合适的新零件,就像给发动机找到合适的新器官一样。
而且新零件的质量可得把关好,要是质量不好,那发动机再造后肯定会出问题的。
四、发动机的重新组装。
等零件都准备好了,无论是修复好的还是新换的,就可以开始重新组装发动机啦。
这时候就像拼一个超级复杂的拼图。
每个零件都要放在正确的位置上,螺丝要拧紧,各种连接要做好。
这可不能乱拼哦,要是拼错了,发动机可能都启动不了呢。
组装的时候还得注意一些小细节,比如说密封的问题,如果密封不好,发动机可能会漏油或者漏气,那可就糟啦。
五、再造发动机的测试。
发动机重新组装好之后,可不能马上就用哦。