影响线切割加工表面质量的因素分析及对策
- 格式:pdf
- 大小:286.82 KB
- 文档页数:3
如何解决线切割加工表面粗糙度差的方法?在线切割机床加工过程中,常会出现加工表面粗糙、有沟痕、精度下降等问题。
造成这种状况的原因,通常有以下几种:(1)钢丝过松、抖丝。
(2)工作液过脏。
(3)脉冲参数选择不当。
(4)导轮的钼丝槽过大。
(5)卷丝筒不同心等。
解决的方法:不外乎是紧丝、更换工作液选择最佳脉冲参数、更换导轮或轴承等。
除以上原因外,在修理中我们还发现卷丝简直流电机轴与摩擦联轴节间的键槽因长期反复运行,导致键槽变形变大,换向时因大间隙丝筒振动加大造成加工表面沟痕。
【好的光洁度是怎么获得的?】线切割光洁度是由两个要素构成的,一是单次放电蚀除凹坑的大小,它的RZ 通常是0.05μ~1。
5μ之间,这对切割光洁度说是次要的。
二是因换向造成的凸凹条纹,它的RZ通常是1μ~50μ之间,大到0。
1MM以上也有可能,这是构成线切割光洁度的最重要因素。
同时它伴随着换向的黑白条纹,给人视觉影响是很强烈的。
因单次放电造成凹坑大小的控制是较容易的,只需降低单个脉冲的能量。
只是单个脉冲能量小到一定程度造成较厚的工件切不动,甚至是只短路不放电的无火花状态,这类似于电火花加工中的精细规准,造成效率极低,排屑能力极差的不稳定加工。
何况因放电凹坑造成的RZ与换向条纹造成的RZ不在同一个量级范围内,所以控制伴随换向条纹的RZ 是最重要的。
导轮、轴承的精度,上下行时张力的恒定性等原因,造成丝上下行的运动轨迹不一致,这种机械因素是造成换向凸凹的主要原因。
采取如下措施,会在一定程度上改善光洁度:1、适当降低脉宽和峰值电流,即减小蚀坑的大小。
2、导轮和轴承保持好的精度和运转的平稳性,减少丝抖、丝跳,使丝运动轨迹保持一线变位量减到最小。
3、丝维持适当的张力,且调好导轮和进电块,使丝上行下行时,工作区的张力保持不变。
4、丝不宜过紧,水不宜过新,新水对切割效率肯定有益,但切割光洁度不是新水最好。
5、过薄的工件上下两面各添加一块夹板,使换向条纹在夹板范围内被缓冲。
线切割加工表面粗糙度差的解决方案很多做线切割机床加工的朋友都会有很的多的困惑,就比如,线切割加工表面粗糙度差,这个要怎么解决呢?是什么原因造成这样的后果的呢?在线切割机床加工过程中,常会出现加工表面粗糙、精度下降、有沟痕等问题。
造成这种状况的原因,一般都是线切割配件问题造成,我们一起随坚诺士小陆一起来分析学习下,造成上面的问题,通常有以下几种造成:①钢丝过松、抖丝。
②工作液过脏。
③脉冲参数选择不当。
④导轮的钼丝槽过大。
⑤卷丝筒不同心等。
心上5个问题主要是造成线切割加工表面粗糙度差的原因,那我们要怎么解决好这个问题呢?解决方案:不外乎是紧丝、更换工作液选择最佳脉冲参数、更换导轮或轴承等。
除以上原因外,在修理中我们还发现卷丝简直流电机轴与摩擦联轴节间的键槽因长期反复运行,导致键槽变形变大,换向时因大间隙丝筒振动加大造成加工表面沟痕。
以上就是线切割加工表面粗糙度差的解决方案,问题解决了也加大了线切割加工技术的提高,这也是线切割界的一大进步。
随着我国经济的发展,线切割加工的总体水平得到了前所未有的提高,也大大的缩短了与世界强国的距离。
我国的制造业在全世界上据着举足轻重的地位,因此产生了社会对线切割产业人才的大量需求,同时也对线切割产业人才的水平提出了更高的要求。
线切割加工的工艺水平及科技含量的高低,也成为衡量一个国家科技与产品制造水平的重要标志,它在很大程度上决定着产品的质量、效益、新产品的开发能力,决定着一个国家制造业的国际竞争力。
加入世贸组织后,中国正在逐步变成“世界制造中心”,为了增强竞争力,制造业已开始广泛使用先进的数控技术来生产制造。
坚诺士是东莞最大的线切割配件批发厂家,专业做品牌线切割过滤器、线切割树脂、线切割导电块等线切割配件的批发,为了顺应形势发展,坚诺士一直坚持把好线切割配件质量,以促进线切割技术的更大发展。
线切割加工表面质量的改善与提高论文线切割加工表面质量的改善与提高论文线切割加工表面质量的改善与提高论文【1】摘要:根据切割速度的快慢,走丝有高速与低速两种,虽然低速走丝的速度慢,但是在加工精度以及对表面的处理上,低速走丝切割机的效果更好,因此,此种机床的花费也更大,也无法实现大面积推广,我国针对这种情况对切割机进行加工改造,制造出一种速度更快、成本更低、构造简单,擅长处理大厚度工件。
这种切割机在最近的40年,得到大量的生产,得到多数使用者的认可,主要应用在“新产品试制”“零件加工”以及“模具制造”等方面。
关键词:加工质量;改善;提高高速丝线切割机的供丝方式是“电机高速往复”。
尽管电极丝并不需要多大损耗,并且能平均于300米长的电极丝上,不过需要考虑电火花线切割机所处理的工件最终形成怎样的形态需要多种因素配合,更要找到最好选配参数的方法,以获得期待的表面效果,得到质量上乘的工件。
能够对最终成型效果产生直接影响的因素有设备、操作者、原材料等,而人的操作能力、机床的性状以及材料是最容易掌控的因素,也是影响最大的因素,从这几方面考虑是十分必要的。
本文通过大量的经验和实践,对工件表层处理的方法给出一些意见,下面通过分析上述几项因素,帮助理解工件加工过程,改善处理结果。
1 从人为因素出发,考虑加工工件表面时所要注意的问题(1)切割路线要精确科学。
这样说的原因是工件的内部材料有能够相互平衡的力,而如果路线选择不当或者不够精确,都会破坏这种平衡,由于夹具使用不当很可能造成工件变形,使得切割效果大为下降。
这个过程要注意,将夹持部分的分割步骤放在最后一步是很必要的,有助于保证刚性效果。
(2)切割参数的'科学设定。
针对加工精度的差异,对速度和张力等有效参数进行适当的变化,通过合理地加大线切割机丝张力,尽管在线切割机出厂之前,已经配备了一定的书本说明,上面标有固定的参数,不过这样的参数并不一定适合实际情况,因为能给工件造成影响的因素有很多,完全根据说明书上的参数来设定并不科学,需要适当的考虑实际情况。
影响样板,量规等高精度零件线切割加工质量的因素和控制措施一.装夹方法采用合适的装夹方法,防止搭头,倾斜;装夹前打净毛刺,除锈,清理热处理残留物。
二电极丝不垂直校正电极丝三材料应力变形;由于线切割加工相当于材料表面淬火,热变形影响材料变形的主要因素,零件表面主要受拉力。
措施:材料和热处理方面1.正确选择材料,选择热处理淬透性好,变形小的材料。
2.最好采用锻造毛坯,对毛坯热处理严格要求,采用二次回火或球化退火。
6.在技术条件允许的下,把材料硬度控制在HRC58-60范围内。
四.严格控制电切削参数在一定的切割速度内,采用低的峰值电流,小脉宽,低冲水压力。
五.在线切割前严格控制磨削工艺。
1.磨削时防止产生磨削裂纹。
2.保证零件充分退磁。
六.采用合适的工艺方法1.切割凸模类零件时,单边所留余量不小于5MM。
2.根据经验,设置暂停点。
3.在合适位置开加工艺孔,使零件尽可能采取封闭加工。
4.选择合适的切割路线,切割起始点选择到尖边,尺寸要求不高的地方。
5.增加压板数量。
6.对于复杂的凹模类零件,采取多次切削工艺或粗铣后切削的工艺方法。
七. 管理制度上.1.编程时采用校对制度。
2.针对样板,制定出相应的制度。
比如采取三检、试切制度。
3.积累经验,详细记录切割过程、参数和加工。
八.其他1.在锥度加工、上下异形的加工中,设置好加工基准面,和零件高度。
2.切割零件在丝方向上不规则时。
3.切割零件在丝方向有通孔类特征存在时,在通孔处,排屑较好,放电间隙小,容易产生凸台。
1.切割中的注意事项6.1小余料的处理方法小余料如果掉入下喷嘴,继续加工可能会损坏喷嘴和导丝嘴,因此切割阴模时小余料在切断前要想法固定,如用磁铁吸住,根据需要适当抬高Z轴;或在编程时保留S+0.03mm不切,S为丝径加双边的放电间隙,加一个暂停,当实际加工到此处后,移开下臂,在阴模下垫一支撑物,用铜棒小心的敲下脱落件,然后从暂停处继续加工。
也可在快切断时,抬高上喷嘴,减小上喷嘴压力,让下喷嘴的高压水把余料冲出,暂停机床检查余料确定冲出,继续加工。
影响线切割加工表面粗糙度的因素及应对措施【摘要】阐述了影响线切割加工工件表面质量的原因以及相对应的改进措施,分析得出的结果对保证线切割加工工件的粗糙度有很大的参考价值。
【关键词】线切割;措施;粗糙度;钼丝线切割技术在现代模具加工中起着非常重要的作用,我国的模具产品也在向着大型和精密方向发展,加工的表面质量严重影响着模具的品质。
在线切割加工中除了人为因素以外,还有钼丝因素、机床因素、参数因素和工件因素影响着加工表面粗糙度。
现对这四个因素分别找出应对措施。
1、钼丝因素及应对措施1.1减少钼丝的震动保证贮丝筒和导轮的制造和安装精度,控制贮丝筒和导轮的轴向及径向跳动,导轮转动要灵活,防止导轮跳动和摆动,有利于减少钼丝的振动,促进加工过程的稳定。
1.2降低走丝速度必要时可适当降低钼丝的走丝速度,增加钼丝正反换向及走丝时的平稳性。
1.3加大钼丝的有效长度根据线切割工作的特点,钼丝的高速运动需要频繁地换向来进行加工,钼丝在换向的瞬间会造成其松紧不一,钼丝张力不均匀,从而引起钼丝振动,直接影响加工表面粗糙度,所以应尽量减少钼丝运动的换向次数。
试验证明,在加工条件不变的情况下,加大钼丝的有效工作长度,可减少钼丝的换向次数,减少钼丝的抖动,促进加工过程的稳定,提高加工表面质量。
1.4调整钼丝的张力采用专用机构张紧的方式将钼丝缠绕在贮丝筒上,可确保钼丝排列松紧均匀。
尽量不采用手工张紧方式缠绕,因为手工缠绕很难保证钼丝在贮丝筒上排列均匀及松紧一致。
松紧不均匀,钼丝各段的张力不一样,就会引起钼丝在工作中抖动,从而增大加工表面粗糙度。
2、参数因素及应对措施2.1工件的进给速度要适当因为在线切割过程中,如工件的进给速度过大,则被腐蚀的金属微粒不易全部排出,易引起钼丝短路,加剧加工过程的不稳定;如工件的进给速度过小,则生产效率低。
2.2减小脉冲宽度和减小峰值电流脉冲电源同样是影响加工表面粗糙度的重要因素。
脉冲电源采用矩形波脉冲,因为它的脉冲宽度和脉冲间隔均连续可调,不易受各种因素干扰。
线切割质量分析报告线切割质量分析报告一、引言线切割作为常见的金属加工方法之一,在工业领域得到广泛应用。
线切割质量直接关系到产品的精度和表面质量,因此对线切割质量进行分析和评估具有重要意义。
本报告将对线切割质量进行分析,包括切割精度、切割面质量和切割效率三个方面。
二、切割精度分析切割精度是指切割过程中切割尺寸与设计尺寸之间的差异程度。
影响线切割精度的因素主要包括机床精度、控制系统精度和切割工艺参数等。
1. 机床精度机床精度是指线切割机床的运动精度。
优良的机床精度能够提供稳定的切割轨迹,从而保证切割尺寸精度。
在切割加工过程中,机床的加工误差主要体现在导轨精度、传动系统精度和加工台面平整度等方面。
为了提高切割精度,需要选用高精度的机床,并定期进行维护和保养。
2. 控制系统精度控制系统精度是指线切割机控制系统对切割过程的控制精度。
现代线切割机一般采用数控系统进行控制,通过编程实现切割轨迹的控制。
控制系统的响应速度、定位精度和运动平稳性等因素都会直接影响切割精度。
为了保证切割精度,需要设置合理的控制参数、合理编写切割程序并进行合理的校准。
3. 切割工艺参数切割工艺参数包括切割速度、电极径向力和放电脉冲参数等。
这些参数的选择直接影响切割尺寸的精度。
切割速度过高会导致切割过程中电极与工件的熔化金属无法及时清除,从而产生较大的熔渣,影响切割精度。
电极径向力的大小会影响电极与工件的接触状态,进而影响切割尺寸的稳定性。
放电脉冲参数的选择需要根据材料的种类和厚度进行合理设置。
通过优化切割工艺参数,可以提高切割精度。
三、切割面质量分析切割面质量是指切割过程中切割面的光洁度和表面粗糙度。
好的切割面质量能够保证产品的外观质量和加工精度。
1. 光洁度光洁度是指切割面的光亮程度。
光洁度的好坏与工件材料的类型、切割速度、放电参数和切割方向等因素相关。
切割速度过高和放电脉冲能量过大都会导致切割面产生较大的粗糙度和凹凸不平的现象,从而降低切割面的光洁度。
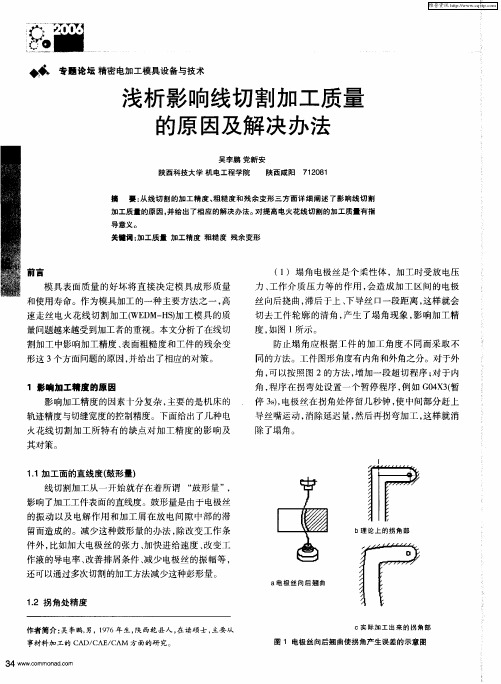
影响线切割加工表面质量的因素分析和对策摘要:针对线切割加工中加工表面常出现的烧伤、纹路粗糙等质量问题作了详细分析并提出了相应措施,对进一步完善和提高线切割加工表面质量具有一定的意义。
关键词:线切割加工;表面质量;措施1.上下切割面烧伤呈焦黄色线切割加工中预置进给速度对切割速度、加工精度和表面质量影响很大。
预置进给速度应紧密跟踪工件蚀除速度。
二者加工间隙应恒定在最佳值上。
这样可增大有效放电状态,减少开路和短路,使切割速度达到给定加工条件下的最大值,从而保证加工的稳定性和零件表面质量。
1.1进给速度过高(过跟踪)此时间隙中空载电压波形消失,加工电压波形变弱,短路电压波形浓。
这时工件蚀除的线速度低于进给速度,间隙接近于短路,加工表面发焦呈褐色,工件的上下端面均有过烧现象。
1.2进给速度过低(欠跟踪)此时间隙中空载电压波形较浓,时而出现加工波形,短路波形出现较少。
这时工件蚀除的线速度大于进给速度,间隙近于开路,加工表面亦发焦呈淡褐色,工件的上下端面也有过烧现象。
1.3进给速度稍低(欠佳跟踪)此时间隙中空载、加工、短路三种波形均较明显,波形比较稳定。
这时工件蚀除的线速度略高于进给速度,加工表面较粗、较白,两端面有黑白交错相间的条纹。
1.4进给速度适宜(最佳跟踪)此时间隙中空载及短路波形弱,加工波形浓而稳定。
这时工件的蚀除速度与进给速度相当,加工表面细而亮,条纹均匀。
在这种情况下,能得到表面粗糙度、精度高的最佳加工效果。
表1给出了根据进给状态调整变频的方法。
表1根据进给状态调整变频的方法实频状态进给状态加工面状况切割速度电极丝变频调整过跟踪慢而稳焦褐色低略焦、老化快应减慢进给速度欠跟踪忽慢忽快不均匀不光洁易出深痕低易烧丝、丝上有白斑伤痕应加快进给速度欠佳跟踪慢而稳略焦褐、有条纹较快焦色应稍增加进给速度2.加工表面纹路粗糙2.1电极丝张力的影响。
线切割加工中,电极丝的张力大小同样影响到加工面的质量、加工速度和加工稳定性。