快走丝线切割机床加工质量分析及工艺参数选择研究正式版
- 格式:docx
- 大小:36.53 KB
- 文档页数:11
中快走丝电火花线切割电参数工艺研究e(e)指导老师:e【摘要】近年来,随着在我国国民经济的飞速发展,特别是工业技术飞速发展的新形势下,急需发展模具加工技术,而数控电火花切割技术正是模具加工工艺领域中的一种关键技术。
目前在电机,仪表等行业新产品的研制开发过程中,常采用数控电火花线切割方法直接切割出零件,大大缩短了研制周期,并降低了成本。
在众多工业产品的生产过程中,都用到了数控电火花切割机床,如飞机制造、汽车模具制造、手机零部件的生产等,因此电火花机床的研究与改进是我国国内市场的需要,也能为我国的工业的发展起一定的作用。
电火花线切割,其基本工作原理是利用连续移动细金属丝(成为电极丝)作电极,对工件进行脉冲火花放电蚀除金属、切割成型。
本次论文以电火花线切割为主线,综合了线切割的发展,电火花线切割机床,电火花线切割加工质量及其影响因素,具体到电火花线切割电参数工艺研究把以前学过的基础课程融汇到综合应用本次论文当中来,所谓学以致用结合实验数据加以分析完成本次课题。
【关键词】工业生产电火花线切割发展史加工质量电参数Study on the process parameters of electric sparkline cuttinge(e)Totur: eAbstract In recent years, with the rapid development of national economy in our country, Under the new situation, especially the rapid development of industrial technology, Need mould processing technology development, and CNC edm cutting technology is a key technology in the field of mold processing technology. In the motor, instrumentation and other industries in the development of the new product development process, CNC wire cutting method is often used to cut out the parts directly, greatly shorten the development cycle, and reduce the cost. In the production process of many industrial products, and use the numerical control electric spark cutting machine, such as aircraft manufacturing, auto mould making, production of mobile phone spare parts, etc., Therefore research and improvement of the electric spark machine tool is the need of the domestic market in our country, can also play a role in the development of the industry in our country. Wire cutting, and its basic principle is to use the continuous moving fine wire electrode wire electrode , pulsed spark discharge of artifact removal in metal, cutting shape. This paper with the concept of wedm, a combination of the development of wire cutting, wire-cut edm machine, wire cutting processing quality and its influencing factors, electrical data specific to the wedm process research The previously learned basic courses to comprehensive application of this thesis, the so-called knowledge combined with the experimental data analysis to complete this project.Key words Industrial production history of wedm processing quality electrical parameters.目录引言 (1)1.电火花线切割的发展 (2)1.1电火花线切割机的产生 (2)1.2国内线切割机的发展 (2)1.3国外线切割机的发展 (3)2.电火花线切割机床的类型 (4)2.1按电极丝运动速度分类 (4)2.2按电极丝运动轨迹的控制形式分类 (4)2.3电火花线切割的应用范围 (5)3.电火花线切割机理 (6)3.1脉冲电源 (6)3.1.1对脉冲电源的要求 (6)3.1.2脉冲电源参数 (6)3.2机械系统 (7)3.3断丝机理 (8)3.3.1跟工件有关的断丝 (8)3.3.2跟工作液有关的断丝 (8)3.3.3跟走丝机构有关的断丝 (9)3.3.4跟钼丝本身有关的断丝 (10)3.3.5跟切割工艺参数有关的断丝 (10)3.4 加工环境 (10)4中快走丝电火花线切割电参数工艺研究 (12)4.1电参数 (12)4.2研究方法 (12)4.3实验准备 (12)4.4试验方法 (12)4.5实验分析 (16)4.5.1脉冲宽度对切削速度的影响 (16)4.5.2脉冲电压对切削速度的影响 (17)4.5.3脉冲宽度对工件表面粗糙度的影响 (18)4.5.4脉冲电压对工件表面粗糙度的影响 (19)5.电火花线切割电参数工艺研究结论 (20)6.总结 (21)7.致谢 (22)参考文献 (23)引言目前,随着电子、信息等高新技术的不断发展及市场需求个性化与多元化,世界各都把机械制造技术的研究和开发作为国家的关键技术进行优先发展,将其他学科的高技术成果引入机械制造业中。
线切割快走丝个人经验总结线切割快走丝个人经验总结1 .如果是初学者打仪表的时候,建议把丝松开再进行操作。
2 .求中心的时候要把.电流电压脉宽脉间.调到最小进行操作,也可以开着水求中心,如果有些动西不可以在表面碰边求,可以拿手电照钼丝与工件间隙,看个人手感。
3 .割淬火件的时候要注意变形,如果是割内腔的时候不要紧如果是割外形时候要注意走刀方向,有的时候是往外面变形,这样一定要注意走刀方向,往里面收缩变形的时候可以在进刀的地方塞上与间隙同样厚的铜片。
最好就是穿孔割。
4 .淬火件(大工件)一分为二的时候一定要压住2边,淬火件内应力比较强,避免对机器造成不必要的伤害。
5 .割小圆孔的时候一起是3道程序建议大家在第二道的时候停下来,避免断丝。
割大工件内腔时候最后一道程序留2MM 防止掉下来砸断丝。
采取措施。
自己看着办《磁铁吸住》。
一切无误后再把剩余2MM割完。
6 .加工工件的时候要先处理下毛刺胶水等杂物。
以免影响精度。
要看清加工要求《图纸要求》,工件基准之类的。
7 .钼丝直径*0.12/2= 正常情况下的偏移量8 .割精度高一点东西时候在有碰边加工的情况下要加上钼丝半径。
9.钼丝割一天下来第二天上班的时候紧一下,把限位用的2个挡快往里面移动一点,避免运行时候把丝卡断,机器水箱里面水2天检查一次。
10.定期检查导电快槽痕太深会卡断丝,或者丝变成旋转形的。
11.求中心简单方便的方法第一条边碰边清零摇到对面的边碰边结果除以二再摇到工件大概中心位置卡尺卡一下摇到除以二得出的结果(这样就不用看下面的大坐标了)12.架.和机床行程差不多的工件的时候一定要注意行程够不够走13.还有就是最头疼割铝,如果是割的少的同志,准备一个矮一点的导电快。
在加工的时候,过半个小时往钼丝上刷点煤油,刷煤油是为了清洁钼丝上的氧化铝。
(煤油有分解作用)你也可以用布之类的东西去搞(在丝运行的情况下拿着手上的布裹住钼丝)其实原理很简单只要保持钼丝上清洁就好了《或者用紫铜做导电块》。
快走丝线切割机床加工质量分析及工艺参数选择摘要:全面分析了快走丝线切割机床加工质量的影响因素。
通过工艺实验归纳总结了电参数与加工质量和效率之间的工艺规律。
关键词:快走丝线切割机床;加工质量;分析;电参数;选择1.引言影响丝线切割加工产品质量的因素有很多,受到多个综合性因素的影响,如机床的制造精度因素,电加工机理、工艺方法等因素。
在生产实践应用中,由于快走丝线切割机床的工艺较为复杂,在生产过程中,进行不同的参数设置会有不同的生产结果,在生产过程中,如参数选择应用不当,会对产品的加工质量产生一定的影响。
作为加工模具的主要生产设备,高速走丝电火花线切割机床在实践应用中,会出现很多的问题,如由于工艺等多方面的问题会出现加工表面粗糙度达不到相关要求,无法达到模具和精密零件的加工的要求。
因此,要对影响加工质量的因素进行分析找到其固有的规律,根据产品的要求,找到适宜的工艺并设置相应的工艺参数,总结出提高加工质量的工艺等方法是非常必要的。
本文对快走丝线切割机床加工过程中的工艺参数进行了实验分析,对影响加工质量的因素进行了探析,通过建立工艺参数数据库的方式来总结出优质的工艺加工方法。
2.加工质量分析在生产操作中,对于快走丝线切割机床加工质量产生影响的因素诸多,比如由于操作机床的技术问题等原因,还有一些电参数的工艺设计问题。
对质量产生影响的因此是多样性的,如:工艺系统的精度、刚度和稳定性等因素。
如由机床、电极丝、夹具、工件所组成的工艺系统的精度的管理水平等。
提高加工质量的比较有效的方法之一即是改善加工工艺。
对于加工工艺的提高,要根据加工产品的特点来选择合理的加工条件、次数及电参数等工艺参数,以达到最佳的切削效果。
其中最重要的一个环境即工艺参数的设定,合理的设定工艺参数对于质量的影响重大,通过要求设计者要具备丰富的专业知识,并在实践中积累了大量的操作经验。
能够根据产品的要求来设计合理的工艺参数。
3.最佳电参数选择在快走丝线切割机床加工工艺设计中,最为重要的设计之一即是电参数工艺参数的设计。
快走丝线切割加工中工件质量问题及处理唐秀兰【摘要】文中主要介绍了快走丝线切割机床加工中常见的工件表面粗糙度差、工件尺寸精度不符的主要原因及相应的解决办法,为零件的线切割加工者提供了参考.【期刊名称】《机械工程师》【年(卷),期】2010(000)008【总页数】2页(P121-122)【关键词】线切割加工;质量问题;原因;处理方法【作者】唐秀兰【作者单位】四川信息职业技术学院,机电工程系,四川,广元,628017【正文语种】中文【中图分类】TG6611 引言快走丝线切割机床结构简单,价格便宜,加工成本低,在国内使用广泛。
然而快走丝线切割机床在加工过程中,难免出现工件质量(尺寸精度,表面粗糙度)达不到零件要求的情况,使我们的加工无法继续进行或花大量的时间去解决,从而影响生产效率。
根据笔者在教学、科研和生产实践中工作经验的积累,对快走丝线切割机床加工中常见的工件质量(尺寸精度,表面粗糙度)问题及处理方法做了一些探索,积累了一定的工作经验,现介绍如下。
2 工件表面粗糙度差的原因及处理方法零件加工过程中,切割出的零件粗糙度差是常遇到的问题,如零件表面出现黑白条纹、很明显的切割痕迹等。
产生此类现象的主要原因及解决办法有如下几点:(1)电极丝抖动电极丝在换向瞬间会造成其松紧不一,电极丝张力不均匀,引起电极丝抖动,从而使工件表面粗糙度变差。
所以在加工过程中应尽可能减少电极丝运动的换向次数,加大电极丝的有效工作长度,即增加储丝筒上丝的长度,避免储丝筒频繁换向。
对于有可调丝架的机床,根据工件厚度调整丝架跨度,使上丝架与工件的距离尽量靠近,以减少电极丝抖动,从而提高工件的表面质量。
(2)电极丝松紧不均或穿丝后没拉紧电极丝上新丝时,应用专用机构张紧的方式将电极丝绕在储丝筒上,保证电极丝松紧均匀。
新丝用到一定程度后会磨损,也会造成储丝筒上电极丝松紧不均匀,可用挑丝轮挑紧电极丝。
在零件加工过程中,穿丝时应拉紧电极丝,减少丝的抖动,从而提高工件的表面质量。
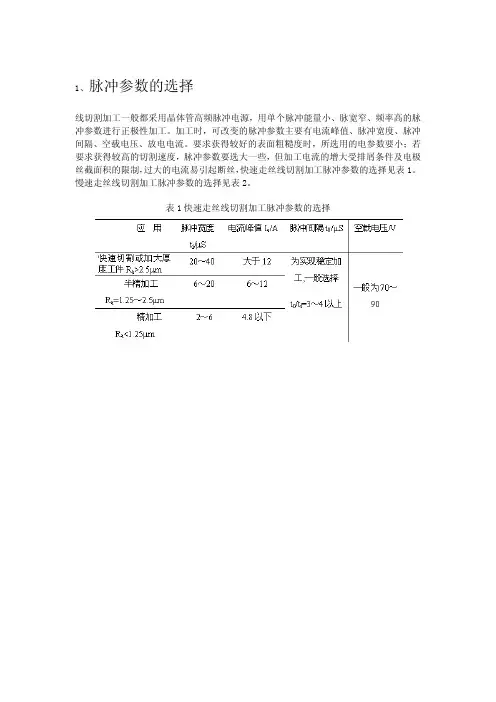
1、脉冲参数的选择线切割加工一般都采用晶体管高频脉冲电源,用单个脉冲能量小、脉宽窄、频率高的脉冲参数进行正极性加工。
加工时,可改变的脉冲参数主要有电流峰值、脉冲宽度、脉冲间隔、空载电压、放电电流。
要求获得较好的表面粗糙度时,所选用的电参数要小;若要求获得较高的切割速度,脉冲参数要选大一些,但加工电流的增大受排屑条件及电极丝截面积的限制,过大的电流易引起断丝,快速走丝线切割加工脉冲参数的选择见表1。
慢速走丝线切割加工脉冲参数的选择见表2。
表1快速走丝线切割加工脉冲参数的选择表2慢速走丝线切割加工脉冲参数的选择2、工艺尺寸的确定丝切割加工时,为了获得所要求的加工尺寸,电极丝和加工图形之间必须保持一定的距离,如图6.12所示。
图中双点划线表示电极丝中心的轨迹,实线表示型孔或凸模轮廓。
编程时首先要求出电极丝中心轨迹与加工图形之间的垂直距离△R(间隙补偿距离),并将电极丝中心轨迹分割成单一的直线或圆弧段,求出各线段的交点坐标后,逐步进行编程。
具体步骤如下:(1)设置加工坐标系根据工件的装夹情况和切割方向,确定加工坐标系。
为简化计算,应尽量选取图形的对称轴线为坐标轴。
(2)补偿计算按选定的电极丝半径r,放电间隙δ和凸、凹模的单面配合间隙Z∕2,则加工凹模的补偿距离△R1=r+δ,如图1a所示。
加工凸模的补偿距离△R2=r+δ-Z∕2,如图1b所示。
(3)将电极丝中心轨迹分割成平滑的直线和单一的圆弧线,按型孔或凸模的平均尺寸计算出各线段交点的坐标值。
a) 凹模 b) 凸模图1 电极丝中心轨迹3、工作液的选配工作液对切割速度、表面粗糙度、加工精度等都有较大影响,加工时必须正确选配。
常用的工作液主要有乳化液和去离子水。
1)慢速走丝线切割加工,目前普遍使用去离子水。
为了提高切割速度,在加工时还要加进有利于提高切割速度的导电液,以增加工作液的电阻率。
加工淬火钢,使电阻率在2×104Ω.cm左右;加工硬质合金电阻率在30×104Ω.cm左右.2)对于快速走丝线切割加工,目前最常用的是乳化液. 乳化液是由乳化油和工作介质配制(浓度为5﹪~10﹪)而成的。
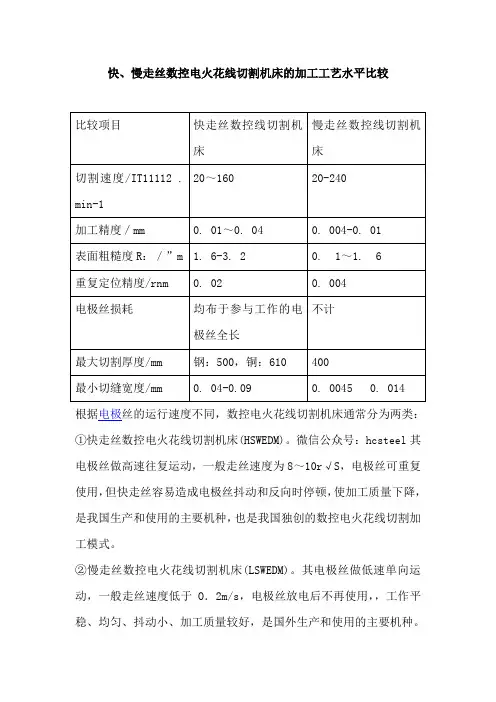
快、慢走丝数控电火花线切割机床的加工工艺水平比较
比较项目快走丝数控线切割机
床慢走丝数控线切割机床
切割速度/IT11112 .
min-1
20~160 20-240
加工精度/mm 0. 01~0. 04 0. 004-0. 01
表面粗糙度R:/”m 1. 6-3. 2 0. 1~1. 6
重复定位精度/rnm 0. 02 0. 004
电极丝损耗均布于参与工作的电
极丝全长
不计
最大切割厚度/mm 钢:500,铜:610 400
最小切缝宽度/mm 0. 04-0.09 0. 0045 0. 014
根据电极丝的运行速度不同,数控电火花线切割机床通常分为两类:①快走丝数控电火花线切割机床(HSWEDM)。
微信公众号:hcsteel其电极丝做高速往复运动,一般走丝速度为8~10r√S,电极丝可重复使用,但快走丝容易造成电极丝抖动和反向时停顿,使加工质量下降,是我国生产和使用的主要机种,也是我国独创的数控电火花线切割加工模式。
②慢走丝数控电火花线切割机床(LSWEDM)。
其电极丝做低速单向运动,一般走丝速度低于O.2m/s,电极丝放电后不再使用,,工作平稳、均匀、抖动小、加工质量较好,是国外生产和使用的主要机种。
摘要快走丝线切割机是我国独创的电加工设备,它结构简单,价格低廉,使用成本低,是我国产量最大、应用最广泛的机床种类之一。
这篇论文详细介绍了快走丝线切割机床的主要作用、结构特点及其组成。
对通用快走丝线切割机床的总体设计过程及计算方法作了具体的描述和分析。
通过对快走丝线切割机床的各部分设计和计算,利用SolidWorks完成对该机床的三维建模和工程图。
同时对快走丝线切割机床的机械部件的选择设计,功能部件的选用及校核、主要零部件的使用与维护进行了具体的分析。
完成设计任务。
【关键词】快走丝线切割机床机械设计三维建模工程图AbstractDue to its simple structure,less expensive, high-speed wired electro-discharge machine(WEDM) is widely produced and used in China. This thesis introduced in detail the high-speed wired electro-discharge machine, including the main function, structure and composition.The general design process and calculation method for the high-speed wired electro-discharge machine were specifically descripted and analyzed.The 3D modeling and engineering drawings of the high-speed wire electro-discharge machine, including every parts, and assembly based on Solidworks are finished.The selection and design of functional components, calculation of this machineand as well as checking mechanical components of high-speed wire electro-discharge machine are completed. The usage and maintenance about main component were concretely analyzed.The design task is completed.【KEYWORDS】High-speed wire electro-discharge machine,Machine design,Three-dimensional Modeling,Engineering drawing目录前言 (4)1 本设计的目的及任务要求 (6)1.1 本设计的目的及意义 (6)1.2 本设计的任务及内容 (7)1.3 本设计的目标及要求 (7)2 快走丝线切割机床概述 (8)2.1 快走丝线切割机床技术现状 (8)2.2 快走丝线切割机床加工技术的发展趋势 (9)2.3快走丝线切割机床的特点 (13)2.3.1快走丝线切割电火花加工的优点: (13)2.3.2快走丝线切割电火花加工的局限性: (14)2.4 快走丝线切割机床的工作原理 (14)3 快走丝线切割机床结构总体设计 (15)3.1机械结构设计概述 (15)3.2快走丝线切割机床结构组成 (15)3.3快走丝线切割机床设计步骤 (16)3.3.1设计步骤框图 (16)3.3.2总体方案设计 (17)3.4快走丝线切割机床结构总体设计 (17)3.3.1 总体设计指导思想 (17)3.3.2总体布局方案设计 (18)3.3.4 数控机床总布局的其他趋向 (19)4 快走丝线切割机床的机械部分设计 (20)4.1 床身的设计 (21)4.2 工作台设计 (21)4.3 线架轨道设计 (21)4.4 运丝机构的设计 (22)4.5 各部分连接设计 (23)5 快走丝线切割机床功能部件的选用及校核计算 (23)5.1 齿轮的选择计算 (23)5.2 滚珠丝杆副的选择计算 (25)5.2.1 丝杆螺母类型的选择 (25)5.2.2丝杆螺母传动形式选择 (25)5.2.3 丝杆螺母预紧方式选择 (26)5.2.4 滚动轴承的选择 (27)5.2.5 滚珠丝杠副支承方式的选择 (27)5.2.5 制动装置的选择 (29)5.2.6 滚珠丝杠副的防护 (29)5.3电机的选择 (30)5.3.1快走丝线切割机床对电机的要求 (30)5.3.2各类型电机的比较及选型 (30)5.3.2 关于电机选择的计算 (32)6 三维图纸设计制作及工程图设计 (33)6.1 丝杆螺母的三维建模 (33)6.2 凸缘联轴器的三维建模 (34)6.3 X.Y方向拖板的装配体三维建模 (34)6.4 Z方向线架的装配体三维建模 (35)6.5 总装配 (36)6.6 工程图的设计制作 (38)总结与体会 (40)致谢 (41)参考文献 (42)前言随着科学技术的飞速发展和经济竞争的日趋激烈,产品的更新速度越来越快,复杂形状的零件越来越多,精度要求越来越高,多品种、中小批量生产的比重明显增加。
快走丝线切割加工质量分析与应用河南工业职业技术学院熊毅郭威【摘要】快走丝线切割广泛用于冲模制造中,其加工质量直接影响了冲模的使用性能。
本文介绍了快走丝线切割加工质量的评价体系,分析了影响快走丝线切割加工质量的因素,并提出了几种解决措施。
【关键词】快走丝线切割;冲模;加工质量;分析与应用1 引言快走丝线切割广泛用于制造业,尤其是冲模制造。
快走丝线切割的加工质量直接影响到模具的装配、使用精度,严重时甚至会导致模具报废。
因此,研究快走丝线切割的加工质量对指导模具制造具有重要意义,同时对开发高精度线切割机床可以提供参考。
2 线切割加工质量评价体系线切割加工质量是指通过线切割加工后零件的加工精度和表面质量。
加工精度是指零件加工后的几何参数(尺寸、形状和位置)与图纸规定的理想零件的几何参数符合的程度。
加工精度包括3个方面:尺寸精度、形状精度和位置精度。
加工表面质量是指表面粗糙度、波度及表面层的物理机械性能。
其中表面粗糙度是表面的微观几何形状误差;波度是用来表示介于表面粗糙度和宏观几何形状误差(如圆度、平面度等)之间的几何形状误差,工程上较少采用;表面层的物理机械性能主要指表面层的冷作硬化、金相组织变化和残余应力。
表面粗糙度Ra是常用的表面质量评价指标。
3 影响快走丝线切割加工质量的因素及解决措施影响线切割加工质量的因素是多方面的,如机床因素、脉冲放电参数的选择、工件材料及状态、切割工艺的制定。
在加工前对这些条件进行优化有助于提高加工质量。
3.1机床因素快走丝电火花线切割机属于高精度机床,工件的高质量是直接建立在机床良好状态的基础上,因此在每次加工之前必须检查机床的工作状态才能为获得高质量的加工工件提供保障。
(1)机床传动系统的精度。
步进电机驱动滚珠丝杠带动工作台移动,滚珠丝杠的传动精度直接影响加工精度。
加工前可通过空行程检查回零误差,误差较大时,应该更换传动装置。
(2)检查走丝装置精度。
导电块的磨损、导轮的磨损及位置不正、贮丝筒的传动精度下降等,都会使电极丝的抖动加剧,放电间隙无规则跳动,易造成大电流集中放电,影响加工精度和表面质量。
快走丝线切割存在的主要问题及分析线切割存在的主要问题及分析线切割技术存在的问题首先是切割效率偏低,其次切割表面存在黑白交叉条纹也影响加工表面宏观质量的一个重要问题。
电火花线切割稳定加工的前提是首先必须保证在切割过程中不频繁断丝。
断丝的几率是随放电能量和切割厚度的增加而加大,即与电极丝在放电通道内所受到离子轰击、冷却状态及停留时间密切相关。
切割的效率和表面粗糙度也与极间冷却与消电离并恢复绝缘状态有关。
目前普遍使用含有机械油5%左右的乳化液作为工作的介质,切割完毕后出现两个现象:一、是工件是粘附在基体上的,一般需要用力甚至敲击才可以使其与基体脱离;二、是工件表面覆盖着胶粘的甚至是粉末状的蚀除产物,需要煤油才能刷洗干净。
这主要是放电通道内10000ڃ以上的高温,是乳化液分解生成胶体状或颗粒状的物质所致。
这些物质粘附在切缝内,并主要在切缝的出口堆积,严重影响电蚀产物的排出,并阻挡了新鲜工作液介质进入切缝。
由于两级间不能维持不断更新工作介质,从而直接影响正常放电的延续,甚至是在混有大量胶体物质的间隙内进行放电并产生电弧放电,从而使工件和电极丝表面得不到及时冷却,绝缘状态不正常,造成正常放电比例降低,切割速度降低,工件表面烧伤,换向条纹严重等一系列问题,同时损失电极丝的耐用度,严重时引起烧丝。
因此乳化液对于极间通道冷却、消电离均有较大影响,粘稠状的产物会对电极丝起到保温的作用,工件越厚,运丝越慢,电极丝的加工区域停留时间越长,断丝的几率自然就会增加,而乳化液在极间放电时将分解成胶体或颗粒状物质是一种必然的现象,所以使用乳化液必然会大大限制切割工艺指标的提高,极间冷却状态恶化其中最直接的结果是导致高速走丝机必须以十分保守的放电能量换取不断丝的加工状况。
目前使用乳化液为工作介质时一般平均切割电流都在3A以内,在这种放电能量条件下是不可能获得较高切割效率的因此在使用乳化液作为工作介质的前提下,以往对高频脉冲电源的改进及运丝系统的完善等措施对切割效率的提高均收效甚微,这就是目前高速走丝线切割的切割效率长期徘徊在很低水平的根本原因。
快走丝线切割机床设备参数1. 快走丝线切割机简介大家好,今天我们来聊聊快走丝线切割机。
这个名字一听就有点高大上,感觉是不是像某个科幻电影里的高科技武器?其实它是个非常实用的工具,特别是在加工行业。
简而言之,快走丝线切割机就是通过电线切割材料的一种机器,能把硬邦邦的金属、塑料等材料切割得非常精细。
听上去是不是有点神奇?就像在用魔法,唰的一下就切开了。
1.1 工作原理说到工作原理,咱们就得聊聊电流和丝线。
这个机器的切割过程,简单说就是利用细丝在电流的作用下,加热后能快速穿透材料。
这个丝线可不是随便什么线,得是特别的线材,才能在高温下保持稳定。
所以,工作时它的速度可快了,像飞一样的!而且,因为它是“快走”,所以能提高工作效率,真是让人惊叹。
1.2 应用领域快走丝线切割机的应用范围可广泛了,不论是汽车制造、模具加工,还是航空航天,统统都有它的身影。
你想啊,能把金属切割得如此精准,肯定能解决不少技术难题。
简直是现代工业的“神兵利器”,就像一位全能战士,随时准备上阵。
2. 主要参数接下来,我们来聊聊快走丝线切割机的主要参数,这里可得留神,毕竟这关系到咱们买机器时的选择。
首先,咱们得看切割速度,快不快,直接影响到工作效率。
如果速度太慢,那可真是浪费时间,像蜗牛爬一样,谁受得了呢?2.1 切割厚度再者就是切割厚度,不同的机器能切割的厚度也不同。
一般来说,市面上的机器可以切割从几毫米到几十毫米的材料,这可得看你的需求。
如果你是做模具的,那厚度大点没问题;如果是做精密零件,就得选择那些能切得更细的机器。
2.2 电源与电流还有就是电源和电流,这个是机器运作的心脏。
一般来说,快走丝线切割机需要稳定的电源供电,才能确保切割过程顺利进行。
电流过低,切割可能就不稳定,过高又容易烧坏丝线,真是“骑虎难下”。
所以,选择合适的电源和电流,是保证切割质量的关键。
3. 选购建议如果你打算购买快走丝线切割机,首先要明确自己的需求。
想清楚你主要用来切割什么材料,切割的厚度和精度要求是什么。
文件编号:TP-AR-L9934In Terms Of Organization Management, It Is Necessary To Form A Certain Guiding And Planning Executable Plan, So As To Help Decision-Makers To Carry Out Better Production And Management From Multiple Perspectives.(示范文本)编订:_______________审核:_______________单位:_______________快走丝线切割机床加工质量分析及工艺参数选择研究(正式版)快走丝线切割机床加工质量分析及工艺参数选择研究(正式版)使用注意:该安全管理资料可用在组织/机构/单位管理上,形成一定的具有指导性,规划性的可执行计划,从而实现多角度地帮助决策人员进行更好的生产与管理。
材料内容可根据实际情况作相应修改,请在使用时认真阅读。
快走丝线切割机床在制造业中被广泛地应用,尤其是作为电火花加工设备之一,使用范围越来越广,快走丝线切割机床加工的质量直接决定了产品的好坏。
本文旨在分析影响快走丝线切割机床加工质量的因素,以及从工艺角度分析电参数对快走丝线切割机床加工质量的影响,选择合适的电参数的重要性。
随着我国经济的高速发展,为了面对日益激烈的竞争环境,加强产品的质量就显得非常重要,尤其是制造行业。
众所周知,快走丝线切割作为电火花加工设备之一被广泛的应用在制造业中,快走丝线切割机床加工的质量影响产品的精度,从而决定产品在市场竞争中能否取得优势地位,最终关系到企业的经济效益。
因此,提高加工质量就是快走丝线切割机床的重要环节,在此之前就要首先分析影响其加工质量的重要因素,从工艺角度出发研究电参数,并且阐述其选择的重要性。
1.快走丝线切割机床加工质量的影响因素1.1.机床设备的影响1.1.1.机床传动设备的准确度一般而言滚珠丝杠可以带动整个工作台的循环移动,滚珠丝杠传动时的准确度就直接影响了产品加工的准确度,所以在整个流程运作之前必须检查机床传动设备的准确度,允许一定的误差,但是如果误差超过正常的范围,就建议及时更换设备。
郑州轻院轻工职业学院专科毕业设计(论文)题目快走丝线切割加工在模具制造中的应用学生姓名郭纹甫专业班级10模具设计与制造一班学号10105072系别轻化工程系指导教师(职称)李宏兵(讲师)完成时间2013年4月10日摘要本论文是围绕线切割加工工艺来讲述的,首先简单的介绍了线切割加工,线切割加工作为一门特殊的加工方法,具有加工精度高、速度快、操作控制简便以及方便地加工复杂零件等特点,是机床数控技术的重要应用领域之一。
文中描述了线切割加工的整个过程:(1)分析图样,明确加工要求;(2)对工件已加工表面进行分析,确定工艺基准;(3)根据工艺基准选择定位方法;(4)根据分析结果,合理选择切割路线和加工速度。
并且针对加工生产过程中的常见问题,分析原因,问题主要出现在工件的装夹,切割路线的选择,电极丝的松紧和电脉冲的选择上。
总结前人的经验,并制定合理的解决措施。
由于线切割加工往往是最后一道工序,如果发生变形将造成难以弥补的损失。
所以在制定线切割加工工艺时必须慎之又慎。
关键词:电极丝、数控技术、线切割加工AbstractThis paper is about the process of cutting processing, first introduced simply wire-cutting processing, wire-cutting processing as a special processing method, has the processing speed, high precision, simple and convenient operation control processing complex components etc, nc technique is one of important applications. The paper describes the whole process of wire-cutting processing (1) analysis, clear pattern processing requirements, (2) the surface of workpiece machining, the paper analyzes technology standards, (3) according to the technical standards selection method, According to the results of analysis (4), the reasonable choice of cutting line and processing speed. In the process of production and processing of common problems, the paper analyzes the main problems in clamping workpiece, cutting line, the choice of electrode wire on the choice of firmness and electrical impulses. Summarize the experience, and formulate measures. Because wire-cutting processing is often last procedure, if the deformation will cause irreparable damage. So in wire-cutting processing process must be formulated.Keywords:Wire electrode, CNC technology, wire-cutting processing目录前言 (1)第一章初识电火花线切割 (2)第一节电火花线切割的行业归属 (2)第二节电火花线切割的工作原理 (2)第三节电火花线切割加工分类及其控制方式 (3)第四节控制介质 (3)第五节电火花线切割的加工工艺 (3)第二章电火花线切割工艺分析 (4)第一节工艺分析及切割路线的确定 (4)第二节加工速度分析 (6)第三节电极丝的选择及使用方法 (7)第四节线切割的控制过程 (10)一、工件(零件)的平移控制 (10)二、走丝系统的功能 (10)三、高频电源的选择 (10)四、自适应控制 (11)第五节脉冲电源对线切割的影响 (12)第六节加工表面粗糙度的影响因素及非电参数的影响 (12)第三章电火花线切割工艺的改进 (13)第一节对图样进行分析和审核 (13)第二节装丝技巧 (13)第三节改进切割方法 (14)第四节选择合理的工艺参数 (15)第五节编程注意事项 (15)一、冲模间隙和过渡圆半径的确定 (15)二、计算和编写加工程序 (16)结论 (17)参考文献 (18)附录...........................................................................................................................19~20 致谢 (21)前言传统的机械加工已经有很久的历史,它对于人类的生产技术和物质文明起了极大的作用。
双通道数显高频电流/电压表产品参数:要紧性能指标:1.电压测量范围:100µV~400V,分六档量程,4mV、40mV、400mV、4V、40V、400V。
由四位LCD数显:最大显示4200。
最高分辨率:1µV 或0.01dB。
2.电平测量范围:-90dBV~52dBV,-88dBm~54dBm。
3.测量电压、电流频率响应范围:5Hz~2MHz。
4.电流测量范围:20µA-5A。
分×1档0.2mA-5A(内阻1Ω),×0.1档20µA-1A 〔内阻10Ω〕。
分辨率:最高0.1µA。
5.电压测量误差:±1%±5个字4mV档时±2%±5个字。
电流测量误差:±1.5%±5个字<0.5mA±2%±10个字6.频率响应误差(以1kHz为基准):±3%7.噪声电压:在输进端良好短路时≤5μV。
8.输进阻抗〔电压测量〕:10MΩ/40pF。
9.两通道间隔离度:≥100dB(1kHz时)10.外形尺寸:280×88×240(mm)。
11.重量:约2.5Kg。
产品描述:WY1972P双通道数显高频电流/电压表是一台CPU操纵的全自动交流电流电压测量仪器,测量响应频率范围宽(10Hz~2MHz),LCD数字同时显示多组参数,具有被测电压欠压、过压指示自动量程选择,能方便地进行交流电流和电压同时测量。
电压测量输进阻抗高(10MΩ/40pF),测量精度高,并具有良好的线性度。
本机还具有输进浮置选择功能。
产品特点:*自动/手动量程选择,电压电流欠压欠流、过压过流指示。
*交流电流和电压同时测量,测量范围宽(100µV~400V,20µA-5A),分辨率高(1µV,0.1µA)。
*LCD数字同时显示多组参数:V、dBm、I值。
关于加强线切割加工精度的策略分析研究摘要:本文从材料的残余应力、加工工艺、机床自身因素入手,首先分析了快走丝线切割在模具型腔和型芯的加工过程中影响加工精度和表面质量的主要因素,然后提出了提高线切割加工精度和表面质量的策略,可供参考借鉴。
关键词:线切割;加工精度;表面质量;措施;前言线切割机床已在模具和零件加工领域获得广泛应用。
但随着产品性能和质量的提高,对模具和零件的精度也提出了更高的要求。
近十年来国内外对此不断地进行着研究,明显提高了线切割加工的精度。
模具的型腔和型芯要求有较高的尺寸精度和表面质量,影响线切割加工精度和表面质量的因素很多,如材料的内应力、切割部分和固定夹持部分的刚度、加工工艺和电参数的选择、机床自身因数,需要在平时的工作中认真细致的观察分析,找出存在的原因,不断的用新的工艺方法去实践。
一、改善变形的工艺方法分析研究1、切割型腔的改进工艺。
①先粗后精的加工方法。
在线切割加工前先对工件进行粗加工以去除大量的材料,留有变形余量(一般为0.5-1 mm)可以采用金加工或线切割加工,目的使内应力释放出来产生欲变形,再进行一到两次的精加工,使加工量减少,变形也随之减少。
②尽量采用封闭切割型腔(即内部型腔和外部边界不割通)。
因为材料内部总会有残余应力,如果切割型腔不封闭会产生很大的变形,其结果是工件变形超差而且在切割接近结束时由于工件变形易将丝卡断。
2、切割型芯的改进工艺。
①选择合适的切割路径。
从工件的左侧箭头方向切割,型芯与固定端的连接刚度越来越差,型芯的变形将变得很大,从工件的右侧箭头方向切割,内应力引起的变形在余料上,型芯的变形将减小。
从材料内部进行封闭切割材料的四周都有连接所以型芯的变形更小。
②切入线应选择圆弧边的切线或直边的沿长线。
由于钼丝刚性不足,切割较厚的型芯时,强烈的放电腐蚀和摩擦产生的力引起钼丝扭曲,机床丝杆螺母的间隙,在工件刚要切断时连接刚度不足,常会使型芯表面产生凸起或凹槽,这会影响模具的尺寸精度.切割圆弧面时,则切入线选择在切线上。
Through the reasonable organization of the production process, effective use of production resources to carry out production activities, to achieve the desired goal.
快走丝线切割机床加工质量分析及工艺参数选择研
究正式版
快走丝线切割机床加工质量分析及工艺参数选择研究正式版
下载提示:此安全管理资料适用于生产计划、生产组织以及生产控制环境中,通过合理组织生产过程,有效利用生产资源,经济合理地进行生产活动,以达到预期的生产目标和实现管理工作结果的把控。
文档可以直接使用,也可根据实际需要修订后使用。
快走丝线切割机床在制造业中被广泛
地应用,尤其是作为电火花加工设备之
一,使用范围越来越广,快走丝线切割机
床加工的质量直接决定了产品的好坏。
本
文旨在分析影响快走丝线切割机床加工质
量的因素,以及从工艺角度分析电参数对
快走丝线切割机床加工质量的影响,选择
合适的电参数的重要性。
随着我国经济的高速发展,为了面对
日益激烈的竞争环境,加强产品的质量就
显得非常重要,尤其是制造行业。
众所周
知,快走丝线切割作为电火花加工设备之
一被广泛的应用在制造业中,快走丝线切割机床加工的质量影响产品的精度,从而决定产品在市场竞争中能否取得优势地位,最终关系到企业的经济效益。
因此,提高加工质量就是快走丝线切割机床的重要环节,在此之前就要首先分析影响其加工质量的重要因素,从工艺角度出发研究电参数,并且阐述其选择的重要性。
1.快走丝线切割机床加工质量的影响因素
1.1.机床设备的影响
1.1.1.机床传动设备的准确度
一般而言滚珠丝杠可以带动整个工作台的循环移动,滚珠丝杠传动时的准确度就直接影响了产品加工的准确度,所以在
整个流程运作之前必须检查机床传动设备的准确度,允许一定的误差,但是如果误差超过正常的范围,就建议及时更换设备。
1.1.
2.电极丝的松紧
如果电极丝太松,那么就会造成电极丝不会按照正常的轨迹切割,产品的加工质量自然不会高,同时很有可能形成短路。
因此,在加工前要仔细检查电极丝的松紧程度,在一定的范围内尽量的张紧电极丝。
1.1.3.工作液的比例
大部分的快走丝线切割机床都采用DX 型线切割乳化液,一般的比例是1:10-1:12。
一旦超过这个比例,工作液的作用
就会下降,使加工质量变差。
对于工作液需要相关的工作人员定时检查和更换。
1.1.4.电极丝垂直度的校正
有时由于机床的抖动会造成电极丝和工作台的不垂直,或者其他原因造成的这种情况,会导致产品的加工精度下降,产品切割面的垂直度也达不到标准,那么就要及时进行电极丝垂直度的校正,如图一所示。
1.2.材料的选择
有些产品需要的材料在热处理后会变化,在切割时非常的容易变形,有的甚至会断裂,所以,用快走丝线切割机床加工时,最好选择CrWMn、Crl2MoV等之类的合金钢。
1.3.切割的次数
现在在快走丝线切割机床中应用比较多的是多次切割,首先是用大脉冲进行切割,可以确定产品的切割范围,然后再用小脉冲进行细节方面的多次切割,这样可以在很大程度上提高产品的加工质量。
1.4.程序上的使用
线切割机加工的整个过程都是由相应的程序来控制的,确保程序不出错是非常重要的环节,错误的程序必然会导致线切割机床加工时的精度下降,甚至出现伪劣产品。
比如,相关工作人员在实际操作中,会使用手动编程,在输入程序时输入了错误的内容,就会导致整个程序混乱。
或者程序本身不断出现漏洞时,没能及时
发现,这些情况都会导致产品的加工质量下降。
2.工艺参数的研究
除了上面讲述的影响快走丝线切割机床加工质量的因素,其实电参数的选择对线切割机床加工也起着至关重要的作用,比如材料的选择、电极丝直径的大小、产品的粗糙度等,只有将这些要求按照相应的电参数进行加工,才能提高产品的质量。
2.1.脉间的影响
脉间其实就是脉冲间隔的简称。
根据实验数据表明,减小脉间,那么线切割机床的切割速度反而会加快,这是因为脉间的减小,会在单位时间内增加放电次数,
随之切割速度就会加快。
但是脉间的减小并不是没有底线,它必须控制在一定的范围之内,当超过一定的程度,电蚀物就不能够及时的排出,绝缘强度不能在规定的时间再次发挥作用,从而会使切割的速度慢下来,影响加工的效率与质量。
2.2.脉宽的影响
脉宽是指脉冲的宽度。
在其他条件不变的情况下,脉宽加大,线切割的速度就会加快,产品切割面的粗糙度会变差。
具体原因是如果脉宽增加,电极丝的消耗就会相应的变大,电蚀物如果不能够再及时排出,这样就间接导致工作面的切割质量、粗糙度、速度都下降,甚至有可能电极丝崩断造成短路。
2.3.峰值电流的大小
放电电流量的最大值就是峰值电流。
研究表明,线切割的速度是和峰值电流成正比,和切割面的粗糙度成反比,也就是说,峰值电流增加,线切割的速度就会加快,切割面的粗糙度就会变得越差,随之而来的是电极丝的极大损耗。
但是峰值电流也不宜过小,太小会导致放电不充分,甚至没有办法进行加工。
3.选择合适参数的重要性
通过对工艺参数的研究,我们可以清楚地了解到各个因素之间是相互影响、相互制约的关系。
因此,在实际快走丝线切割当中,要考虑各个电参数对加工质量的综合影响,根据实际情况选择合适的电参
数,这样才能有效地提高加工质量,降低成本,增加企业的经济效益。
例如,可以根据放电时火花的大小与颜色来选择合适的脉间和峰值电流,一旦火花非常大,或者火花的颜色是偏黄以及到了发白的程度,就说明选择的峰值电流是偏大的。
综上所述,在影响快走丝线切割机床加工质量的因素中,机床设备的因素无疑起着举足轻重的作用。
因此在确认程序无误的情况下,保证材料质量,控制好切割次数这些次要矛盾,就是要抓好机床设备这个主要矛盾,只有努力提高机床的精度,产品的加工质量才会随之提高。
另外,当硬件设备正常的情况下,快走丝线切割机床加工前应选择好适应的电参数,
安全生产系列| Production Template 编号:SMP-WJ01-24并根据实际加工中的情况,随机应变的调整合适的电参数,实时进行优化,才能使加工质量达到最佳状态,降低成本,实现企业的利润最大化。
——此位置可填写公司或团队名字——
页码11 / 11。