机械加工刀具基础知识共59页文档
- 格式:ppt
- 大小:4.47 MB
- 文档页数:59
“工欲善其事,必先利其器”,公司的各种零配件,当形状,尺寸精度、表面质量要求较高时,都需经车钳加工作业。
而刀具是对零件进行切削的,它的性能和质量的优劣,都直接影响加工效率、加工精度和表面质量,也将直接决定产品的品质、性能和生产成本。
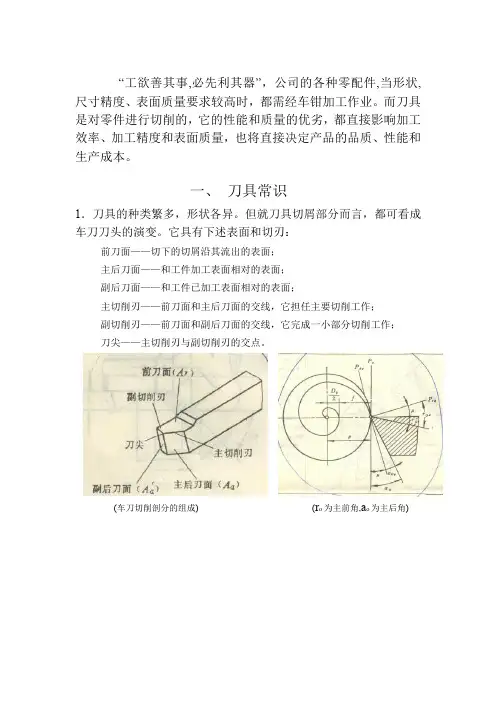
一、刀具常识1.刀具的种类繁多,形状各异。
但就刀具切屑部分而言,都可看成车刀刀头的演变。
它具有下述表面和切刃:前刀面——切下的切屑沿其流出的表面;主后刀面——和工件加工表面相对的表面;副后刀面——和工件已加工表面相对的表面;主切削刃——前刀面和主后刀面的交线,它担任主要切削工作;副切削刃——前刀面和副后刀面的交线,它完成一小部分切削工作;刀尖——主切削刃与副切削刃的交点。
(车刀切削剖分的组成) (r o为主前角,a o为主后角)2.刀具几何角度的定义:(包括前角和后角)前角是指前刀面与基面之间的夹角;分为主前角,法前角、进给剖面前角、切深剖面前角。
前角大刃口锋利,切削层的塑性变形和摩擦阻力小,切削力和切削热降低。
但前角过大将使切削刃强度降低,散热条件变坏,刀具寿命下降,甚至会造成崩刃。
后角是主后刀面与切削平面之间的夹角;分为主后角、法后角、进给剖面后角、切深剖面后角。
后角的作用是减少刀具后刀面与工件之间的摩擦。
但后角过大会降低切削刃强度,并使散热条件变差。
从而降低刀具寿命二、刀具材料刀具的材料系指刀具切削部分的材料。
刀具切削部分在工作中不仅受到巨大的切削压力和很高的切削温度,而且受冲击载荷和摩擦力的作用。
因此刀具材料的正确选择对生产的产品的品质和生产成本有着重要的影响。
1.刀具的材料应满足下面的要求:1)硬度和耐磨性高;一般说来,刀具的材料硬度较高,耐磨性就越高。
2)有足够的强度和韧性3)耐磨性高4)有良好的工艺性能;工艺性能主要包括刀具材料的热处理性能、可磨性能、锻造性能及高温性变形性能等。
2.常用的刀具材料有碳素工具钢、合金工具钢、高速钢、硬质合金、陶瓷、金刚石、立方氮化硼等。


机械加工刀具基础知识机械加工刀具是在机械加工过程中使用的切削工具。
它们具有不同的形状和材料,用于不同的加工任务。
了解机械加工刀具的基础知识对于正确选择和使用刀具至关重要。
本文将介绍机械加工刀具的基本分类、结构、材料和刀具磨损与检测等知识。
1. 刀具的分类刀具可以按照不同的分类方法进行分类。
下面是一些常见的分类方法:1.1 按照切削方式分类根据刀具的切削方式,可以将刀具分为以下几类:•立铣刀:广泛用于铣削工艺中,通常具有直径大于长度的刀身;•钻头:用于钻孔加工,具有尖锐的切削边沿;•锥制刀:用于锥度加工,切削边沿具有一定的锥度;•刨刀:用于平面加工,具有平面切削边沿;•丝锥:用于螺纹加工,切削边沿具有螺旋形状。
1.2 按照材料分类刀具的材料也是对其进行分类的重要标准,常用的刀具材料包括:•高速钢:用途广泛,适用于一般加工和高速加工。
•硬质合金:具有很高的硬度和耐磨性,适用于高硬度材料的加工。
•陶瓷刀具:具有高硬度和耐高温性能,适用于高温合金等材料的加工。
•PCD/PCBN刀具:由多个单晶体金刚石或立方氮化硼颗粒通过合金基体粘结而成,具有优异的切削性能,适用于加工高硬度、高耐磨性材料。
2. 刀具的结构刀具的结构包括刀尖、刀柄和刀身等部分。
以下是刀具常见结构的详细介绍:2.1 刀尖刀尖是切削刃最重要的部分,决定了切削质量和刀具的寿命。
刀尖的形状和角度应根据具体的加工要求进行选择。
•刃尖:刃尖是刀具的前端,负责实施切削动作。
常见的刃尖形状有圆形、方形等。
圆形刃尖适用于加工弯曲表面,方形刃尖适用于加工直线表面。
•切削沿:切削沿是刃尖的切削边缘,用于切削工件。
常见的切削沿形状有直刃、斜刃、螺旋刃等。
2.2 刀柄刀柄是刀具固定在机床上的部分,具有与机床主轴相配合的接口。
刀柄一般分为直柄和锥柄两种形式。
•直柄:直柄是一种直杆形状的刀具连接部分,适用于高转速加工。
•锥柄:锥柄是一种锥度形状的刀具连接部分,具有良好的刚性和稳定性。
刀具基础知识一、刀具材料1、刀具材料的要求〔1〕、硬度。
刀具材料的硬度应高于工件材料的硬度〔2〕、耐磨性〔3〕、足够的强度和韧性〔4〕、较高的耐热性。
通常用红硬性来表示,指在高温下保持上述性能的能力。
〔5〕、磨削性2、常用刀具材料〔1〕、工具钢:T10A、9SiGr、GCr15。
主要用于制造低速刀具,目前已很少使用。
〔2〕、高速钢高速钢是一种含钨、铬、钼、钒等合金较多的工具钢,其红硬性较普通工具钢高,允许切削速度也要高两倍以上,因此称为高速钢。
高速钢的硬度、耐磨性、红硬性虽不与硬质合金,但其制造刀具的刃口的强度和韧性较硬质合金高,能承受较大的冲击载荷。
①、普通高速钢W18Cr4V W6Mo5Cr4V2 硬度为HRC62~65②、高性能高速钢铝高速钢W6Mo5Cr4V2 A l 硬度为HRC68~69钴高速钢可用于制造复杂刀具W的作用:W和Fe、Cr一起与C形成高硬度的碳化物,可以提高纲的耐磨性Mo的作用:与W基本相同,并能减少钢的碳化物的不均匀性,细化碳化物颗粒,增加钢对机械能的吸收能力。
为了增加热硬性,添加Co、Al等元素为了提高耐磨性,可适当增加V量,但随着V量的增加,可磨性变得越来越差。
〔3〕、硬质合金硬质合金是高硬度、难熔的金属碳化物〔WC、TiC〕的粉末,用Co、Mo、Ni等作粘结剂烧结而成的粉末冶金制品。
其中高温碳化物的含量超过高速钢,硬度可达HRC74~81,允许切削温度可达800~1000℃,允许切削速度可比高速钢高十几倍,并能切削工具钢无法切削的难加工刀具基础知识与发动机厂刀具简介材料。
但其抗弯强度和冲击刃性较高速钢低的多,刃口也不易磨得很锋利。
硬质合金的类别主要有:①、YG 钨钴类硬质合金〔WC-Co 〕〔K 类〕钨钴类硬质合金的抗弯强度、韧性、磨削性、导热性较好,主要用于加工脆性材料〔如铸铁〕、有色金属与其合金YG3XYG3〔K01、K05〕YG6〔K15、K20〕 YG8〔K30〕 含Co 量②、YT 钨钛钴硬质合金〔WC-TiC-Co 〕〔P 类〕钨钛钴硬质合金由于加入了碳化钛〔TiC 〕,使其耐磨性提高但抗弯强度、磨削性、导热性下降,主要用于高速切削一般钢材。