基于PC平台的旋压机数控系统的研制
- 格式:pdf
- 大小:396.92 KB
- 文档页数:4

一种天线放射罩旋压机控制系统的设计吴杰伟【摘要】提出一种基于单片机的天线放射罩旋压机数控系统设计和实现方法.首先,对天线放射罩旋压机数控系统功能和需求进行分析.然后,依照模块化设计的思想,介绍了天线放射罩旋压机数控系统的硬件构成并着重研究天线放射罩旋压机数控系统的软件设计,包括主程序、显示子程序和主轴控制子程序的设计及实现过程.【期刊名称】《装备制造技术》【年(卷),期】2017(000)009【总页数】3页(P160-162)【关键词】天线放射罩;单片机;旋压机【作者】吴杰伟【作者单位】钦州市特种设备检验所,广西钦州535008【正文语种】中文【中图分类】TP273旋压技术是一种对薄壁金属板料通过塑性旋压成型的技术,具有节约材料,变形力小,设备工艺简单等优点[1,5]。
旋压加工的产品一般都属于薄壁型,其重量相对较轻,且经旋压成型后,工件的表面光滑度也较高,同时工件的组织结构也发生了改变,使得其表面强度、硬度、抗压性、抗疲劳性等属性都变强。
旋压技术与数控车削技术相比更节约原材料,降低制造成本[2-3]。
旋压技术对促进我国航空、航天、兵器、化工、机械制造、电子及轻工业等领域的尖端技术发展有着积极的推动作用,且作为一项新技术伴随着传统工艺方法在冶金、化工、石油、轻工民用等行业一同发展,已经成为现代金属压力加工的新兴领域[4-5]。
国内旋压技术发展比较缓慢,技术和设备相对比较落后,特别是数控旋压设备的关键技术和部件长期依赖外国进口[6-8]。
为提高国内先进数控旋压技术,更好地满足我国现代工业生产对旋压技术的要求,本文以一种天线发射罩旋压机的数控系统开发为探讨对象,并为其开发一套硬件和软件的控制系统。
天线放射罩旋压机系统主要分为主轴动力系统、纵向横向进给系统和检测系统等。
旋压机把板料固定在模架上,让主轴系统带动模架及板料同时转动,同时进给系统带动压轮以圆弧插补的形式进给并对板料加压,从而使得板料沿着模架的边缘逐渐变形,待变形完成后,系统控制压轮回到初始位置,至此完成一次加工过程。
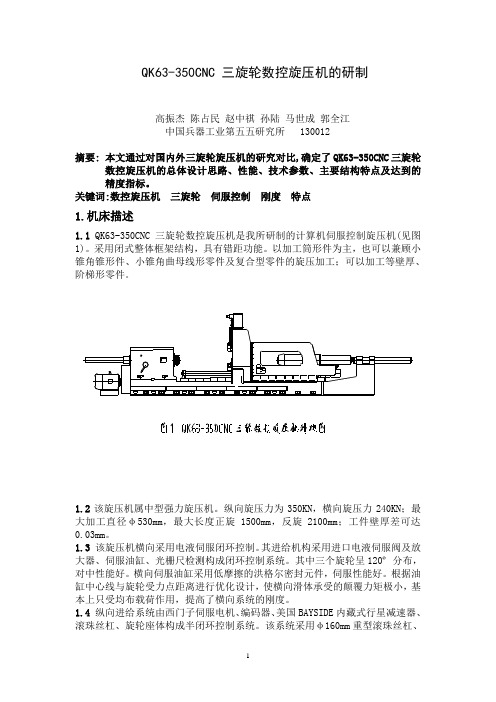
QK63-350CNC 三旋轮数控旋压机的研制高振杰陈占民赵中祺孙陆马世成郭全江中国兵器工业第五五研究所 130012摘要: 本文通过对国内外三旋轮旋压机的研究对比,确定了QK63-350CNC三旋轮数控旋压机的总体设计思路、性能、技术参数、主要结构特点及达到的精度指标。
关键词:数控旋压机三旋轮伺服控制刚度特点1.机床描述1.1 QK63-350CNC三旋轮数控旋压机是我所研制的计算机伺服控制旋压机(见图1)。
采用闭式整体框架结构,具有错距功能。
以加工筒形件为主,也可以兼顾小锥角锥形件、小锥角曲母线形零件及复合型零件的旋压加工;可以加工等壁厚、阶梯形零件。
1.2该旋压机属中型强力旋压机。
纵向旋压力为350KN,横向旋压力240KN;最大加工直径φ530mm,最大长度正旋1500mm,反旋2100mm;工件壁厚差可达0.03mm。
1.3该旋压机横向采用电液伺服闭环控制。
其进给机构采用进口电液伺服阀及放大器、伺服油缸、光栅尺检测构成闭环控制系统。
其中三个旋轮呈120º分布,对中性能好。
横向伺服油缸采用低摩擦的洪格尔密封元件,伺服性能好。
根据油缸中心线与旋轮受力点距离进行优化设计,使横向滑体承受的颠覆力矩极小,基本上只受均布载荷作用,提高了横向系统的刚度。
1.4纵向进给系统由西门子伺服电机、编码器、美国BAYSIDE内藏式行星减速器、滚珠丝杠、旋轮座体构成半闭环控制系统。
该系统采用φ160mm重型滚珠丝杠、大扭矩减速器,丝杠支承座内三个轴承全部采用德国FAG产品,系统刚性很高。
通过对滚珠丝杠螺距误差的补偿及反向间隙补偿,提高了纵向进给系统的精度。
机床控制框图如下:1.5控制系统采用德国西门子840C数控系统。
实现4轴闭环控制。
系统采用内装PLC,通过分布式输入/输出设备,实现开关量的采集和控制。
系统的操作采用友好的人机界面,应用超薄的TFT彩色监视器,所有的机床参数、实时信息、报警文本等都可以显示。

基于AutoCAD 平台的数控旋压机床的自动编程与仿真Auto m atic Progra mm i ng and Si m ul ation for NC Spi n For m i ng Based on A uto CAD金建新 邵 强(华中科技大学机械科学与工程学院,武汉 430074)摘 要:根据数控旋压加工的特点,以Auto CAD 2000为开发平台,利用V isual C ++、O bject ARX 为开发工具,编写了图形自动生成NC 的代码系统,从而提高了编程效率。
关键词:数控旋压 自动编程 加工模拟 NC 代码Abstract :A ccordi ng to the characteri st ics of NC spin for m i ng ,an auto m atic progra mm i ng syste m w as developed by V isua l C++and Object ARX usi ng the platf or m of Auto CAD 2000.The functi on ofauto m atic progra mm i ng and tool loc us sm i ulation of the 2dm i ensi ons is realized i n this syste m that makes the progra mm i ng efficiency high .K ey words :NC spi n for m i ng auto matic progra mm i ng progra mm i ng m i itation NC code0 引言施压是利用旋轮连续地依次对工件的极小部分施加压力而使其逐渐成形的一种工艺方法。
强力旋压属于无切屑加工,可节省原材料,单位接触压力大,变形区材料处于二向或三向应力状态,可采用较高的变形程度。
基于AutoCAD二次开发的数控旋压机床自动编程系统刘宝明;韩志仁【期刊名称】《机床与液压》【年(卷),期】2015(000)020【摘要】In spinning processing field, it’ s an important thing to program automatically. By analyzing spinning processing tech⁃niques, the automatic programming system for CNC spinning machine was developed by using ObjectARX technology. The system could be used to generate spinning NC code automatically and to realize the automation of spinning programming. The overall structure of the system and the realization methods of main function modules were introduced. It has been applied in spinning machine manufacturing enterprises.%旋压件数控编程的自动化是旋压加工领域亟待解决的重要问题,在总结分析旋压加工工艺的基础上,利用ObjectARX技术,开发了数控旋压机床自动编程系统,能够完成数控旋压NC代码的自动生成,实现了旋压编程的自动化。
详细介绍了系统的总体结构和主要功能模块的实现方法,并在旋压机床生产企业得到实际应用与推广。
【总页数】3页(P1-3)【作者】刘宝明;韩志仁【作者单位】沈阳航空航天大学航空制造工艺数字化国防重点学科实验室,辽宁沈阳110136;沈阳航空航天大学航空制造工艺数字化国防重点学科实验室,辽宁沈阳110136【正文语种】中文【中图分类】TP319【相关文献】1.基于DXF文件的数控旋压机床自动编程系统 [J], 杨家荣;徐志明;周吉2.数控旋压机床自动编程系统中的典型刀路法研究 [J], 刘宝明;韩志仁;张滢3.基于MATLAB的数控机床自动编程系统设计研究 [J], 江晖;周茂书;冯兰芳4.Windows环境下数控旋压机床图形编程系统 [J], 阎群;孙昌国;林文兴;余达太;马振平;李宇5.基于一种曲线逼近加工策略的数控机床自动编程系统研究 [J], 江晖;曾飞;黄舟因版权原因,仅展示原文概要,查看原文内容请购买。