弧齿锥齿轮加工参数的全局优化设计
- 格式:pdf
- 大小:178.89 KB
- 文档页数:3
文章编号:1004-132 (2002)09-0791-05弧齿锥齿轮的高重合度设计邓效忠 教授邓效忠 方宗德 张金良 任东锋 摘要:针对航空和汽车弧齿锥齿轮对强度、动态性能和可靠性的特殊要求,提出了高重合度弧齿锥齿轮的设计方法。
这种设计是通过增加工作齿高和调整齿面啮合路径方向以及优化加工参数实现的。
结合弧齿锥齿轮的实际工况,提出了在不同载荷和安装误差下,实际重合度的综合分析方法,达到了既提高重合度又控制齿面啮合质量的目的。
关键词:弧齿锥齿轮;重合度;设计;啮合性能中图分类号:TH 132.4 文献标识码:A 收稿日期:2001—10—16基金项目:国家自然科学基金资助项目(50175090) 航空、汽车弧齿锥齿轮用于高速、重载的工况,故对其强度、动态性能与可靠性要求很高。
对于这类齿轮,因为其几何上的复杂性,控制它的啮合质量是相当困难的,在实际应用中往往存在着需要与制造水平的尖锐矛盾,提出了进一步开发高性能弧齿锥齿轮传动的要求。
传统的弧齿锥齿轮在设计与制造中,要求齿面接触路径接近与根锥垂直[1],齿向重合度没有发挥其应有的作用,其啮合性能近似于平行轴传动中的直齿轮,因而重合度小、强度较低、振动噪声大。
如何借鉴斜齿轮传动中端面重合度与轴向重合度的关系,以增大弧齿锥齿轮的实际重合度,提高其强度与动态性能,自然引起了众多学者的兴趣[2]。
笔者曾通过调整齿面接触路径方向使之倾斜以延长接触路径,提出重合度达到210的设计[3];在此基础上又提出重合度为3.0的设计,此时接触路径贯穿整个齿长方向。
此类设计在理论上对提高强度与动态性能有显著效果,但啮合质量对误差和变形的敏感性增大,尤其是齿面印痕移至齿宽一端时,易造成载荷与应力集中,这有可能导致轮齿断裂,引发事故。
本文以局部综合法的加工参数设计、啮合仿真和承载啮合仿真为主要工具,研究了齿面接触路径方向、齿面印痕位置和传动误差的综合设计方法,获得了既可控制齿面啮合质量,又能提高重合度的高性能弧齿锥齿轮设计。

第14章 弧齿锥齿轮的轮坯设计14.1 弧齿锥齿轮的基本概念14.1.1 锥齿轮的节锥对于相交轴之间的齿轮传动,一般采用锥齿轮。
锥齿轮有直齿锥齿轮和弧齿锥齿轮。
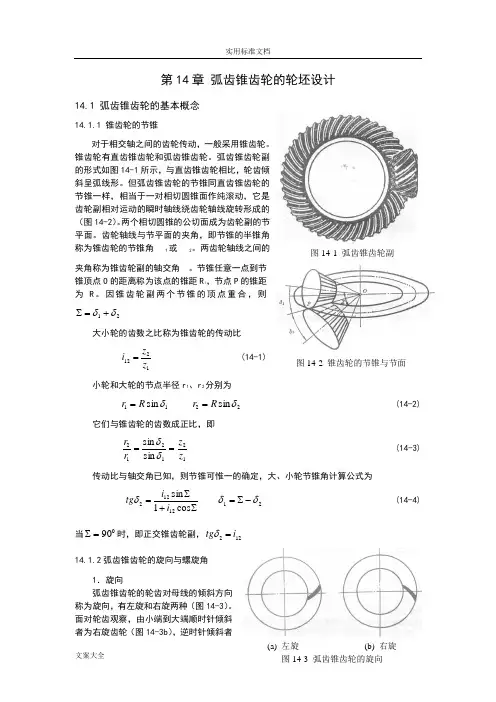
弧齿锥齿轮副的形式如图14-1所示,与直齿锥齿轮相比,轮齿倾斜呈弧线形。
但弧齿锥齿轮的节锥同直齿锥齿轮的节锥一样,相当于一对相切圆锥面作纯滚动,它是齿轮副相对运动的瞬时轴线绕齿轮轴线旋转形成的(图14-2)。
两个相切圆锥的公切面成为齿轮副的节平面。
齿轮轴线与节平面的夹角,即节锥的半锥角称为锥齿轮的节锥角1或2。
两齿轮轴线之间的夹角称为锥齿轮副的轴交角。
节锥任意一点到节锥顶点O 的距离称为该点的锥距R i ,节点P 的锥距为R 。
因锥齿轮副两个节锥的顶点重合,则21δδ+=∑大小轮的齿数之比称为锥齿轮的传动比1212z z i =(14-1) 小轮和大轮的节点半径r 1、r 2分别为11sin δR r = 22sin δR r = (14-2)它们与锥齿轮的齿数成正比,即121212sin sin z z r r ==δδ (14-3) 传动比与轴交角已知,则节锥可惟一的确定,大、小轮节锥角计算公式为∑+∑=cos 1sin 12122i i tg δ 21δδ-∑= (14-4)当090=∑时,即正交锥齿轮副,122i tg =δ 14.1.2弧齿锥齿轮的旋向与螺旋角1.旋向弧齿锥齿轮的轮齿对母线的倾斜方向称为旋向,有左旋和右旋两种(图14-3)。
面对轮齿观察,由小端到大端顺时针倾斜者为右旋齿轮(图14-3b ),逆时针倾斜者图14-2 锥齿轮的节锥与节面(a) 左旋 (b) 右旋图14-1 弧齿锥齿轮副旋转的(从主动轮背后看,或正对被动轮观察),主动锥齿轮的螺旋方向为左旋,被动轮为右旋(图14-1);工作面为逆时针旋转的,情况相反。
这样可保证大小轮在传动时具有相互推开的轴向力,从而使主被动轮互相推开以避免齿轮承载过热而咬合。
2.螺旋角弧齿锥齿轮轮齿的倾斜程度由螺旋角i 来衡量。
弧齿锥齿轮几何参数设计..第14章弧齿锥齿轮的轮坯设计图14-1 弧齿锥齿轮副14.1 弧齿锥齿轮的基本概念14.1.1 锥齿轮的节锥图14-2 锥齿轮的节锥与节面对于相交轴之间的齿轮传动,一般采用锥齿轮。
锥齿轮有直齿锥齿轮和弧齿锥齿轮。
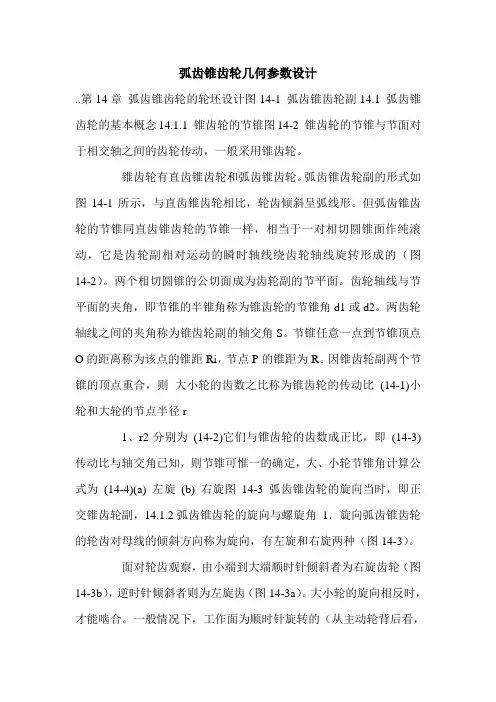
弧齿锥齿轮副的形式如图14-1所示,与直齿锥齿轮相比,轮齿倾斜呈弧线形。
但弧齿锥齿轮的节锥同直齿锥齿轮的节锥一样,相当于一对相切圆锥面作纯滚动,它是齿轮副相对运动的瞬时轴线绕齿轮轴线旋转形成的(图14-2)。
两个相切圆锥的公切面成为齿轮副的节平面。
齿轮轴线与节平面的夹角,即节锥的半锥角称为锥齿轮的节锥角d1或d2。
两齿轮轴线之间的夹角称为锥齿轮副的轴交角S。
节锥任意一点到节锥顶点O的距离称为该点的锥距Ri,节点P的锥距为R。
因锥齿轮副两个节锥的顶点重合,则大小轮的齿数之比称为锥齿轮的传动比(14-1)小轮和大轮的节点半径r1、r2分别为(14-2)它们与锥齿轮的齿数成正比,即(14-3)传动比与轴交角已知,则节锥可惟一的确定,大、小轮节锥角计算公式为(14-4)(a) 左旋(b) 右旋图14-3 弧齿锥齿轮的旋向当时,即正交锥齿轮副,14.1.2弧齿锥齿轮的旋向与螺旋角1.旋向弧齿锥齿轮的轮齿对母线的倾斜方向称为旋向,有左旋和右旋两种(图14-3)。
面对轮齿观察,由小端到大端顺时针倾斜者为右旋齿轮(图14-3b),逆时针倾斜者则为左旋齿(图14-3a)。
大小轮的旋向相反时,才能啮合。
一般情况下,工作面为顺时针旋转的(从主动轮背后看,或正对被动轮观察),主动锥齿轮的螺旋方向为左旋,被动轮为右旋(图14-1);工作面为逆时针旋转的,情况相反。
这样可保证大小轮在传动时具有相互推开的轴向力,从而使主被动轮互相推开以避免齿轮承载过热而咬合。
2.螺旋角图14-4 弧齿锥齿轮的齿线与螺旋角弧齿锥齿轮轮齿的倾斜程度由螺旋角bi来衡量。
弧齿锥齿轮纵向齿形为节平面与轮齿面相交的弧线,该弧线称为节线,平面齿轮的节线称为齿线。
第14章弧齿锥齿轮的轮坯设计14.1弧齿锥齿轮的基本概念14.1.1 锥齿轮的节锥对于相交轴之间的齿轮传动,一般采用锥齿轮。
锥齿轮有直齿锥齿轮和弧齿锥齿轮。
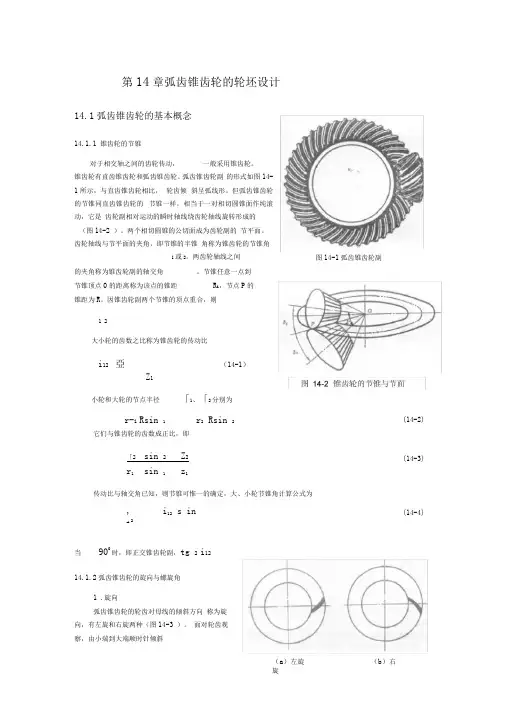
弧齿锥齿轮副 的形式如图14-1所示,与直齿锥齿轮相比, 轮齿倾 斜呈弧线形。
但弧齿锥齿轮的节锥同直齿锥齿轮的 节锥一样,相当于一对相切圆锥面作纯滚动,它是 齿轮副相对运动的瞬时轴线绕齿轮轴线旋转形成的 (图14-2 )。
两个相切圆锥的公切面成为齿轮副的 节平面。
齿轮轴线与节平面的夹角,即节锥的半锥 角称为锥齿轮的节锥角1或2。
两齿轮轴线之间的夹角称为锥齿轮副的轴交角 。
节锥任意一点到节锥顶点0的距离称为该点的锥距R i ,节点P 的锥距为R 。
因锥齿轮副两个节锥的顶点重合,则1 2大小轮的齿数之比称为锥齿轮的传动比i 12 亞(14-1)Z 1小轮和大轮的节点半径「1、「2分别为它们与锥齿轮的齿数成正比,即「 2sin 2 Z 2 r 1 sin 1z 1传动比与轴交角已知,则节锥可惟一的确定,大、小轮节锥角计算公式为,i 12 s intg2当900时,即正交锥齿轮副,tg 2 i 1214.1.2弧齿锥齿轮的旋向与螺旋角1 .旋向弧齿锥齿轮的轮齿对母线的倾斜方向 称为旋向,有左旋和右旋两种(图14-3 )。
面对轮齿观察,由小端到大端顺时针倾斜r-i Rsin 1r 2 Rsin 2(14-2)(14-3)(14-4)图14-1弧齿锥齿轮副(a )左旋(b )右旋者为右旋齿轮(图14-3b ),逆时针倾斜者则为左旋齿(图14-3a )。
大小轮的旋向相反时,才能啮合。
一般情况下,工作面为顺时针旋转的主动锥齿轮的螺旋方向为左旋,被动轮为右旋(图14-1);工作面为逆时针旋转的,情况相反。
这样可保证大小轮在传动时具有相互推开的轴向力,从而使主被动轮互相推开以避免齿轮承载过热而咬合。
2 .螺旋角弧齿锥齿轮轮齿的倾斜程度由螺旋角i来衡量。
弧齿锥齿轮纵向齿形为节平面与轮齿面相交的弧线,该弧线称为节线,平面齿轮的节线称为齿线。
如何提高弧齿锥齿轮的制造精度精度是弧齿锥齿轮的主要考核指标之一。
为了保证齿轮的精度,常规的工艺措施是:选用高精度的铣齿机;配备高精度的工装夹具;控制热处理变形,以减少热处理变形对齿轮精度的影响。
现在,许多农用运输车都采用BJ130的零部件,其弧齿锥齿轮图纸精度要求为:尺寸较大的弧齿锥齿轮(以下简称大轮)径向跳动为0.11 mm,尺寸较小的弧齿锥齿轮(以下简称小轮)径向跳动为0.065 mm。
我们采用Y2250机床来加工这两种齿轮,根据我们的实际加工条件,为提高齿轮精度在以下几方面采取了一些措施,供大家参考。
1 机床精度经过反复的探索,发现影响机床精度的最主要因素不是传动链的磨损问题(当然这也是其中的影响因素之一,但是修理的费用极高),而是机床的摇台轴承磨损的问题。
当Y2250机床摇台轴承磨损严重时,会引起摇台的轴向窜动、振动,从而导致齿轮的齿圈径向跳动大,并造成齿面的表面粗糙度大。
造成Y2250机床摇台轴承磨损的主要原因有两个,其一是机床的润滑系统设计不要,润滑油太少,并且失油时不好检查(特别是后轴承);其二是国产铸件的耐磨性不好。
对于Y2250机床摇台轴承的磨损,修理较容易,费用也较低,方法是把摇台外圆和轴承座内孔用立式车床车一刀并抛光,测出其外圆的实际尺寸d1和内孔的实际尺寸D1,然后配做轴承滚柱,滚柱的外圆直径d0=(D1-d1)/2+0-0.01-0.02 mm,并且保证各滚柱的尺寸一致性要好。
我们对Y2250机床采用该方法修理后,大轮的齿圈跳动由0.09 mm~0.17 mm提高到0.04 mm~0.08 mm(该数据是在工装跳动为径向0.03 mm,轴向0.02 mm时测得的)。
机床修理后还要对机床进行以下调整和检查:①调整刀盘主轴间隙,使主轴跳动在0.01 mm左右。
②调整工件主轴间隙,使主轴的径向、轴向跳动在0.006 mm~0.01 mm之间。
③调整摇台蜗轮、蜗杆的间隙在0.02 mm~0.05 mm之间。
基于Matlab的弧齿锥齿轮传动的优化设计常斌;赵振平;郭子昂;何泳【摘要】建立了以弧齿锥齿轮的体积最小和纵向重合度最大为目标的优化设计数学模型,简述了利用Matlab优化工具箱对模型进行求解的方法,给出了对弧齿锥齿轮进行优化的实例.【期刊名称】《机械制造与自动化》【年(卷),期】2016(045)001【总页数】3页(P129-131)【关键词】弧齿锥齿轮;传动;优化设计;Matlab优化工具箱【作者】常斌;赵振平;郭子昂;何泳【作者单位】中航工业上海航空测控技术研究所故障诊断与健康管理技术航空科技重点实验室,上海201601;中航工业上海航空测控技术研究所故障诊断与健康管理技术航空科技重点实验室,上海201601;中航工业上海航空测控技术研究所故障诊断与健康管理技术航空科技重点实验室,上海201601;中航工业上海航空测控技术研究所故障诊断与健康管理技术航空科技重点实验室,上海201601【正文语种】中文【中图分类】TH132.41我国弧齿锥齿轮技术兴起于20世纪70年代。
弧齿锥齿轮是实现相交轴或交错轴运动和动力传递的基础元件,具有在高速转动时噪声和振动小、重合度高、承载能力大和传动比大等优点,广泛应用于直升机、汽车、机床及工程机械等领域,是当今直升机、汽车等高精度高速重载设备的主传动元件[1]。
现针对航空直升机尾减上的一对弧齿锥齿轮进行了优化设计。
为了使传动更加平稳和噪声更低,满足直升机的高可靠性要求,在传统的以体积最小为目标的基础上,增加了纵向重合度最大的要求,从而对弧齿锥齿轮传动系统进行双目标优化设计。
在给定传递转矩和传动比的条件下,弧齿锥齿轮传动中,需要确定的参数有:小弧齿锥齿轮齿数z1、齿宽中点螺旋角βm、齿宽b和大端的端面模数mt,因此取设计变量为:在满足传动性能等方面要求的前提下,为了减轻质量、结构紧凑和传动平稳,将传动弧齿锥齿轮的体积最小和纵向重合度最大来作为优化的目标。
计算锥齿轮体积时,将锥齿轮简化为以齿宽中点处齿顶圆为直径,以锥齿轮齿宽为高度的圆柱来计算。
弧齿锥齿轮的高效经济环保加工解决方案河科大(洛阳)科技开发有限公司邓效忠目前,弧齿锥齿轮的加工设备大多采用湿式加工且生产效率偏低,从使用的机床来看,进口机械式的铣齿机只能是国外淘汰的二手设备且价格不菲,数量也越来越少,满足不了市场需求;进口先进的数控加工设备价格偏高,性价比没有有优势,实现干式切削也有相应的制约因素,不大适合中国国情。
而国产设备同样满足不了干式加工,近几年开发的数控弧齿铣齿机大多不带刀倾刀转机构,使用效果大打折扣。
针对以上问题,河科大(洛阳)科技开发有限公司依托河南科技大学在弧齿锥齿轮研究领域的技术优势开发出新一代适合干式切削的YK2180R型数控弧齿锥齿轮成形铣齿机和带刀倾刀转机构的YK2260F型数控弧齿锥齿轮铣齿机,下面就这两台机床的特点和优势给大家做简单的介绍:一、YK2180R型数控弧齿锥齿轮成形铣齿机YK2180R型数控弧齿锥齿轮成形铣齿机(粗切机)是针对汽车后桥齿轮粗切加工专门研制的,用于成形法加工节锥角大于60°的弧齿锥齿轮和准双曲面齿轮的大轮。
该机床优点是机床结构简单、加工效率高、可靠性好、维护简便。
既适合小批量多品种加工,也适合汽车齿轮行业等大批量稳定生产。
(一)机床结构特点:1、整体设计新颖,结构紧凑。
采用有限元方法设计的高刚度床身,适合高速重负荷切削;2、采用独特的偏心滚筒调整刀位,切削刚度好。
电机通过齿轮驱动铣刀盘回转,传动效率高;3、分齿通过数控系统完成,速度快,无需分度盘,柔性好,分度精度高;4、采用大功率伺服电机直联驱动进给,速度可任意调整,满足进给速度由快到慢的工进需要;5、整机只有3个机械调整部位,全部由标尺定位,调整简便、快速,适合小批量及大规模生产;6、刀盘主轴采用变频电机驱动,实现切削速度的自动调整。
(二)机床优势:1、干式切削:本机床经过连续干式切削加工实验,效果良好;2、高效切削:针对153大轮粗切实验,干式加工情况下,每齿25秒;3、高精度:粗切齿的齿距误差在0.05mm以内,完全满足下序精拉的要求。
第15章 弧齿锥齿轮的加工调整计算弧齿锥齿轮的切齿是按照“假想齿轮”的原理进行的,而采用的切齿方法要根据具体情况而定。
15.1 弧齿锥齿轮的切齿原理与刀号对于收缩齿弧齿锥齿轮的加工,通常采用平顶齿轮原理进行加工。
就是在切齿的过程中,假想有一个平顶齿轮与机床摇台同心,它通过机床摇台的转动而与被切齿轮做无隙的啮合。
这个假想平顶齿轮的轮齿表面,是由安装在机床摇台上的铣刀盘刀片切削刃的相对于摇台运动的轨迹表面所代替,如图15-1中所示。
在这个运动过程中,代表假想平顶齿轮轮齿的刀片切削刃就在被切齿轮的轮坯上逐渐地切出齿形。
YS2250(Y225)和Y2280等机床就是按“假想平顶齿轮”原理设计的。
在调整切齿机床的时候,必须使被切齿轮的节锥面与假想平顶齿轮的节锥面相切并做纯滚动。
而切齿时刀顶旋转平面则需和被切齿轮的根锥相切,也就是说,刀盘轴线与根锥母线垂直,而非与节锥母线垂直,如图15-2所示。
所以铣刀盘轴线与被切齿轮的节锥面倾斜了一个大小等于被切齿轮齿根角θf 的角度,使被切齿轮两则齿面的压力角出现了误差,这样就产生了刀号修正问题。
如图15-2,用螺旋角接近900时的情况予以说明刀号与压力角的关系。
由于在切齿时采用了“平顶产形轮”原理,工件是按照根锥角进行安装的,铣刀盘轴线垂直于根锥母线,因而和节锥母线倾斜一个齿根角θf 。
这样,当外切刀片与内切刀片使用相同的压力角时,切出来的齿轮凹面与凸面在节锥上的压力角是不相等的(α”≠α’)。
如果要使轮齿中点处的两侧压力角相等,就需要对刀具的两个侧刃的压力角进行修图15-1弧齿锥齿轮的切齿原理摇台刀盘 被加工齿轮正。
修正时,外侧刃齿形角减少α∆,内侧刃增加α∆。
α∆的确定可按以下公式计算βθαsin f ≈∆ (15-1)其中β代表螺旋角。
由于大轮与小轮具有不同齿根角θf ,所以从严格意义上来讲,在加工大轮与小轮时,相应的切齿刀盘的刀刃修正量α∆也应不同。
按照现有的刀号制度,将α∆的单位设置为分,并规定10分为一号,则刀号的计算公式为小轮理论刀盘刀号βθβθαsin 610sin 6010c 111*1f f ==∆= (15-2a)大轮理论刀盘刀号βθβθαsin 610sin 6010c 222*2f f ==∆=(15-2b) 所以,在用双面法分别加工大轮与小轮时,应该用不同刀号的刀盘。
长锥距弧齿锥齿轮的加工参数设计与加工试验
张华;徐增军;朱云振;雷宝珍
【期刊名称】《机械传动》
【年(卷),期】2012(36)11
【摘要】由于其节锥距很大,常规方法加工长锥距弧齿锥齿轮需要大规格的机床及铣刀盘,难度较大。
利用齿面接触区预控技术,设计齿轮副的加工参数,精确建立齿轮副的三维模型,模拟被加工齿面的接触状况。
利用卧式加工中心,规划数控加工程序,进行长锥距弧齿锥齿轮的加工试验。
结果表明,设计合理的加工参数,规划数控加工程序,在卧式加工中心上可以实现长锥距弧齿锥齿轮的加工。
【总页数】4页(P89-92)
【关键词】弧齿锥齿轮;长锥距;卧式加工中心;加工试验
【作者】张华;徐增军;朱云振;雷宝珍
【作者单位】河南科技大学机电工程学院;北京联合大学机电工程学院
【正文语种】中文
【中图分类】TH132.421
【相关文献】
1.基于局部综合的弧齿锥齿轮磨齿加工参数设计 [J], 田行斌;方宗德
2.弧齿锥齿轮小轮加工参数的分析与设计 [J], 曹雪梅;方宗德;张金良;邓效忠
3.高性能非零正变位弧齿锥齿轮的加工参数设计 [J], 徐增军;张华
4.非零变位长锥距弧齿锥齿轮的加工方法 [J], 杨宏斌;周彦伟;邓效忠;杨伯源;方宗
德
5.基于传动误差和齿面印痕控制的弧齿锥齿轮小轮加工参数的设计(英文) [J], 曹雪梅;方宗德;许浩;苏进展
因版权原因,仅展示原文概要,查看原文内容请购买。
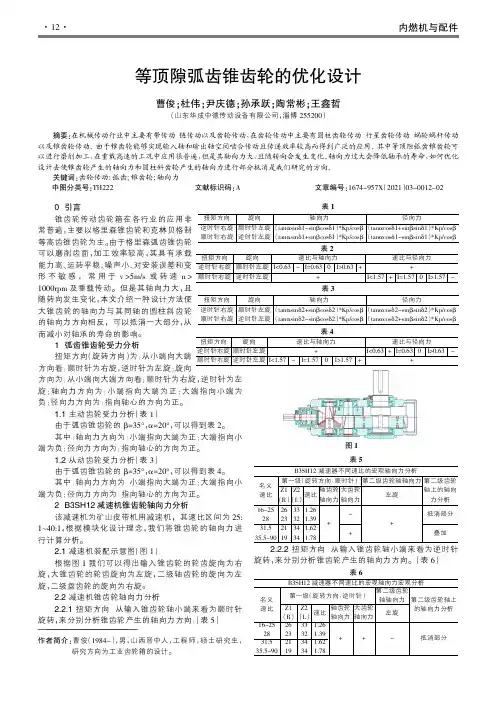
弧齿锥齿轮开式冷精锻工艺优化设计高畅1,金俊松I,王新云I,王耀祖2(1.华中科技大学材料成形与模具技术国家重点实验室,湖北武汉430074;2.江苏太平洋精锻科技股份有限公司,江苏泰州225500)摘要:针对某一特定弧齿锥齿轮零件,通过Deform-3D模拟优化预锻件体积分配和分流形式,以降低成形载荷和改善轮齿成形质量°结果表明预锻件中心孔分流比模具分流腔分流更好地降低成形载荷,锻件宽高比为2时齿形填充效果最好,最后通过试验验证了优化工艺的可行性.关键词:弧齿锥齿轮;开式冷精锻;预锻件;分流腔;工艺优化中图分类号:TG316文献标识码:B 文章编号:1001-2168(2020)12-0040-06D01:10.16787/ki.l001-2168.dmi.2020.12.007Process optimization of closed cold precision forging of spiralbevel gearGAO Chang1,JIN Jun-song\WANG Xin-wn:WANG Yao-zu2(1.State Key Laboratory of Materials Processing and Die&Mould Technology,HuazhongUniversity of Science&Technology,Wuhan,Hubei430074,China; 2.Pacific PrecisionForging Co.,Ltd.,Taizhou,Jiangsu225500,China)Abstract:In order to reduce the forming load and improve the forming quality of the gear tooth, Deform-3D was used to analyze the metal flow in finished forging and optimize the preforging shape.The results showed that the forming load of finished forging using a preforging with center relief hole was lower than that of using a relief cavity in die,and using preforging with a widthheight ratio value of2.0could get a better finished forging.Finally,the feasibility of the optimized process was verified by experiments,and a qualified gear forging was achieved.Key words:spiral bevel gear;closed cold precision forging;preforging;distributary cavity;process optimization0引言弧齿锥齿轮是机械传动中传递相交轴或交错轴运动的关键零件,具有重叠系数大、承载能力强、传动平稳、噪音小等优点叫广泛应用于矿山、石油、煤矿机械、机床、铁路机车、航海舰船、航空直升机等机械工程领域叫齿轮精锻技术属于少/无切削技术,与传统切削技术相比,不仅可以形成连续的金属流线,提高齿轮的疲劳强度,还能减少机械加工余量,提高材料利用率,降低生产成本,因此得到了国内外学者的收稿日期:2020-10-18=基金项目:科技重大专项项目(2018ZX04024001-003);湖北省创新群体项目(2018CFA003)。
收稿日期:1999-02-08;修订日期:1999-04-26基金项目:航空科学基金资助项目(96C53037)作者简介:田行斌(1972-),男,西北工业大学,博士研究生第15卷 第1期2000年1月航空动力学报Journa l of Aerospace PowerV o l 115N o 11Jan . 2000文章编号:100028055(2000)0120075203弧齿锥齿轮加工参数的全局优化设计田行斌 方宗德(西北工业大学十系,陕西西安 710072)摘要:本文通过局部综合法对齿面一阶和二阶接触参数进行预控,在此基础上,全面考虑了齿轮副在小端、中部、大端啮合时的接触印痕和传动误差,通过对可选加工参数的优化设计,消除了齿轮副的三阶接触缺陷,从而实现了弧齿锥齿轮副啮合质量的全局控制。
关 键 词:弧齿锥齿轮;优化;加工参数中图分类号:TH 1321416 文献标识码:A1 前 言 航空用弧齿锥齿轮副的啮合质量至关重要。
弧齿锥齿轮副的啮合质量通常用接触印痕和传动误差来衡量。
鉴于高可靠性的要求,在实际生产中,对齿轮副在小端、中部、大端啮合时的接触印痕一般都有一定的要求。
为此,常常需要操作人员多次进行机床调整、试切、滚检等步骤,费时费力,且依赖于操作人员的经验。
然而即便如此,由于实际生产中缺乏对传动误差的检测手段,仅满足接触印痕要求的齿轮副在实际使用中仍未必能达到预定的要求。
因此,全面控制接触印痕和传动误差是提高弧齿锥齿轮副可靠性的关键。
本文采用局部综合法进行弧齿锥齿轮加工参数设计。
该方法能严格保证预定的齿面一阶和二阶接触参数。
在此基础上,本文全面考虑了齿轮副在小端、中部、大端啮合时的接触印痕和传动误差,并通过对可选加工参数的优化设计,有效消除了齿轮副的三阶接触缺陷,从而实现了弧齿锥齿轮副啮合质量的全局控制。
2 局部综合法 局部综合法是由L itvin 教授提出并完善的[1]。
本文简述此处应用基本步骤[2]:(1)按切齿调整卡确定大轮的加工参数,并在大轮齿面上指定参考点的位置,即预定齿面的一阶接触参数。
(2)根据产形轮和被加工大轮啮合时的线接触条件,由大轮加工参数和产形轮与被加工大轮间的相对运动关系求得大轮齿面上参考点处的主曲率和主方向。
(3)根据小轮和大轮啮合时的点接触条件,预定参考点处接触迹线的方向角、瞬时接触椭圆长轴长度和大轮相对于小轮的角加速度的值,即预定齿面的二阶接触参数,求得小轮齿面上参考点处的主曲率和主方向。
(4)根据产形轮和被加工小轮啮合时的线接触条件,由小轮参考点处的主曲率和主方向的值,确定小轮的加工参数。
3 弧齿锥齿轮加工参数的优化设计 按该法所得加工参数加工成弧齿锥齿轮副的齿面一阶和二阶接触参数能够被严格保证。
但是,齿轮副的三阶接触参数(参考点处的二阶接触参数在齿面相对滚动过程中及V H 检验时的变化率)并没有得到控制,因此,齿轮副仍有可能出现诸如菱形接触、鱼尾接触、S 形传动等三阶接触缺陷,还应通过优化设计加工参数来避免。
3.1 优化变量 在局部综合过程中,保证齿面的一阶和二阶接触参数所需的加工参数少于加工设备所能提供的调整参数,这才能通过对剩余参数的调整来实现优化过程。
对于采用磨齿工艺加工的弧齿锥齿轮副,可选的加工参数为小轮刀具齿形角、展成参考点时小轮滚比的一阶导数。
3.2 目标函数 通常认为理想的齿面接触情况是:接触迹线是一根直线并近似与根锥垂直,每一个瞬时接触椭圆的长轴大致相等,并有相同的方向,运动曲线呈中凸的抛物线形而且能够相交。
为达到这个目标,可通过三阶接触分析来进行优化方法设计[3]。
但该方法在齿面接触斑点较大时,可能达不到理想的效果。
本文采用如下方法来构造目标函数:(a )求参考点啮合时大、小轮的接触信息:在固定坐标系中,设:大轮的齿面方程为r ο2(Ηg ,Υg ,Ω2),法线方程为n ο2(Ηg ,Υg ,Ω2),其中Ηg 和Υg 为大轮齿面曲面坐标,Ω2为大轮转角。
小轮的齿面方程为r ο1(Ηp ,Υp ,Ω1),法线方程为r ο1(Ηp ,Υp ,Ω1),其中Ηp 和Υp 为小轮齿面曲面坐标,Ω1为小轮转角。
大、小轮连续接触应满足如下条件:r ο1(Ηp ,Υp ,Ω1)=r ο1(Ηg ,Υg ,Ω2)n ο1(Ηp ,Υp ,Ω1)=n ο1(Ηg ,Υg ,Ω2)(1) 参考点啮合时,两齿面满足啮合方程:n ο v ο(12)=0(2)且此时传动比等于理论值,即有:Ξ(2) Ξ(1)=N 1N 2。
其中N 1和N 2分别为小、大轮齿数。
(1)式中两个矢量方程包含了6个标量方程,由于n ο1和n ο2是单位矢量,故独立的方程数为5个。
(2)式为一标量方程。
将(1)式与(2)式联立,可解得所有6个未知数:Ηp 0,Υp 0,Ω10,Ηg 0,Υg 0和Ω20。
进而可由大轮齿面上的点r ο2(Ηg 0,Υg 0,Ω20)经锥面展开法变换得到大轮齿面二维旋转投影图上的点的位置(X 0,Y 0),并求得该点处瞬时接触椭圆长轴的长度A 0,而该点处的传动误差为0。
(b )求有效边界内大、小轮的接触迹线终点处的接触信息:在两相配齿面的有效边界内,接触迹线分别起止于两齿轮的齿顶处。
当两齿轮在大轮的齿顶处接触时,仍有(1)式成立。
此外,还有下列方程成立:∆a 2=tan -1y 22+z 22(x 2+f 2)(3)式中∆a 2为大轮面锥角,(x 2,y 2,z 2)为在与大轮固连的坐标系中的大轮齿面上点的三维坐标值,f 2为大轮节锥顶点到面锥顶点的距离。
将(1)式与(3)式联立,又可解得6个未知数:Ηp 1,Υp 1,Ω11,Ηg 1,g 121ο2(Ηg 1,Υg 1,Ω21)经锥面展开法变换得到大轮齿面二维旋转投影图上的点的位置(X 1,Y 1),并求得该点处瞬时接触椭圆长轴的长度A 1,而该点处的传动误差为:Ε1=(Ω21-Ω20)-(N 1 N 2)(Ω11-Ω10)。
同理,两齿轮在小轮的齿顶处接触时,有下列方程成立:∆a 1=tan -1y 21+z 21(x 1+f 1)(4)式中∆a 1为小轮面锥角,(x 1,y 1,z 1)为在与小轮固连的坐标系中的小轮齿面上点的三维坐标值,f 1为小轮节锥顶点到面锥顶点的距离。
将(1)式与(4)式联立,也可解得6个未知数:Ηp 2,Υp 2,Ω12,Ηg 2,Υg 2和Ω22。
在此基础上,由大轮齿面上的点r ο2(Ηg 2,Υg 2,Ω22)经锥面展开法变换得到大轮齿面二维旋转投影图上的点的位置(X 2,Y 2),并求得该点处瞬时接触椭圆长轴的长度A 2,而该点处的传动误差为:Ε2=(Ω22-Ω20)-(N 1 N 2)(Ω12-Ω10)。
(c )求出大、小轮在V H 检验时的接触信息:V H 检验是生产实践中常用的检验齿轮副啮合质量的一种方法。
当调整V H 值使齿轮副在大轮齿面小端中点共轭接触时,设小端中点在旋转投影图上的位置为(X t 0,Y t 0),则有:x 2=X t 0 , y 22+z 22=Y t 0(5) 可由(5)式解得大轮齿面上小端中点处的曲面坐标Ηg t 0,Υg t 0。
又有:r ο1-r ο2=f (Ηp ,Υp ,Ω1,Ω2,V ,H )n ο1-n ο2=f (Ηp ,Υp ,Ω1,Ω2)n ο v ο(12)=f (Ηp ,Υp ,Ω1,Ω2,V ,H )(6)(6)式中共有6个方程,可解得:Ηp t 0,Υp t 0,Ω1t 0,Ω2t 0,V t 0和H t 0六个未知数,在此基础上,可求得小端中点处瞬时接触椭圆长轴的长度A t 0,而该点处的传动误差为0。
在此条件下,重复(b )中的过程,可求得齿轮副在小端啮合时,接触迹线终点处的接触信息。
计有:在大轮齿顶接触时齿面旋转投影图上点的位置(X t 1,Y t 1)、该点处瞬时接触椭圆长轴长度A t 1及传动误差Εt 1;在小轮齿顶接触时齿面旋转投影图上点的位置(X t 2,Y t 2)、该点处瞬时接触椭圆长轴长度A t 2及传动误差Εt 2。
同理,求得齿轮副在大端啮合时的接触信息,计有:(X h 0,Y h 0),A h 0;(X h 1,Y h 1),A h 1,Εh 1;(X h 2,Y h 2),A h 2,Εh 2。
至此,求得了齿面上共9点处的接触信息,据此可形成目标函数进行优化,以消除三阶接触缺陷。
如:取 A 1-A 0 + A 2-A 0 最小,可避免菱形接触;取 X 1-X 0 + X 2-X 0 最小,可避免鱼尾接触;对于航空齿轮,为了尽可能地减少在载荷作用下产生边缘接触的可能性,可取 Ε1-Ε2 + Εt 167航空动力学报第 15 卷-Εt 2 + Εh 1-Εh 2 最小为目标函数等等。
实际应用中,可将多个目标加权求和后得到目标函数。
本文图1 齿轮副在不同安装误差下的接触印痕与传动误差算例中,为简明起见,取目标函数如下:m in: A 1-A 0 + A 2-A 0 + X 1-X 0 +X 2-X 0 + Ε1-Ε2 + Εt 1-Εt 2 + Εh 1-Εh 2 3.3 优化方法及结果 根据优化变量和目标函数的性质,采用轮流坐标搜索法[4]进行优化。
计算实例显示,小轮刀具齿形角的改变,主要对接触椭圆长轴长度影响较大,即该优化变量对避免菱形接触作用较大,而展成参考点时小轮滚比的一阶导数改变,主要对接触路径及传动误差曲线的形状影响较大,即该优化变量对避免鱼尾接触及S 形传动作用较大。
图1所示为采用本优化过程对某航空齿轮进行设计得到的TCA 结果。
上边依次为小端、中点、大端处的接触印痕图,下边为相应的传动曲线图。
由图中可以看出,优化结果是较为满意的。
4 结 论 本文采用局部综合法进行弧齿锥齿轮加工参数设计,在保证预定的齿面一阶和二阶接触参数的前提下,通过对可选加工参数优化设计,来消除齿轮副的三阶接触缺陷,使弧齿锥齿轮副试切调整过程大为简化,并可靠地保证了其啮合质量。
参 考 文 献1 L itvin F L .Gears Geom etry and A pp lied T heo ry [M ].Engle 2wood C liffs ,N J .P rentice H all ,19942 方宗德,杨宏斌.准双曲面齿轮的优化切齿设计[J ].汽车工程,1998,20(5):302-3073 王小椿,吴序堂.弧齿锥齿轮和双曲线齿轮的三阶接触分析和优化切齿计算[J ].齿轮,1989,13(2):1-104 王庆凯,王肇明.优化与最优控制中的计算方法[M ].北京:科学出版社,1986(责任编辑 王震华)Overa ll Opti m iza tion on M ach i ne -Tool Setti ngs of Sp ira l Bevel GearsT ian X ingb in , Fang Zongde(10th D ep t .N o rthw est Po lytechn ic U n iversity ,X i’an 710072,Ch ina )Abstract : T he first and second o rder con tact p aram eters of a sp iral bevel gear drive are p recon 2tro lled by u sing the local syn thesis m ethod .Con sidering the con tact p attern and tran s m issi on erro rs on toe ,m iddle ,heel con tacts ,the th ird o rder con tact sho rtcom ings are eli m inated by op ti m izing the m a 2ch ine -too l settings.T he overall con tro l of engagem en t quality is realized .Key words : sp iral bevel gear ;op ti m izati on ;m ach ine -too l settings77第 1 期田行斌等:弧齿锥齿轮加工参数的全局优化设计。