工艺执行检查表
- 格式:xlsx
- 大小:13.19 KB
- 文档页数:1

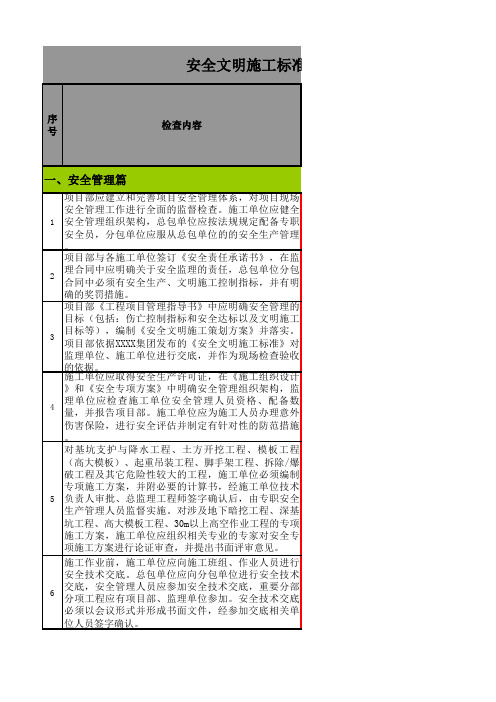
建筑施工工艺检查表
本文档是建筑施工过程中的工艺检查表,旨在确保施工工艺符合相关标准和要求,保证建筑质量和安全。
1.基础工程
地基处理情况
基坑开挖
地下室防水
2.结构工程
混凝土浇筑
钢筋安装
墙体砌筑
3.电气工程
电缆敷设
照明设备安装
系统接地情况
4.给排水工程
管道安装
排水设备安装
防水工艺
5.建筑装修
地面铺装
墙面装饰
门窗安装
1.工艺符合性:确认施工工艺符合相关标准和规范要求。
2.质量检查:检查施工工艺是否符合质量要求,如材料选用是否符合要求,工艺操作是否合理。
3.安全检查:检查施工工艺是否存在安全隐患,如施工材料存放是否有阻挡逃生通道,施工现场是否设置警示标识等。
4.验收记录:记录每个检查项目的结果,包括合格、不合格以及需要改进的地方。
1.制定施工工艺检查计划,确定检查项目和检查时间节点。
2.检查人员按计划进行工艺检查。
3.对每个检查项目进行详细记录,并进行评估。
4.向施工方提出不合格项整改要求。
5.定期进行工艺检查结果的总结和评估,提出改进措施。
通过施工工艺检查表的使用,可以有效控制施工过程中的质量和安全问题,保证建筑工程的高质量完成。

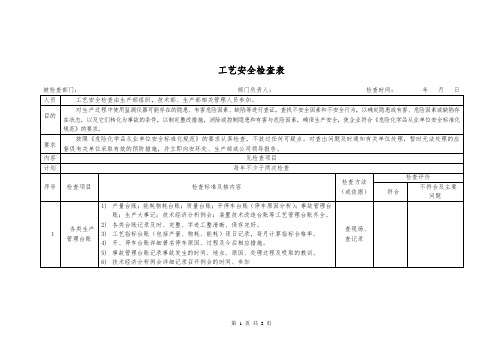
工艺纪律检查表一、设备与工装1、设备是否按照规定进行维护保养,保养记录是否完整?检查设备的日常保养记录,包括清洁、润滑、紧固等项目。
查看设备的定期检修计划和执行情况,是否按时进行了大、中、小修。
2、设备的运行状态是否正常,有无异常噪音、振动或发热?观察设备在运行过程中的表现,倾听是否有异常声音。
用手触摸设备表面,感受是否有过度的振动或发热。
3、工装是否完好无损,定位是否准确?检查工装的外观,有无变形、磨损或损坏。
验证工装在使用时的定位精度,是否符合工艺要求。
4、设备和工装的标识是否清晰,编号是否唯一?查看设备和工装的标识牌,确认其名称、型号、编号等信息是否清晰准确。
二、原材料与零部件1、原材料和零部件的采购是否符合规定的渠道和标准?核对采购合同和供应商清单,确认原材料和零部件的来源合法合规。
检查原材料和零部件的质量检验报告,是否符合相关标准。
2、原材料和零部件的存放是否符合要求,有无防潮、防锈、防变质措施?查看仓库的存储环境,温度、湿度是否适宜。
检查原材料和零部件的包装和防护措施是否到位。
3、领用的原材料和零部件是否经过检验和确认,有无错领、混领现象?查看领料单和检验记录,确认领用的物料经过了检验合格。
在生产现场抽查正在使用的原材料和零部件,核对其规格型号是否正确。
4、剩余的原材料和零部件是否妥善保管,是否有清晰的标识和记录?检查剩余物料的存放区域,是否整齐有序。
查看剩余物料的标识和台账,记录是否完整准确。
三、生产操作1、操作人员是否经过培训和考核,具备相应的技能和资质?查看操作人员的培训记录和资格证书。
现场询问操作人员对工艺文件的理解和掌握程度。
2、操作人员是否严格按照工艺文件进行操作,有无擅自更改工艺参数或操作方法?观察操作人员的实际操作过程,与工艺文件进行对比。
检查工艺参数的设定和调整记录,是否经过授权和审批。
3、生产过程中的自检、互检和专检是否执行到位,检验记录是否完整?询问操作人员自检的内容和方法,查看自检记录。

1钢筋应分类堆放需整齐,建立材料标识牌。
钢筋加工制作应在施工现场进行,宜采用无延伸功能的机械设备进行调直,钢筋调直后应进行力学性能和重量偏差的检验,其强度应符合有关标准的规定。
2直螺纹接头钢筋套丝要求:(1)钢筋端面宜平整并与钢筋轴线垂直,不得有马蹄形或扭曲;(2)钢筋端头加工完成后,应使用防护盖进行保护;(3)钢筋下料时宜用砂轮锯,不得用电焊、气割等切割,采用切断机切断后应使用手砂轮对断口打磨平整。
(4)经拧紧后的滚压直螺纹接头单边外露丝扣长度为1-2丝。
无套丝长度过长、丝头牙形不饱满、断牙、秃牙缺陷。
3电渣压力焊接头外观检查要求:(1)四周焊包凸出钢筋表面的高度不得小于4mm ;(2)钢筋与电极接触处,应无烧伤缺陷;(3)接头处的弯折角不得大于3°;(4)接头处的轴线偏移不得大于钢筋直径的0.1倍且不大于2mm 。
(5)电渣压力焊钢筋规格应大于等于16mm。
4钢筋电弧焊检查要求:(1)焊接Ⅰ、Ⅱ级钢采用E43焊条,焊接Ⅲ级钢采用E50焊条;(2)搭接焊要求单面焊为钢筋直径10d、双面焊为5d,焊缝要饱满、连续,不应有气孔、浮渣;(3)搭接焊钢筋必须提前预弯,两条钢筋与焊缝中心应在同一条直线上,弯折角不得大于4°;5植筋孔的位置、直径、孔深和垂直度应满足要求。
结构抹灰层、装饰层等不得作为锚固基材。
不得采用砌体或砌块作锚固连接基材。
大面积植筋前,必须先对不同品牌植筋胶和具有代表性的部位进行样板施工,抗拉拔承载力试验合格后方可进行大面积施工。
6受力钢筋的弯钩和弯折角度和箍筋弯后平直部分长度应符合设计和现行规范规定。
7墙柱钢筋应确保不偏位,根部应有防移位的相应措施,墙柱钢筋绑扎要求画线绑扎,水平(箍筋)钢筋间距满足设计要求,水平筋或箍筋与每根主筋相交位置绑扎到位,严禁跳绑。
对于双向板,板筋必须满绑,不得出现‘隔一绑一’的跳绑形式。
8钢筋安装使用马凳、塑料卡(垫块),控制保护层的厚度。

班组日常工艺检查表完整优秀版1. 检查对象- 班组:(填写班组名称)- 日期:(填写检查日期)2. 工艺检查内容2.1 设备运行状况- 检查设备是否正常运行,并记录异常情况。
- 检查设备的润滑情况,是否需要进行维护保养。
- 检查设备的使用环境是否符合安全要求。
2.2 工艺参数检查- 检查关键工艺参数是否符合要求,如温度、压力、速度等。
- 检查参数调整记录,确认是否在规定范围内。
- 如有异常情况,记录并及时采取措施进行调整。
2.3 产品质量检查- 抽查产品进行质量检验,记录检验结果。
- 检查产品外观,是否存在缺陷、损坏等问题。
- 检查产品尺寸、重量等指标,确保符合标准要求。
2.4 作业场所安全- 检查作业场所的安全设施是否完善,如防护栏、警示标识等。
- 检查操作流程是否安全规范,是否存在安全隐患。
- 检查工作人员是否佩戴必要的安全装备。
3. 检查结果记录- 根据检查情况,记录每一项检查内容的结果,包括正常、异常等。
- 对于异常情况,需要详细描述,并提出改进意见和处理措施。
- 签字确认:检查人员、班组负责人。
4. 改进措施执行情况- 对于之前发现的异常情况,记录改进措施的执行情况。
- 若改进措施已执行并取得满意结果,进行确认并记录。
- 若改进措施未能有效执行,请说明原因并提出调整建议。
5. 检查表评审和修改记录- 评审人:(填写评审人姓名)- 日期:(填写评审日期)- 修改记录:(描述对检查表的修改内容及原因,若无修改可不填写)以上为班组日常工艺检查表的完整优秀版,用于检查和记录工艺过程中的关键要点和结果。
完成检查后,根据实际情况进行改进和调整,以提高工艺的稳定性和产品质量。