工艺日常点检表
- 格式:xls
- 大小:87.00 KB
- 文档页数:69

日期:
班次:□白班□夜班点检事项
频率各镍槽pH值检查并调整
每班两次镍、锡槽弱电解是否开启
每班一次根据当天要生产的产品按照安培小时数添加添加剂每班一次各线脱脂是否需要更换
每班一次各线酸洗是否需要更换
每班一次各镍槽、锡槽阳极是否需要添加
每班一次各线镍槽液位调整(补水)
每班四次各线分析结果检查并添加
每天一次金槽波美度、pH检查并调整
每班一次是否有滤芯需要更换
每班一次是否有阳极袋需要更换
每班一次□其它:
*执行后记下执行的时间产线生产状况:
*当班使用的通道打“√”
审核:执行人:工艺日常点检表
执行时间备注。
伊比精密科技有限公司真空烧结炉日常生产点检表
烧结炉编号:工艺编号:最高温:持温时间开炉日期/时间:出炉日期/时间:
填表说明:
1,开炉前检查,确认无异常后在项目下方框内打钩。
a,氮、氩气剩余量需大于生产所需量;
b,压缩空气主压力应为0.5-0.7MPa;压缩空气副压力因为0.2-0.25MPa;
c,氮、氩气压力需满足:储气罐出气口调节阀0.5-0.6MPa;炉子进气口调节阀为0.15-0.2MPa;
d,进水水量应无异常;紧急用水应能满足要求(若为汽油供水泵,应能够正常启动);
e,炉门和各手动充气阀应锁紧;
f,清理捕腊器和收蜡罐后应手动开启“滑阀泵”+“脱蜡阀”抽真空,并关闭阀门包压2-5分钟观察压力无上升;
2,烧结过程中应0.5-1小时点检一次(氮、氩气压力为炉子进气口压力);
3,备注内可记录报警相关内容(如发生时间、报警内容、排除时间等);。
点检表模板摘要:1.点检表概述2.点检表的用途和优势3.点检表的分类与结构4.点检表的使用方法5.点检表的实例分析6.点检表的优化与完善正文:点检表是一种常用的数据记录和分析工具,被广泛应用于各个领域。
它可以帮助用户系统地收集、整理和分析数据,从而得出有价值的结论。
本文将从点检表的概述、用途和优势、分类与结构、使用方法、实例分析以及优化与完善等方面进行详细介绍。
一、点检表概述点检表,又称检查表、检验表等,是一种表格形式的检查、检验工具。
它通常包括一组预设的问题、指标或标准,用于对产品、过程或服务质量进行逐一检查。
点检表可以帮助企业及时发现问题、改进工艺、提高产品质量,从而满足客户需求。
二、点检表的用途和优势1.用途:点检表主要用于以下几个方面:(1)产品质量检验:对产品进行功能性、性能、外观等方面的检查。
(2)生产过程控制:对生产过程中的关键环节进行监控,确保生产质量。
(3)设备运行检查:对设备运行状态、保养情况等进行检查,预防设备故障。
(4)安全与环境检查:对生产环境、安全设施、环保措施等进行检查。
(5)管理体系审核:对管理体系进行内部审核,评估体系运行的有效性和适宜性。
2.优势:(1)结构清晰:点检表采用表格形式,使检查内容条理清晰,便于填写和分析。
(2)标准化:预设的问题和标准具有普遍性,可确保检查的客观性和一致性。
(3)易于执行:点检表内容简洁,操作方便,可快速完成检查。
(4)及时反馈:点检表可及时发现问题,为改进提供依据。
三、点检表的分类与结构1.分类:(1)按检查内容分:产品质量检查表、生产过程检查表、设备检查表等。
(2)按检查方式分:手工检查表、仪器检查表、现场检查表等。
2.结构:(1)表头:包括检查项目、检查部位、检查人员等。
(2)检查内容:包括问题、指标、标准等,可根据实际情况进行增减。
(3)检查结果:填写检查过程中发现的问题、异常情况等。
(4)验收标准:对检查结果进行评价,判断是否符合要求。
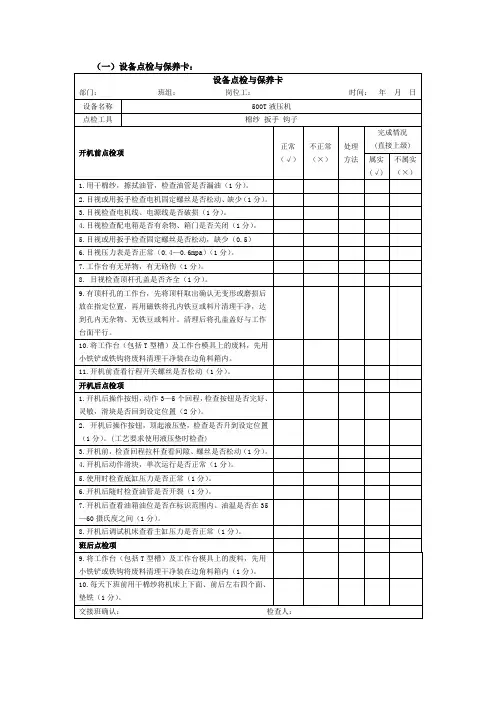
(一)设备点检与保养卡:
(二)点检标准:
1.操作按钮完好、灵敏,滑块能回到设定位置(1分)。
2.使用时操作按钮,顶起液压垫,能升到设定位置(1分)。
3.滑块运行正常(1分)。
4.确保拉杆螺丝紧固、无间隙(1分)。
(维修工)
5.确保油管无断裂(1分)。
6.确保行程开关螺丝紧固(1分)。
7.主缸压力正常(1分)。
8.工作中滑块导轨工作面必须有润滑油、螺丝一直紧固(1分)。
9.主缸压力保持在模具所需压力范围内(1分)。
10.保证工作台表面清洁、无硌伤(1分)。
11.保证工作台(包括T型槽)上无废料(1分)。
12.保证有顶杆的工作台顶杆孔无变形、磨损且顶杆孔内无杂物(2分)。
13.机床墙壁四周螺丝齐全、完好、紧固(1分)。
14.固定螺丝及周围无油渍、杂物(1分)。
15.设备外壁无积尘、油渍(1分)。
16.安全标识牌紧固、完好、无油渍、积尘(1分)。
17.设备在工作完毕后任何部位不得有残留废料、铁屑等杂物(1分)。
18.设备外壁不得有油渍、过期粘贴物、棉纱屑等(1分)。
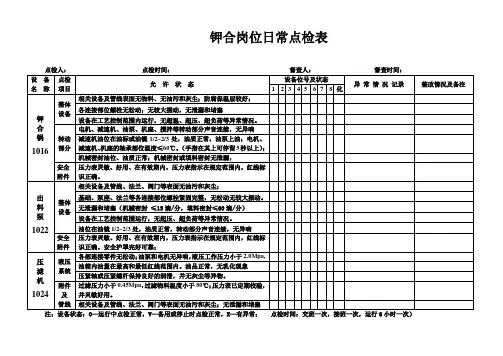
钾合岗位日常点检表注:设备状态:O—运行中点检正常,V—备用或停止时点检正常,X—有异常;点检时间:交班一次,接班一次,运行6小时一次)降膜岗位日点检表注:设备状态:O—运行中点检正常,V—备用或停止时点检正常,X—有异常;点检时间:交班一次,接班一次,运行6小时一次)(新)旧浓缩、脱水岗位日常点检表注:设备状态:O—运行中点检正常,V—备用或停止时点检正常,X—有异常;点检时间:交班一次,接班一次,运行6小时一次)注:设备状态:O—运行中点检正常,V—备用或停止时点检正常,X—有异常;点检时间:交班一次,接班一次,运行6小时一次)碱熔岗位日常点检表注:设备状态:O—运行中点检正常,V—备用或停止时点检正常,X—有异常;点检时间:交班一次,接班一次,运行6小时一次)钠氨岗位日常点检表注:设备状态:O—运行中点检正常,V—备用或停止时点检正常,X—有异常;点检时间:交班一次,接班一次,运行6小时一次)氧化岗位日常点检表注:设备状态:O—运行中点检正常,V—备用或停止时点检正常,X—有异常;点检时间:交班一次,接班一次,运行6小时一次)氨回收岗位日常点检表注:设备状态:O—运行中点检正常,V—备用或停止时点检正常,X—有异常;点检时间:交班一次,接班一次,运行6小时一次)压滤岗位日常点检表点检人:点检时间:督查人:督查时间:注:设备状态:O—运行中点检正常,V—备用或停止时点检正常,X—有异常;点检时间:交班一次,接班一次,运行6小时一次)盘干岗位日常点检表点检人:点检时间:督查人:督查时间:注:设备状态:O—运行中点检正常,V—备用或停止时点检正常,X—有异常;点检时间:交班一次,接班一次,运行6小时一次)打浆岗位日常点检表点检人:点检时间:督查人:督查时间:造粒岗位日常点检表点检人:点检时间:督查人:督查时间:包装岗位日常点检表点检人:点检时间:督查人:督查时间:注:设备状态:O—运行中点检,V—备用或停止时点检,X—有异常,点检时间:交班一次,接班一次,运行6小时一次)热油炉岗位日常点检表机泵房岗位日常点检表点检人:点检时间:督查人:督查时间:。

东莞市郭氏精密机械制造有限公司设备日常点检记录表部门:设备名称:冲床组长:主管:经理:FRM-055-01东莞市郭氏精密机械制造有限公司设备日常点检记录表部门:设备名称:油压机组长:主管:经理:FRM-055-01东莞市郭氏精密机械制造有限公司设备日常点检记录表组长:主管:经理:FRM-055-01东莞市郭氏精密机械制造有限公司设备日常点检记录表组长:主管:经理:FRM-055-01东莞市郭氏精密机械制造有限公司设备日常点检记录表组长:主管:经理:FRM-055-01东莞市郭氏精密机械制造有限公司设备日常点检记录表部门: 设备名称:数控折弯机设备编号:日期: 年 月份组长:主管:经理:FRM-055-01东莞市郭氏精密机械制造有限公司设备日常点检记录表部门: 设备名称:剪板机设备编号:日期: 年 月份组长:主管:经理:FRM-055-01东莞市郭氏精密机械制造有限公司设备日常点检记录表部门: 设备名称:碰焊机设备编号:日期: 年 月份组长:主管:经理:FRM-055-01东莞市郭氏精密机械制造有限公司设备日常点检记录表部门: 设备名称:切角机设备编号:日期: 年 月份组长:主管:经理:FRM-055-01东莞市郭氏精密机械制造有限公司设备日常点检记录表部门: 设备名称:折板机设备编号:日期: 年 月份组长:主管:经理:FRM-055-01东莞市郭氏精密机械制造有限公司设备日常点检记录表部门: 设备名称:打包机设备编号:日期: 年 月份组长:主管:经理:FRM-055-01东莞市郭氏精密机械制造有限公司设备日常点检记录表部门: 设备名称:攻牙机设备编号:日期: 年 月份備註: 1.每日上班時立即作自主檢查,以上項目如有問題,須立刻向主管反應.2.點檢結果良好打"√",點檢異常打"X" 休息時打"-"3.本表請保養人確實填寫,若影響效率、品質、人員安全,請主動呈報檢修,以達到預防保養的目的.組長:主管:經理:FRM-055-01东莞市郭氏精密机械制造有限公司设备日常点检记录表部门: 设备名称:激光切割机设备编号:日期: 年 月份东莞市郭氏精密机械制造有限公司设备日常点检记录表部门: 设备名称:CNC数控冲床设备编号:日期: 年 月份组长:主管:经理:FRM-055-01东莞市郭氏精密机械制造有限公司设备日常点检记录表部门: 设备名称:切管机设备编号:日期: 年 月份设备日常点检记录表部门: 设备名称:机械臂设备编号:日期: 年 月份设备日常点检记录表部门: 设备名称:U槽成型机设备编号:日期: 年 月份组长:主管:经理:FRM-055-01。
日期:
班次:□白班□夜班点检事项
频率各镍槽pH值检查并调整
每班两次镍、锡槽弱电解是否开启
每班一次根据当天要生产的产品按照安培小时数添加添加剂每班一次各线脱脂是否需要更换
每班一次各线酸洗是否需要更换
每班一次各镍槽、锡槽阳极是否需要添加
每班一次各线镍槽液位调整(补水)
每班四次各线分析结果检查并添加
每天一次金槽波美度、pH检查并调整
每班一次是否有滤芯需要更换
每班一次是否有阳极袋需要更换
每班一次□其它:
*执行后记下执行的时间产线生产状况:
*当班使用的通道打“√”
审核:执行人:工艺日常点检表
执行时间备注。