工艺检查表模板
- 格式:docx
- 大小:14.88 KB
- 文档页数:1
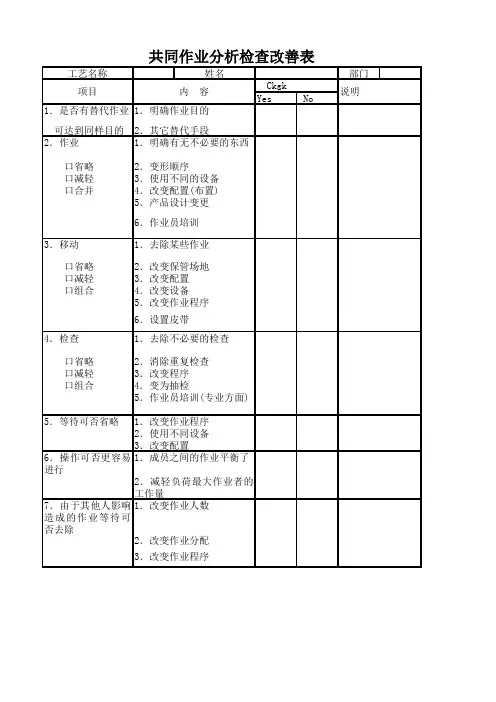
工艺名称姓名部门
Yes
No 1.是否有替代作业 可达到同样目的 2.作业 口省略 口减轻 口合并 3.移动 口省略 口减轻 口组合 4.检查 口省略 口减轻 口组合
5.等待可否省略
项目
内 容
Ckgk 说明2.其它替代手段
1.明确有无不必要的东西1.明确作业目的 3.使用不同的设备4.改变配置(布置)5.产品设计变更6.作业员培训2.变形顺序
1.去除某些作业2.改变保管场地3.改变配置4.改变设备6.设置皮带 5.改变作业程序1.去除不必要的检查2.消除重复检查3.改变程序4.变为抽检
5.作业员培训(专业方面) 3.改变配置
1.改变作业程序共同作业分析检查改善表
7.由于其他人影响造成的作业等待可否去除
1.改变作业人数2.改变作业分配
3.改变作业程序
6.操作可否更容易进行
1.成员之间的作业平衡了
2.减轻负荷最大作业者的工作量
2.使用不同设备。
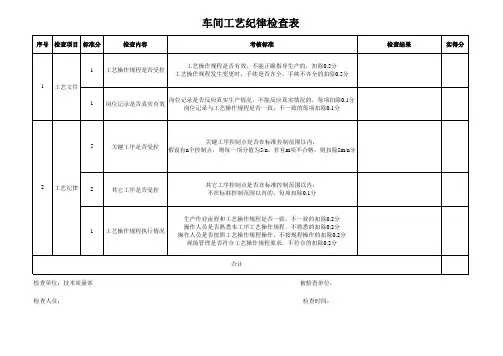
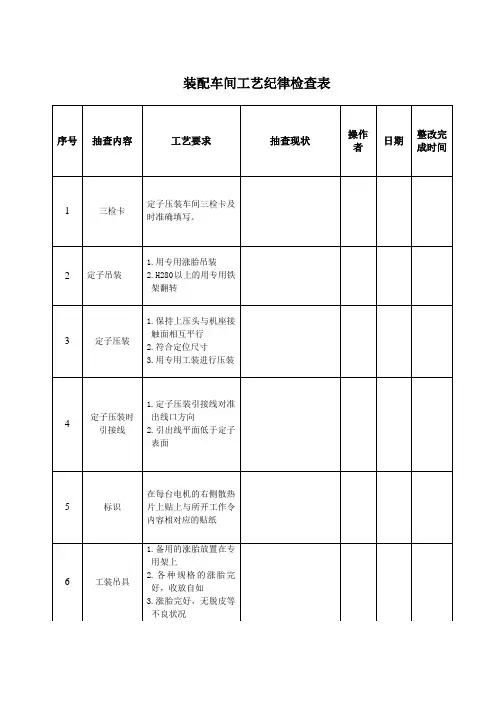
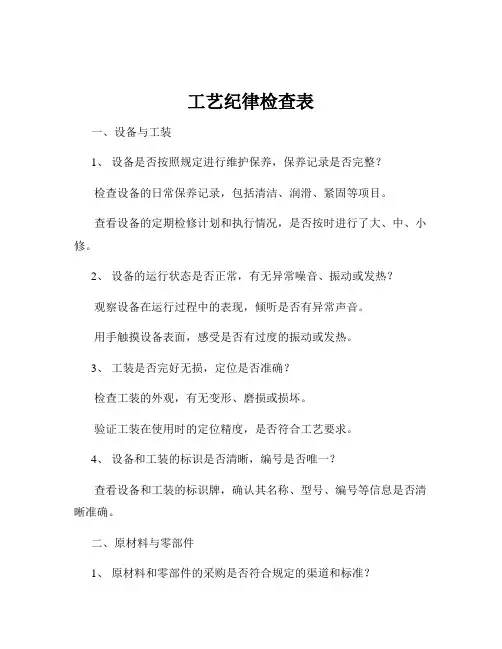
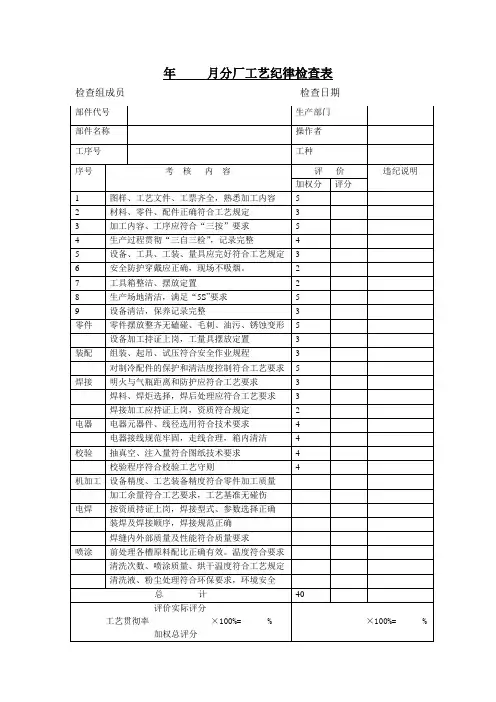
工艺纪律检查表一、设备与工装1、设备是否按照规定进行维护保养,保养记录是否完整?检查设备的日常保养记录,包括清洁、润滑、紧固等项目。
查看设备的定期检修计划和执行情况,是否按时进行了大、中、小修。
2、设备的运行状态是否正常,有无异常噪音、振动或发热?观察设备在运行过程中的表现,倾听是否有异常声音。
用手触摸设备表面,感受是否有过度的振动或发热。
3、工装是否完好无损,定位是否准确?检查工装的外观,有无变形、磨损或损坏。
验证工装在使用时的定位精度,是否符合工艺要求。
4、设备和工装的标识是否清晰,编号是否唯一?查看设备和工装的标识牌,确认其名称、型号、编号等信息是否清晰准确。
二、原材料与零部件1、原材料和零部件的采购是否符合规定的渠道和标准?核对采购合同和供应商清单,确认原材料和零部件的来源合法合规。
检查原材料和零部件的质量检验报告,是否符合相关标准。
2、原材料和零部件的存放是否符合要求,有无防潮、防锈、防变质措施?查看仓库的存储环境,温度、湿度是否适宜。
检查原材料和零部件的包装和防护措施是否到位。
3、领用的原材料和零部件是否经过检验和确认,有无错领、混领现象?查看领料单和检验记录,确认领用的物料经过了检验合格。
在生产现场抽查正在使用的原材料和零部件,核对其规格型号是否正确。
4、剩余的原材料和零部件是否妥善保管,是否有清晰的标识和记录?检查剩余物料的存放区域,是否整齐有序。
查看剩余物料的标识和台账,记录是否完整准确。
三、生产操作1、操作人员是否经过培训和考核,具备相应的技能和资质?查看操作人员的培训记录和资格证书。
现场询问操作人员对工艺文件的理解和掌握程度。
2、操作人员是否严格按照工艺文件进行操作,有无擅自更改工艺参数或操作方法?观察操作人员的实际操作过程,与工艺文件进行对比。
检查工艺参数的设定和调整记录,是否经过授权和审批。
3、生产过程中的自检、互检和专检是否执行到位,检验记录是否完整?询问操作人员自检的内容和方法,查看自检记录。
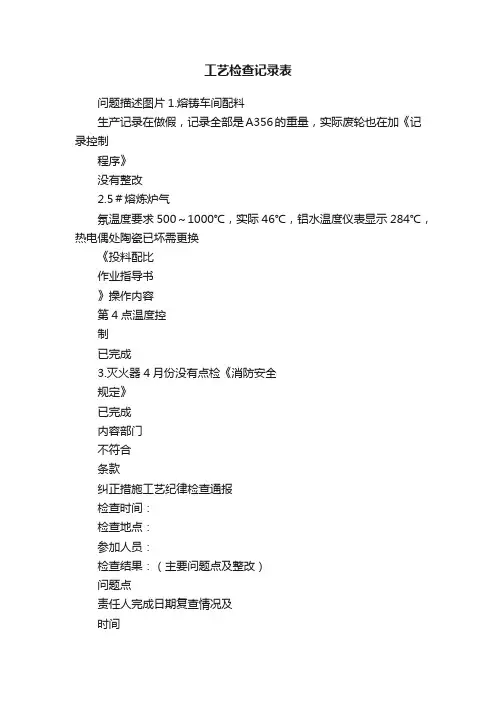
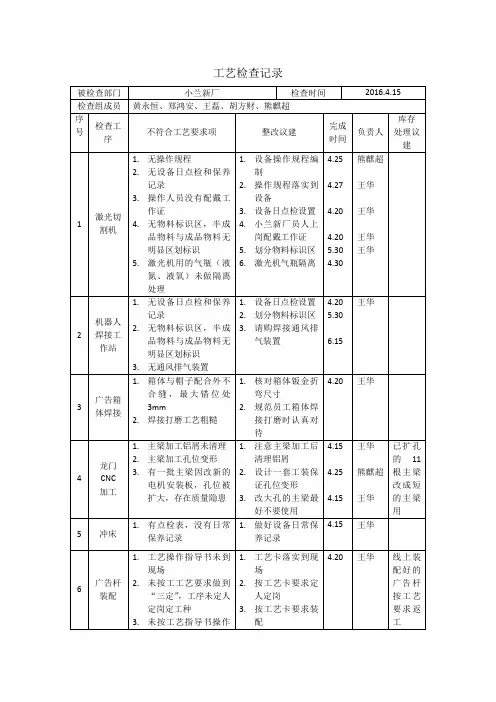
工艺检查记录表问题描述图片1.熔铸车间配料生产记录在做假,记录全部是A356的重量,实际废轮也在加《记录控制程序》没有整改2.5#熔炼炉气氛温度要求500~1000℃,实际46℃,铝水温度仪表显示284℃,热电偶处陶瓷已坏需更换《投料配比作业指导书》操作内容第4点温度控制已完成3.灭火器4月份没有点检《消防安全规定》已完成内容部门不符合条款纠正措施工艺纪律检查通报检查时间:检查地点:参加人员:检查结果:(主要问题点及整改)问题点责任人完成日期复查情况及时间4.23#机生产的5460 5#模没有工艺卡和设备点检卡已完成5.5#熔化炉打印温度处合格证已过期,需更换《测量设备控制程序》没有整改6.冷干机的设备点检卡没有《设备操作规程》的要求没有整改7.电子称是有了,但没有在用(水位很低,水中重量称不了) 《铝液氢含量检验规程》的要求,《铝液精炼作业指导书》第7点铝液检测水位是到了,但水需更换太混了8.产品摆放超出1.7m 《X光检查作业指导书》操作内容第8点产品叠放(最高1.7m)9.5#熔炼炉温度记录打印纸4月25日已打印完,需更换《设备操作规程》的要求1.料框号已掉,进炉时记录的料框号是14,实际打的是5号料框号,记录不完整没有硬度和热处理钢号《椭圆度、平面度作业指导书》操作内容第3点打钢号对料框号进行补上;建议工艺对热处理追溯钢号改进为日期+班号,这样既方便生产又同样可以清楚追溯.5月6日每次检查都存在着一样的问题2.没有设备报警装置点检卡《设备操作规程》的要求由机修每星期一进行点检4月26日已完成3.产品没有标识《记录控制程序》对车间产品进行标识,特别是少量零星产品4月25日已完成4.厂道上热处理后的产品是这样摆放的(两托叠在一起)落实叉车工整改4月26日已完成1.1#加工中心没有工艺卡,2#加工中心生产5737产品没有工艺卡,现场的工艺卡是5214、56801、2#加工中心还没有工艺2.1#加工中心的产品是这样放在工作台上的《6S管理规定》中要求已完成3.换刀卡片已写满需更换《钻孔作业指导书》1.现场没有涂层试验用的胶带纸,工作台也很乱《喷粉作业指导书》、《喷漆下件作业指导书》涂层试验要求已完成2.打磨后清洗作业指导书的链速改为2.0~2.3m/min,点检部位示意图是2.2m/min《打磨后清洗作业指导书》操作内容第5点粉体清洗没整改3.灭火器4月份没有点检《消防安全规定》已完成4.打磨后清洗设备点检卡记录不及时,有些班都很长时间没有记录了《设备操作规程》的要求已完成5.热水洗温度超出工艺范围,要求50~60℃,实际显示76℃《前处理作业指导书》操作内容第5点前处理1.以上检查不符合项各责任部门在5月2日前完成整改计划,并提交。
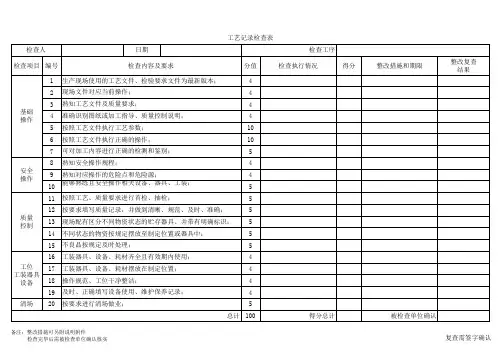
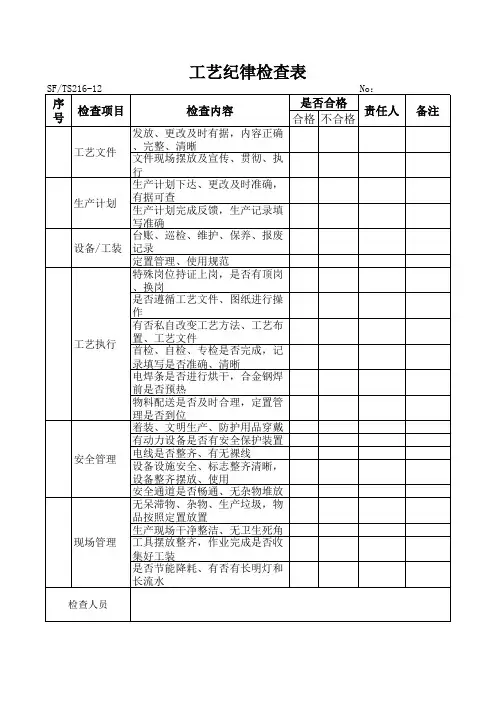
工艺检查记录表
1. 工艺技术文件必须齐全、正确,并符合要求,以方便操作人员使用。
2. 工艺技术文件必须按规定程序审批后方可执行,不得随意修改。
各部门应建立本部门的巡回检查制度,内容符合要求,并根据巡检项目内容编制巡回检查记录表。
巡检人员应及时巡检并记录,记录表不得随意涂改。
3. 交接班内容应遵照“十交”,“五不交”严格进行,交接班
记录内容应齐全、清晰。
4. 每轮班后会应召开并形成记录,班后会内容应包含安全、生产等内容。
5. 一般变更项目应经园区分管领导审批后报PHSE部备案,变更实施、验收过程应填写“一般变更记录表”。
6. 重大变更项目所在部门应填写“变更实施方案”,项目实施过程如有调整应填写“变更调整单”。
外观、工艺检查表附件一外观、工艺检查表序号部位检查内容1、路基表面不平整~路拱不合适~不能良好排水~存在翻浆现象。
2、边线不直顺~曲线不圆滑。
3、上边坡存在松石~取土坑、弃土堆、护坡道、碎落台位臵随意乱选~外型不整齐~不美观。
路基一 4、碾压不到边。
土石方5、碾压含水量过大或过小。
6、加宽路段衔接工艺不规范。
7、临时排水系统设臵不全或不能起到应有作用。
1、使用易风化或尺寸小于30cm的石料挤淤,砂垫层宽度出路基边脚不足0.1m或不满足设计宽度。
软基 2、砂垫层表面坑洼不平。
二处理 3、土工布皱折不平顺。
4、袋装砂井、塑料排水板间距不均匀。
5、碎石桩、粉喷桩间距不均匀。
1、边线不直顺。
2、沟底凸凹不平~有松散土。
路基边3、堆有垃圾、杂物、排水不畅通。
三坡及边4、浆砌排水沟砌体内侧或沟底不平顺。
沟5、砌体抹面不平整、不光洁、不直顺或有裂缝、空鼓、翘曲现象。
1、所用石料不符合规范要求。
2、砌筑工艺不符合规范要求。
3、挡土墙沉降缝、泄水孔数量不符合设计要求。
挡土墙4、砌石没有分层错缝~存有通缝现象。
防护及四5、勾缝不平顺、不均匀~有脱落现象。
其他砌6、挡土墙泄水孔有堵塞。
石工程7、沉降缝不整齐~上下不贯通~填料不符合设计要求。
8、网格及空心砖防护大面不平整~安装不稳固。
1、砌体不直顺~表面不平整~砌缝不均匀~做宽缝、勾假缝~勾缝不平顺~勾缝脱落。
2、拱圈出现拱顶或四分点区局部下翘现象。
3、各部件外形轮廓不清晰~线条不直顺~有翘曲象。
4、防护工程塌陷。
中桥、小5、涵洞不直顺~进出口不平顺~存有阻水现象~帽石、一字墙或八字五桥涵结墙不平直~有翘曲现象。
构物6、构造物两端路基下沉~出现桥头跳车现象。
7、支座受力不均匀~有架空现象或出现不平整问题。
8、桥面不平整~有存水现象。
9、桥面出现破碎、油包等病害。
附件一挖孔桩注桩1、桩头凿除不彻底~凿除时间太早。
2、钻孔桩需嵌入承台内的锚固钢筋长度不够。
3、凿至桩头时将其主筋严重弯曲。