检测位置度误差
- 格式:ppt
- 大小:336.50 KB
- 文档页数:5
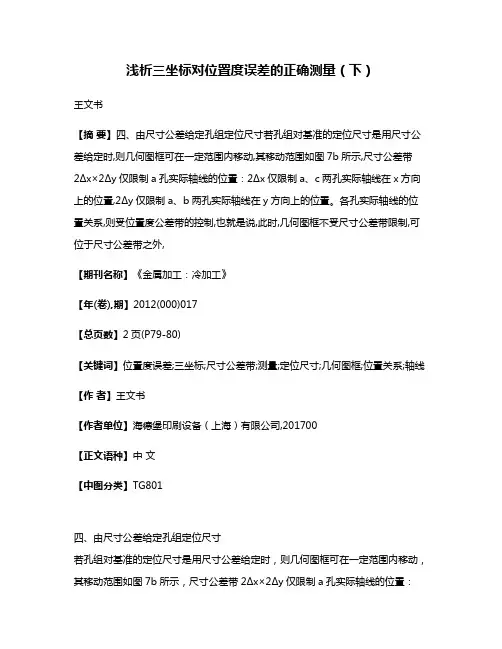
浅析三坐标对位置度误差的正确测量(下)王文书【摘要】四、由尺寸公差给定孔组定位尺寸若孔组对基准的定位尺寸是用尺寸公差给定时,则几何图框可在一定范围内移动,其移动范围如图7b所示,尺寸公差带2Δx×2Δy仅限制a孔实际轴线的位置:2Δx仅限制a、c两孔实际轴线在x方向上的位置,2Δy仅限制a、b两孔实际轴线在y方向上的位置。
各孔实际轴线的位置关系,则受位置度公差带的控制,也就是说,此时,几何图框不受尺寸公差带限制,可位于尺寸公差带之外,【期刊名称】《金属加工:冷加工》【年(卷),期】2012(000)017【总页数】2页(P79-80)【关键词】位置度误差;三坐标;尺寸公差带;测量;定位尺寸;几何图框;位置关系;轴线【作者】王文书【作者单位】海德堡印刷设备(上海)有限公司,201700【正文语种】中文【中图分类】TG801四、由尺寸公差给定孔组定位尺寸若孔组对基准的定位尺寸是用尺寸公差给定时,则几何图框可在一定范围内移动,其移动范围如图7b所示,尺寸公差带2Δx×2Δy仅限制a孔实际轴线的位置:2Δx仅限制a、c两孔实际轴线在x方向上的位置,2Δy仅限制a、b两孔实际轴线在y方向上的位置。
各孔实际轴线的位置关系,则受位置度公差带的控制,也就是说,此时,几何图框不受尺寸公差带限制,可位于尺寸公差带之外,而这些孔的实际轴线必须位于位置度公差带与定位尺寸公差带的重叠部分。
此时,测量方法同上,其实际轴线的位置度误差值除了要满足上述基本式外,同时应测量各孔的边心距xi、yi,并且xi、yi应分别位于的极限尺寸x、y之间。
五、控制实效边界原则为了便于工厂测量,常常可以采取控制实效边界的方法,使用综合量规。
要求量规应通过被测零件,并与其基准面相接触,量规销的直径为被测孔的实效尺寸,量规各销的位置与被测孔的理想位置相同。
对小型薄壁型零件,可以使用投影仪测量其位置度误差值,其原理与使用综合量规相同。
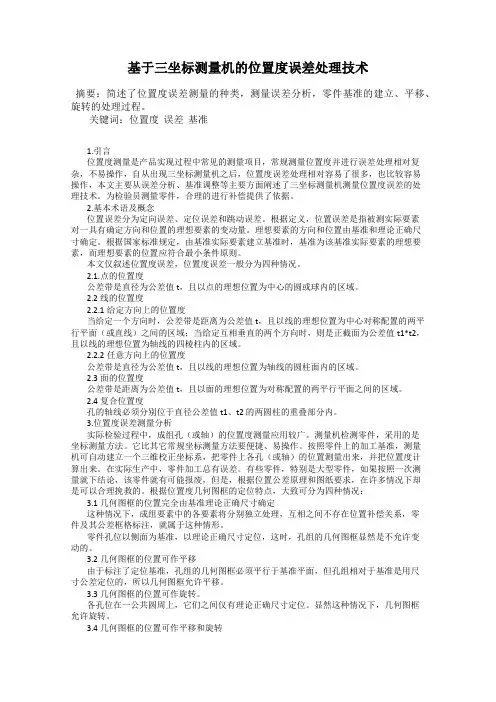
基于三坐标测量机的位置度误差处理技术摘要:简述了位置度误差测量的种类,测量误差分析,零件基准的建立、平移、旋转的处理过程。
关键词:位置度误差基准1.引言位置度测量是产品实现过程中常见的测量项目,常规测量位置度并进行误差处理相对复杂,不易操作,自从出现三坐标测量机之后,位置度误差处理相对容易了很多,也比较容易操作,本文主要从误差分析、基准调整等主要方面阐述了三坐标测量机测量位置度误差的处理技术。
为检验员测量零件,合理的进行补偿提供了依据。
2.基本术语及概念位置误差分为定向误差、定位误差和跳动误差。
根据定义,位置误差是指被测实际要素对一具有确定方向和位置的理想要素的变动量。
理想要素的方向和位置由基准和理论正确尺寸确定。
根据国家标准规定,由基准实际要素建立基准时,基准为该基准实际要素的理想要素,而理想要素的位置应符合最小条件原则。
本文仅叙述位置度误差,位置度误差一般分为四种情况。
2.1.点的位置度公差带是直径为公差值t,且以点的理想位置为中心的圆或球内的区域。
2.2线的位置度2.2.1给定方向上的位置度当给定一个方向时,公差带是距离为公差值t,且以线的理想位置为中心对称配置的两平行平面(或直线)之间的区域;当给定互相垂直的两个方向时,则是正截面为公差值t1*t2,且以线的理想位置为轴线的四棱柱内的区域。
2.2.2任意方向上的位置度公差带是直径为公差值t,且以线的理想位置为轴线的圆柱面内的区域。
2.3面的位置度公差带是距离为公差值t,且以面的理想位置为对称配置的两平行平面之间的区域。
2.4复合位置度孔的轴线必须分别位于直径公差值t1、t2 的两圆柱的重叠部分内。
3.位置度误差测量分析实际检验过程中,成组孔(或轴)的位置度测量应用较广。
测量机检测零件,采用的是坐标测量方法。
它比其它常规坐标测量方法要便捷、易操作。
按照零件上的加工基准,测量机可自动建立一个三维校正坐标系,把零件上各孔(或轴)的位置测量出来,并把位置度计算出来。

位置度误差测量实验注意事项
1. 一定要仔细选择测量工具啊!就像你去打仗,得挑一把趁手的兵器,不然怎么能打胜仗呢?比如测量一个小零件,你用个超级大的卡尺,那能测准吗?
2. 测量环境可太重要啦!你想想,要是在一个乱糟糟、还老是晃动的地方测量,那数据能靠谱吗?就好比你在颠簸的车上写作业,能写好吗?
3. 操作步骤千万别弄错啊!这就像做饭,先放啥后放啥都有讲究,要是弄反了,能做出美味佳肴吗?比如先读数再固定,顺序错了可不行!
4. 读数的时候眼睛可得瞪大了!别迷迷糊糊的,这可不是开玩笑的事儿。
就像你看电影找自己的座位,看错了不就坐错地方啦?
5. 多测几次总是没错的呀!一次就下结论,那多不靠谱。
好比你只尝一口菜就说好吃不好吃,那多不准确呀!
6. 记录数据要认真啊!别马马虎虎的,不然回头自己都不认识写的啥。
这就像写日记,乱七八糟的谁能看懂呀?
7. 仪器要保养好呀!你对它好,它才会对你好。
就像你养宠物,精心照顾它,它才会乖乖的呀!
8. 遇到问题别慌张呀!冷静下来想想办法。
难道一遇到困难就打退堂鼓吗?那可不行!
9. 要和同伴好好配合呀!一个人可干不好所有的事。
就像打篮球,不团队合作怎么能赢呢?
10. 时刻保持警惕心呀!别觉得这很简单就掉以轻心。
就像走钢丝,稍不注意就会出问题的!
我觉得做好位置度误差测量实验,这些注意事项真的都特别重要,每一个都不能忽视呀!。
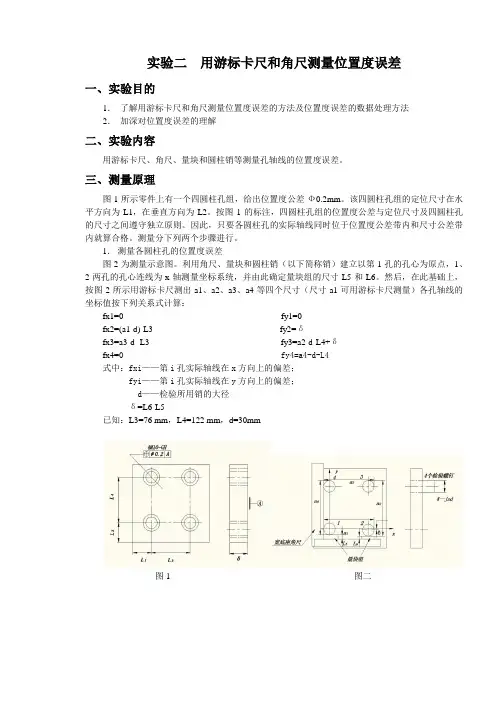
实验二用游标卡尺和角尺测量位置度误差一、实验目的1.了解用游标卡尺和角尺测量位置度误差的方法及位置度误差的数据处理方法2.加深对位置度误差的理解二、实验内容用游标卡尺、角尺、量块和圆柱销等测量孔轴线的位置度误差。
三、测量原理图1所示零件上有一个四圆柱孔组,给出位置度公差Ф0.2mm。
该四圆柱孔组的定位尺寸在水平方向为L1,在垂直方向为L2。
按图1的标注,四圆柱孔组的位置度公差与定位尺寸及四圆柱孔的尺寸之间遵守独立原则。
因此,只要各圆柱孔的实际轴线同时位于位置度公差带内和尺寸公差带内就算合格。
测量分下列两个步骤进行。
1.测量各圆柱孔的位置度误差图2为测量示意图。
利用角尺、量块和圆柱销(以下简称销)建立以第1孔的孔心为原点,1、2两孔的孔心连线为x轴测量坐标系统,并由此确定量块组的尺寸L5和L6。
然后,在此基础上,按图2所示用游标卡尺测出a1、a2、a3、a4等四个尺寸(尺寸a1可用游标卡尺测量)各孔轴线的坐标值按下列关系式计算:fx1=0 fy1=0fx2=(a1-d)-L3 fy2=δfx3=a3-d -L3 fy3=a2-d-L4+δfx4=0 fy4=a4-d-L4式中:fxi——第i孔实际轴线在x方向上的偏差;fyi——第i孔实际轴线在y方向上的偏差;d——检验所用销的大径δ=L6-L5已知:L3=76mm,L4=122mm,d=30mm图1 图二根据各孔的偏差坐标值,就可以利用作图法来求解各孔的位置度误差是否合格(见后面附例)。
四、测量步骤1.测量各圆柱孔的位置度误差(1)将销插入圆柱孔中,再将工件平放在平板上(2)将角尺内侧的一边与1、2两孔中的销接触,并反复试选量块组尺寸L5和L6,放入1的y方向上与销接触,同时又能与角尺内侧的另一面紧贴。
这样,测量坐标系统才能建立。
记录量块组的尺寸L5和L6,算出Δ值。
(3)用0.02mm读数的游标卡尺按图2所示分别测出a1、a2、a3、a4等四个尺寸。
基于纸样检具法的位置度误差的数据处理崔丽娟【摘要】主要阐述了纸样检具法的原理、操作方法和特点.并结合实例,分别说明了在位置公差标注体系和正负公差标注体系下纸样检具法的具体应用.【期刊名称】《制造技术与机床》【年(卷),期】2010(000)010【总页数】5页(P86-90)【关键词】纸样检具法;位置度;数据处理;孔组;最大实体原则【作者】崔丽娟【作者单位】燕山大学职业技术学院,河北,秦皇岛,066004【正文语种】中文实际生产中,常用位置度公差来控制具有阵列或圆周分布特征的孔组(或者销组)的公差带分布区域。
在诸多的位置度误差检测方法中,普遍采用的是按测量坐标值原则进行的。
这些方法的共同特点是将工件的被测要素用坐标值(如直角坐标、极坐标、圆柱面坐标等)的方法测量并记录下来,然后用数据处理的方法求出其位置度误差。
数据处理的方法有很多。
常见的有公式法,即根据求得的坐标偏差fx和fy,利用公式进行计算;或者图表换算法,即根据坐标偏差fx和fy,查阅《坐标偏差与位置度误差换算表》,直接查出;或者图解法,即在坐标纸上按照fx、fy描出各孔中心,然后用一最小包容圆将各孔中心包容,此时最小包容圆的直径就是位置度误差。
图解法简单、易操作,便于现场以及小批量时采用。
但是,当被测要素采用最大实体原则时,如果某点已经超出公差圆,但是否真正超差,则还需要进一步分析。
这是因为根据最大实体原则的要求,该点可能存在一个补偿公差。
尤其是对于广泛采用最大实体原则标注的孔组来说,此时图解法就很显繁琐了。
和我国的图解法类似,国外有一种纸样检具法(国外称之为Paper Gaging),则可以很轻松地求出最大实体原则下的孔组位置度或者评价孔组的位置度误差是否合格。
1 纸样检具法(Paper Gaging)原理在美国机械工程师协会标准 ASME Y14.5M-1994《Dimensioning and Tolerancing》(尺寸和公差计算)和 ASME Y14.43 -2003《Dimensioning and Tolerancing Principles for Gages and Fixtures》(量规及卡具的尺寸和公差选定原则)中,纸样检具法被定义为“利用图解和数学处理的方法对检测数据进行评价,是由功能量规(如位置度综合量规)派生出的数据处理方法”。
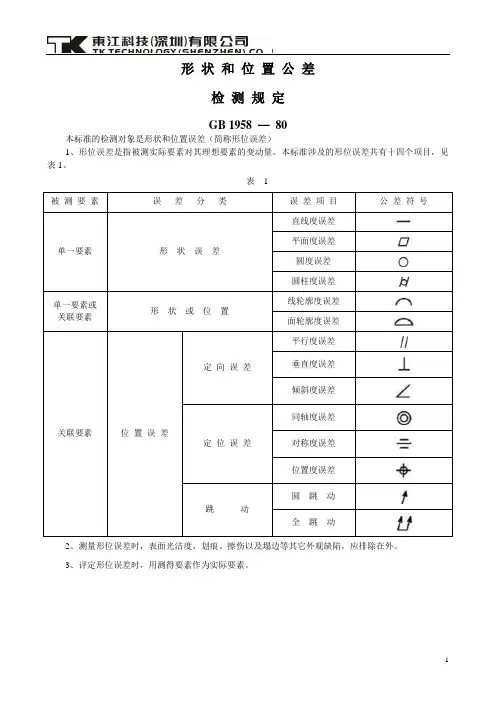
分类位置误差根据其位置,可以分为以下三类:定向误差:平行度、垂直度和倾斜度定位误差:位置度、同轴度和对称度跳动:圆跳动、全跳动1、定向误差定义:是被测实际要素对一具有确定方向的理想要素的变动量,该理想要素的方向由基准确定。
意义:定向误差值用定向最小包容区域(简称定向最小区域)的宽度或直径表示。
定向最小区域是指按理想要素的方向包容被测实际要素时,具有最小宽度或直径的包容区域。
理想要素首先要与基准平面保持所要求的方向,然后再按此方向来包容实际要素,所形成的最小包容区域,即定向最小区域。
定向公差具有如下特点:1) 定向公差带相对基准有确定的方向,而其位置往往是浮动的。
2) 定向公差带具有综合控制被测要素的方向和形状的功能。
因此在保证功能要求的前提下,规定了定向公差的要素,一般不再规定形状公差,只有需要对该要素的形状有进一步要求时,则可同时给出形状公差,但其公差数值应小于定向公差值。
2、定位误差定义:是被测实际要素对一具有确定位置的理想要素的变动量,该理想要素的位置由基准和理论正确尺寸来确定。
意义:定位误差值用定位最小包容区域(简称定位最小区域)的宽度或直径表示。
定位最小区域是指以理想要素定位来包容被测实际要素时,具有最小宽度或直径的包容区域。
定位公差带的特点如下:1) 定位公差相对于基准具有确定位置。
其中,位置度公差带的位置由理论正确尺寸确定,同轴度和对称度的理论正确尺寸为零,图上可省略不注。
2) 定位公差带具有综合控制被测要素位置、方向和形状的功能。
在满足使用要求的前提下,对被测要素给出定位公差后,通常对该要素不再给出定向公差和形状公差。
如果需要对方向和形状有进一步要求时,则可另行给出定向或形状公差,但其数值应小于定位公差值。
3、跳动它可分为圆跳动和全跳动。
圆跳动:是指被测实际表面绕基准轴线作无轴向移动的回转时,在指定方向上指示器测得的最大读数差。
全跳动:是指被测实际表面绕基准轴线无轴向移动的回转,同时指示器作平行或垂直于基准轴线的移动,在整个过程中指示器测得的最大读数差。
![1.7用指示表和平板测量平面度、平行度和位置度误差[22页]](https://uimg.taocdn.com/a4253a6c6f1aff00bed51eeb.webp)
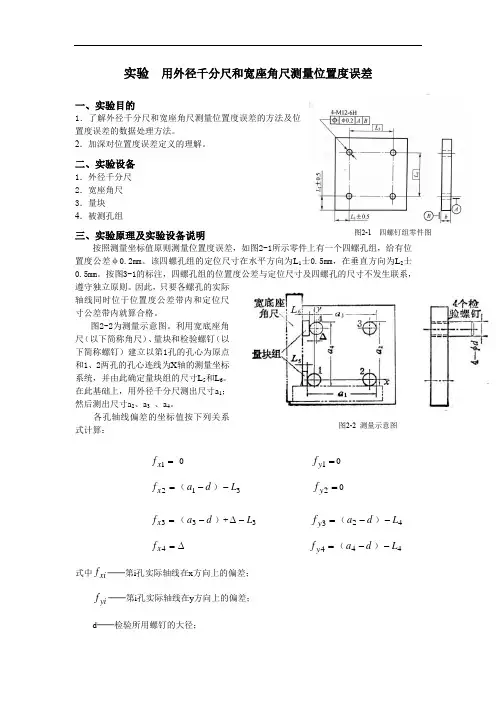
实验 用外径千分尺和宽座角尺测量位置度误差一、实验目的1.了解外径千分尺和宽座角尺测量位置度误差的方法及位置度误差的数据处理方法。
2.加深对位置度误差定义的理解。
二、实验设备1.外径千分尺2.宽座角尺3.量块4.被测孔组三、实验原理及实验设备说明 按照测量坐标值原则测量位置度误差,如图2-1所示零件上有一个四螺孔组,给有位置度公差φ0.2mm 。
该四螺孔组的定位尺寸在水平方向为L 1士0.5mm ,在垂直方向为L 2士0.5mm 。
按图3-1的标注,四螺孔组的位置度公差与定位尺寸及四螺孔的尺寸不发生联系,遵守独立原则。
因此,只要各螺孔的实际轴线同时位于位置度公差带内和定位尺寸公差带内就算合格。
图2-2为测量示意图。
利用宽底座角尺(以下简称角尺)、量块和检验螺钉(以下简称螺钉)建立以第1孔的孔心为原点和1、2两孔的孔心连线为X 轴的测量坐标系统,并由此确定量块组的尺寸L 5和L 6。
在此基础上,用外径千分尺测出尺寸a 1;然后测出尺寸a 2、a 3 、a 4。
各孔轴线偏差的坐标值按下列关系式计算:=1x f 0 =1y f 0=2x f (d a -1)3L - =2y f 0=3x f (d a -3)+∆3L - =3y f (d a -2)4L -=4x f ∆ =4y f (d a -4)4L -式中xi f ──第i 孔实际轴线在x 方向上的偏差;yi f ──第i 孔实际轴线在y 方向上的偏差;d ──检验所用螺钉的大径;图2-1 四螺钉组零件图图2-2 测量示意图△=L6一L5。
根据各孔的偏差坐标值,就可利用作图法来求解各孔的位置度误差是否合格(见后面附例)。
四、实验内容及步骤1.测量各螺孔的位置度误差(1)将螺钉拧入螺孔中,再将工件平放在平板上。
(2)将角尺内侧的一边与1、2两孔中的螺钉接触,并反复试选量块组尺寸L5和L6。
放入1、4两孔的y方向上与螺钉接触,同时又能与角尺内侧的另一面紧贴。
位置度的三坐标测量方法的实践神龙汽车有限公司叶宗茂[摘要]:简述了三坐标测量位置度误差的原理及方法;通过2个具体的检测实例分析了如何利用基准坐标系的平移、旋转来对位置度误差的测量数据进行优化处理以减小位置度的测量误差,对零件质量做出正确的判断,提高产品的合格率。
[关键词]:三坐标位置度测量基准平移旋转前言在汽车机加工行业,需要进行位置度检测的汽车零部件很多;如发动机零件:缸体、缸盖、主轴承盖、排气管、飞轮、曲轴法兰孔,车桥零件:前轮毂、制动毂、制动盘、转向节、横梁座、后臂及变速箱壳体等等,其表面布满了空间孔系,相关孔系之间的位置尺寸及位置度必须得到保证,才能满足装配的互换性要求。
为了保证这些空间孔系位置的加工精度,我们对以上各零件的每道加工工序都编辑了三坐标自动测量程序。
大大的方便了生产车间、工艺部门、维修部门、质量部门对产品质量的监控、生产设备的调整。
几年来我们充分利用三坐标测量位置度的特点,基于最大值极小化思想,采用对平面孔系实体最大位置偏差要素进行跟随优化处理的方法,解决了一系列生产中遇到的零件的位置度加工和测量问题,挽救了许多濒临报废的零件,为公司产生了巨大的经济效益。
一、位置度三坐标测量与计算方法原理传统测量孔系位置度的方法是使用专用综合量规检验和平板坐标测量法。
但专用综合量规检验只能定性测量,不能判断方向;平板坐标测量法测量复杂而麻烦,且费用高,时间长;而且这两种测量方法已不适合现在大批量多品种的汽车工业生产。
自从有了三坐标测量机后,对于位置度的测量就容易得多了。
三坐标测量机检测零件的位置度采用的是坐标测量方法,它比平板坐标测量方法要容易、方便、误差小,费用低,尤其是它可以编辑测量程序实现零件位置度的自动测量,有效减少人为误差;按照零件上的加工基准,测量机可自动建立一个三维校正坐标系,很方便的把零件上各孔(或轴)的位置坐标测量出来,并把位置度计算出来。
三坐标测量机测量位置度不仅通用性好,而且可精确测出各孔坐标偏差的具体数值、方向,对现场生产有较好的指导作用。
第十一单元垂直度误差、位置度误差的测量一、单项选择题1.垂直度误差检测不一定适用的量具是 BA.测量平台B心轴C.百分表D.表架2当孔为被测要素或基准要素时,通常采用作为辅助测量工具。
DA.轴心线B.百分表C.内孔壁D.心轴3被测平面必须位于距离为公差值t且垂直于基准平面的两平行平面之间区域的公差是 CA.线对基准线的垂直度公差B.面对基准线的垂直度公差C.面对基准面的垂直度公差D线对基准面的垂直度公差4.垂直度的项目符号是 BA.○B.⊥C. ↗D.◎5今测得一轴线相对于轴线理想位置的最小距离为0.03mm,最大距离为0.06mm 则它相对其基准轴线的位置度误差为 DA.0.03mmB.0.06mmC. 0.09mmD.小0.12mm6轴线位置度公差带形状为 B7.下列垂直度标注中属于线对面垂直度的是 C8 ()公差带形状可能是圆柱面内的区域。
DA线对基准线的垂直度公差B面对基准线的垂直度公差C.面对基准面的垂直度公差D线对基准面的垂直度公差二、是非选择题1.垂直度是限制被测实际要素对基准要素在垂直方向上变动量的一项指标。
X2.面对线垂直度公差带是距离为公差值t且垂直于基准面的两平行平面之间的区域。
3给定相互垂直两个方向上线对面垂直度公差带是一个t1×t的四棱柱内的区域。
4线对线垂直度公差带是距离为公差值t且垂直于基准轴线的两平行平面之间的区域5线对线垂直度误差的测量过程中,若被测要素和基准要素均为孔的轴线时,在放置零件时,关键是如何保证基准的垂直性,具体采用放入心轴,通过心轴的垂直性来保证基准要素的垂直三、分析、计算题车床花盘上用来装夹弓箭的L形夹具,采用下图所示打表法检查垂直度误差,请根据右图回答下列问题。
第(三)题图1.测量项目是 AA.线对线的垂直度B线对面的垂直度C.面对线的垂直度D.面对面的垂直度2图中被测要素是()基准要素是()BBA.轮廓要素B.中心要素3测量时需用心轴模拟体现的是 BA.被测孔的素线B.基准孔的轴线C.被测孔的轴线D.基准孔的素线4.测量此几何误差最后的数据处理公式是 A5若该夹具L1=12mm,测量长度L2=40mm,量表左端M1=0.02mm,右端M2= 0.08mm,试判断该零件的垂直度是否合格。
课题十三垂直度与位置度误差的测量一、填空题1.面;线;轴线;面;线;轴线;⊥。
2.被测实际要素;在垂直方向上。
3.线对线;线对面;面对线;面对面。
4.被测要素的实际位置;理想位置;定位尺寸;。
[教材补充]5.点;线;面。
[教材补充]二、选择题1.C、A、B、D2.B3.D4.D5.D6.B三、判断题1.×2.×3.√4.√5.×四、简答题1.答:(1)垂直度是指指加工后零件上的面、线或轴线相对于该零件上作为基准的面、线或轴线不垂直的程度。
(2)垂直度包括线对线、线对面、面对线、面对面及线对基准体系五种类型。
2.答:(1)线对面垂直度分为给定方向、给定互相垂直两个方向、给定任意方向的线对面垂直度三类。
(2)线对面公差带示意图为:a.给定方向的线对面垂直度b. 给定互相垂直两个方向的线对面垂直度c. 给定任意方向的线对面垂直度3.答:(1)位置度是限制被测要素的实际位置对理想位置变动量的指标。
(2)给定轴线对基准A、B、C位置度公差带简图五.能力题1.答:(1)垂直度公差类型:面对线的垂直度(2)测量方法:打表法检测测量器具:百分表、表座、表架、测量平台、导向块、棉布与防锈油若干。
测量步骤:a. 用棉布清洁被测工件、百分表表头及导向块等。
b. 将支承销放进导向块内。
c. 将百分表在支承销的端面垂直,并调零。
d. 测量整个表面,并记录测量数据。
e. 计算垂直度误差,取最大误差值与允许公差值对比,判断产品合格性。
(3)垂直度误差:当M max=0.020mm,M min=0.002m,时,垂直度误差Δ= M max-M min=0.018mm,小于允许公差0.02mm,因此本支承销合格。
2.答:[解题思路]:此题主要考核垂直度项目的检测,对于此类题目首先要判断垂直度项目的类型,据此确定检测方案。
(1)垂直度公差的类型此题基准要素为端面,被测要素是定位销的中心线,因此,本题属于任意方向上线对面垂直度的类型。