极限与配合的基本知识.
- 格式:ppt
- 大小:2.36 MB
- 文档页数:56

极限与配合基础知识培训教材极限与配合是机械工程领域中的基础知识,它们在机械零件的设计和加工过程中扮演着重要的角色。
为了让机械工程师更好地掌握极限与配合,一些机械工程专业的教育机构和培训机构推出了相关的教材和培训课程。
首先,我们来看一下极限和配合的定义。
极限是指在机械元件加工和装配过程中所允许的最大尺寸与最小尺寸之间的差值,通常以公差的形式来表示。
在机械设计中,由于所用材料的物性等方面的因素,制造出的零件尺寸会有所偏差,因此需要制订出一套公差标准,确保各个零件可以正确地拼装在一起。
配合是指机械零件之间的接合方式,也就是它们的形状、尺寸以及表面质量等因素所形成的接合方式。
机械零件的配合包括契合、啮合、插接、松套等形式,不同的零件需要采用不同的配合方式,才能保证机械的性能和可靠性。
如何正确地选择极限和配合,在机械设计和制造中尤为重要。
因此,学习和掌握机械工程中的极限与配合基础知识是必不可少的。
下面我们就来简单介绍一下极限与配合基础知识的培训教材。
1.《机械制造工艺学》这是一本基础教材,重点介绍了机械制造中的一些基本过程和技术,包括铸造、锻造、冷冲压、热冲压、车削、铣削、钻孔、抽芯、磨削、焊接等。
在讲解这些工艺过程的同时,也会涉及到相应的极限和配合规范及公差标准,能够帮助机械工程师更全面地了解制造工艺和相关知识。
2.《机械配合基础》这是一本专门介绍机械配合知识的教材,主要聚焦于各种机械零件的配合原理,包括接触配合、间隙配合、序列配合、平面配合、轴向配合等。
此外,教材中还介绍了各种标准配合及其公差、偏差等内容,能够帮助机械工程师更好地应用机械配合知识,提高机械产品的可靠性和稳定性。
3.《机械制造和检验规范》这是一本详细介绍机械制造和检验规范的教材,其中也包括了极限和配合相关的规范及标准。
这本教材可以帮助机械工程师更好地了解机械制造和检验的流程、标准和技术要点,从而更好地掌握极限和配合的应用技能。
4.《机械零件尺寸公差及配合类例》这是一本以实例为主的教材,通过各类实例来介绍机械零件尺寸公差规范和配合标准,讲解各种配合形式的原理及应用方法。
极限与配合的基本知识及举例1 互换性互换性是指按同一零件图生产出来的零件,不经任何选择或修配,就能顺利地同与其相配的零部件装配成符合要求的成品的性质。
零件具有互换性,既便于装配和维修,也有利于组织生产协作,提高生产率。
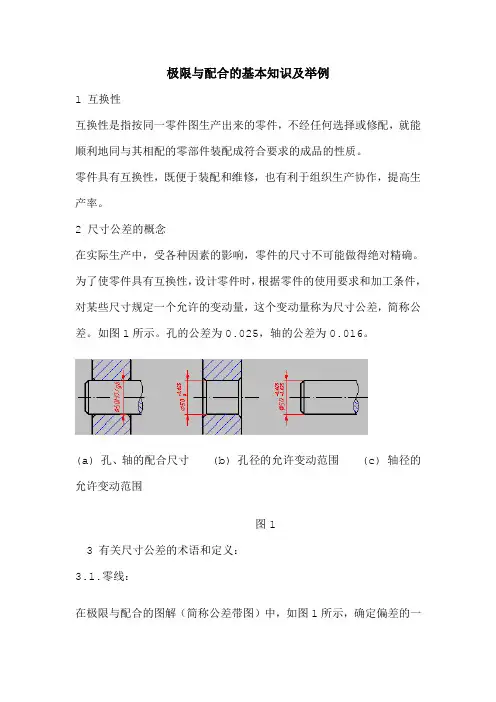
2 尺寸公差的概念在实际生产中,受各种因素的影响,零件的尺寸不可能做得绝对精确。
为了使零件具有互换性,设计零件时,根据零件的使用要求和加工条件,对某些尺寸规定一个允许的变动量,这个变动量称为尺寸公差,简称公差。
如图1所示。
孔的公差为0.025,轴的公差为0.016。
(a) 孔、轴的配合尺寸(b) 孔径的允许变动范围(c) 轴径的允许变动范围图13 有关尺寸公差的术语和定义:3.1.零线:在极限与配合的图解(简称公差带图)中,如图1所示,确定偏差的一条基准直线,即零偏差线。
通常零线表示基本尺寸。
零线之上的偏差为正,零线之下的偏差为负。
图23.2.尺寸公差带(简称公差带):在公差带图中,由代表上、下偏差的两条直线所限定的一个区域。
如图3所示。
标准公差与基本偏差图3标准公差:国家标准表列的,用来确定公差带大小的任一公差。
基本偏差:国家标准表列的,用来确定公差带相对于零线位置的上偏差或下偏差,一般为靠近零线的那个偏差,如图3所示。
国家标准规定由标准公差和基本偏差来确定公差带。
标准公差确定公差带的大小,基本偏差确定公差带相对于零线的位置。
4 公差等级与标准公差系列公差等级是用来确定尺寸的精确程度的。
国家标准将公差等级分为20级,即IT01、IT1、IT2……IT18。
IT表示标准公差,数字表示公差等级。
IT01级的精确度最高,以下逐级降低。
标准公差的数值取决于公差等级和基本尺寸,其选取请参考有关国家标准。
5 基本偏差系列基本偏差一般是指上、下偏差中靠近零线的那个偏差。
国家标准规定了基本偏差系列,如图4所示。
根据不同的基本尺寸和基本偏差代号可以确定轴与孔的基本偏差数值(见有关国家标准)。
6. 孔、轴公差带的确定根据公差带的定义,只要知道孔、轴的基本偏差和标准公差,就可算出孔轴的另一个偏差。

![2[1].1极限与配合的基本概念](https://uimg.taocdn.com/695f5bd0240c844769eaee3b.webp)

极限与配合知识点总结一、极限的定义和性质1. 极限的定义当自变量x无限接近于某一特定值a时,函数f(x)的取值也无限接近于某一特定值L,我们称L为当x趋于a时函数f(x)的极限,记作lim(x->a)f(x)=L。
其中,x->a表示x无限接近于a,L表示函数f(x)的极限值。
2. 极限的性质(1)唯一性:如果极限存在,则极限值唯一。
(2)有界性:如果函数f(x)在x趋于a时有极限L,则f(x)在x趋于a的邻域内有界。
(3)保号性:如果函数f(x)在x趋于a的邻域内有界且趋近于某一值L,则L的左右邻域内函数f(x)的取值要么都大于L,要么都小于L。
二、极限存在的条件及运算法则1. 极限存在的条件(1)左极限和右极限相等。
(2)夹逼定理成立。
(3)函数在某一点的邻域内有界且趋近于某一值。
2. 极限的运算法则(1)和差法则:lim(x->a)[f(x)±g(x)]=lim(x->a)f(x)±lim(x->a)g(x)。
(2)积法则:lim(x->a)[f(x)×g(x)]=lim(x->a)f(x)×lim(x->a)g(x)。
(3)商法则:lim(x->a)[f(x)/g(x)]=lim(x->a)f(x)/lim(x->a)g(x)(前提是lim(x->a)g(x)≠0)。
三、导数的定义和性质1. 导数的定义函数y=f(x)在点x处的导数定义为:f'(x)=lim(h->0)[f(x+h)-f(x)]/h。
其中,h表示自变量x 的增量,f(x+h)-f(x)表示函数值的增量,f'(x)表示函数在点x处的导数。
2. 导数的性质(1)可导性与连续性:函数在某一点可导,则该点连续;函数在某一点连续,则该点可导。
(2)导数的代数运算性质:导数具有加法、减法、乘法和除法的代数运算法则。

极限与配合基础知识一、名词定义1)、基本尺寸:设计者给定的尺寸称基本尺寸。
基本尺寸通常又称为零线。
2)、实际尺寸:指测量所得的尺寸,由于存在测量误差,所以实际尺寸并非给定尺寸的真值。
3)、极限尺寸:指允许尺寸变化的两个界限值。
其中较大的一个称为最大极限尺寸;较小的一个称为最小极限尺寸。
它以基本尺寸为基数来确定。
4)、尺寸偏差:某一测量尺寸减其基本尺寸所得的代数差称尺寸偏差,简称偏差。
最大极限尺寸减其基本尺寸所得的代数差称为上偏差(孔为ES,轴为es);最小极限尺寸减其基本尺寸所得代数差称为下偏差(孔为EI,轴为ei)。
上、下偏差统称为极限偏差。
偏差可以为正、负或零。
5)、基本偏差:指用以确定公差带相对于零线位置的上偏差或下偏差,即基本偏差系列的各上、下偏差中靠近零线的那个偏差称基本偏差。
基本偏差只表示公差带的位置,与公差等级无关。
对一定的基本尺寸当基本偏差的代号确定后,不论公差等级是多少,其基本偏差的数值是一样的。
国标对孔、轴各规定了28种基本偏差,分别用大写拉丁字母和小写拉丁字母表示。
其中轴从a至h,基本偏差为上偏差es;从j至zc,基本偏差为下偏差ei。
孔从A 至H,基本偏差为下偏差ES;从J至ZC,基本偏差为上偏差EI。
6)、尺寸公差与标准公差:允许尺寸变动的量称为尺寸公差。
它等于最大极限尺寸与最小极限尺寸代数差的绝对值,也等于上偏差与下偏差代数差的绝对值,简称公差。
用以确定公差带大小的任一公差称标准公差。
标准公差数值是根据不同的尺寸分段和公差等级,按规定的标准公式计算后化整而得。
7)、公差等级与尺寸精度:确定尺寸精确程度的等级称公差等级。
属于同一公差等级的公差,对所有基本尺寸,虽数值不同,但具有同等的精确程度。
国标规定了20个标准公差等级,即IT01、IT02、・・・..IT18,等级依次降低,公差依次增大。
零件的尺寸精度就是零件要素的实际尺寸接近理论尺寸的准确程度,愈准确者精度愈高,它由公差等级确定,精度愈高,公差等级愈小。