极限与配合的基本知识及举例
- 格式:doc
- 大小:104.00 KB
- 文档页数:12
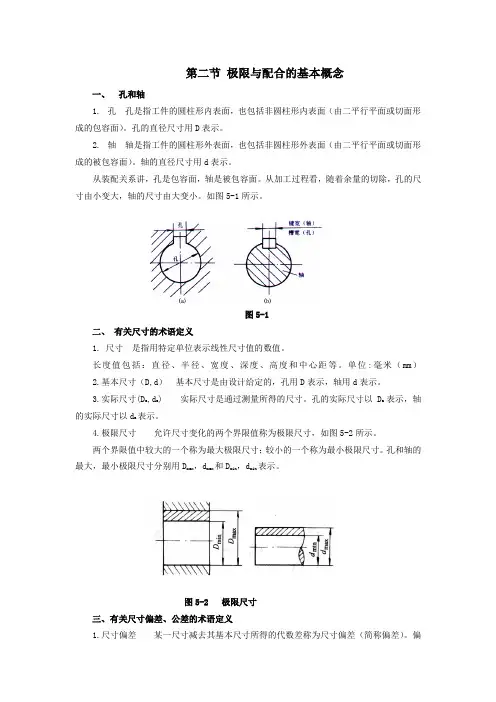
第二节极限与配合的基本概念一、孔和轴1.孔孔是指工件的圆柱形内表面,也包括非圆柱形内表面(由二平行平面或切面形成的包容面)。
孔的直径尺寸用D表示。
2.轴轴是指工件的圆柱形外表面,也包括非圆柱形外表面(由二平行平面或切面形成的被包容面)。
轴的直径尺寸用d表示。
从装配关系讲,孔是包容面,轴是被包容面。
从加工过程看,随着余量的切除,孔的尺寸由小变大,轴的尺寸由大变小。
如图5-1所示。
图5-1二、有关尺寸的术语定义1. 尺寸是指用特定单位表示线性尺寸值的数值。
长度值包括:直径、半径、宽度、深度、高度和中心距等。
单位:毫米(mm)2.基本尺寸(D,d)基本尺寸是由设计给定的,孔用D表示,轴用d表示。
3.实际尺寸(D a,d a) 实际尺寸是通过测量所得的尺寸。
孔的实际尺寸以D a表示,轴的实际尺寸以d a表示。
4.极限尺寸允许尺寸变化的两个界限值称为极限尺寸,如图5-2所示。
两个界限值中较大的一个称为最大极限尺寸;较小的一个称为最小极限尺寸。
孔和轴的最大,最小极限尺寸分别用D max,d max和D min,d min表示。
图5-2 极限尺寸三、有关尺寸偏差、公差的术语定义1.尺寸偏差某一尺寸减去其基本尺寸所得的代数差称为尺寸偏差(简称偏差)。
偏差可能为正或负,也可为零。
2.实际偏差实际尺寸减去其基本尺寸所得的代数差称为实际偏差。
3.极限偏差极限尺寸减其基本尺寸所得的代数差。
(1)上偏差最大极限尺寸减去其基本尺寸所得的代数差称为上偏差。
孔的上偏差用ES表示;轴的上偏差用es表示。
(2)下偏差最小极限尺寸减去其基本尺寸所得的代数差称为下偏差。
孔的下偏差用EI表示;轴的下偏差用ei表示。
极限偏差可用下列公式表示:ES=Dmax-D es=dmax-dEI=Dmin-D ei=dmin-d偏差值除零外,前面必须标有正或负号。
上偏差总是大于下偏差。
标注示例:50034 .0009.0++50009.0020.0-- 30007.0- 30011.0+80015.0±4.尺寸公差(T h,T s)允许尺寸的变动量称为公差。
【机械制图】极限与配合的基本知识及举例1、互换性互换性是指按同一零件图生产出来的零件,不经任何选择或修配,就能顺利地同与其相配的零部件装配成符合要求的成品的性质。
零件具有互换性,既便于装配和维修,也有利于组织生产协作,提高生产率。
2、尺寸公差的概念在实际生产中,受各种因素的影响,零件的尺寸不可能做得绝对精确。
为了使零件具有互换性,设计零件时,根据零件的使用要求和加工条件,对某些尺寸规定一个允许的变动量,这个变动量称为尺寸公差,简称公差。
如图1所示。
孔的公差为0.025,轴的公差为0.016。
(a) 孔、轴的配合尺寸(b) 孔径的允许变动范围(c) 轴径的允许变动范围图13、有关尺寸公差的术语和定义:3.1.零线:在极限与配合的图解(简称公差带图)中,如图1所示,确定偏差的一条基准直线,即零偏差线。
通常零线表示基本尺寸。
零线之上的偏差为正,零线之下的偏差为负。
图23.2.尺寸公差带(简称公差带):在公差带图中,由代表上、下偏差的两条直线所限定的一个区域。
如图3所示。
标准公差与基本偏差图3标准公差:国家标准表列的,用来确定公差带大小的任一公差。
基本偏差:国家标准表列的,用来确定公差带相对于零线位置的上偏差或下偏差,一般为靠近零线的那个偏差,如图3所示。
国家标准规定由标准公差和基本偏差来确定公差带。
标准公差确定公差带的大小,基本偏差确定公差带相对于零线的位置。
4、公差等级与标准公差系列公差等级是用来确定尺寸的精确程度的。
国家标准将公差等级分为20级,即IT01、IT1、IT2……IT18。
IT表示标准公差,数字表示公差等级。
IT01级的精确度最高,以下逐级降低。
标准公差的数值取决于公差等级和基本尺寸,其选取请参考有关国家标准。
5、基本偏差系列基本偏差一般是指上、下偏差中靠近零线的那个偏差。
国家标准规定了基本偏差系列,如图4所示。
根据不同的基本尺寸和基本偏差代号可以确定轴与孔的基本偏差数值(见有关国家标准)。


极限配合知识点总结一、引言在学习过程中,我们经常需要将不同的知识点互相结合,形成一个整体的理解。
本文将介绍一种名为“极限配合”的学习方法,通过将不同的知识点进行有机组合,帮助我们深入理解和应用所学的知识。
本文将从以下几个方面进行讲解:1.什么是极限配合?2.极限配合的步骤和思维方法。
3.极限配合的实际应用案例。
二、什么是极限配合?极限配合是一种将不同知识点进行有机组合的学习方法。
它通过将不同的知识点进行关联,形成一个整体的理解,帮助我们更好地掌握知识。
极限配合的核心思想是将不同的知识点无缝衔接,形成一个更加全面和深入的认识。
三、极限配合的步骤和思维方法下面是进行极限配合的步骤和思维方法:1.确定学习的主题和目标:首先,我们需要明确学习的主题和目标是什么。
例如,我们要学习关于数字图像处理的知识。
2.分析主题知识点:接下来,我们需要对主题进行分析,确定其中的关键知识点。
例如,数字图像处理的关键知识点可能包括图像预处理、图像增强、图像分割等。
3.扩展辅助知识点:在确定了主题的关键知识点后,我们可以探索一些与这些知识点相关的辅助知识点。
例如,在学习数字图像处理时,我们可以了解一些数学、信号处理等方面的知识。
4.知识点之间的联系:接下来,我们需要思考不同知识点之间的联系和关联,并尝试将它们有机地结合起来。
例如,在数字图像处理中,我们可以将数学中的卷积运算与图像处理中的滤波操作进行关联。
5.练习和实践:最后,我们需要通过练习和实践来巩固所学的知识。
通过实际操作、解决问题,我们可以更好地理解和应用所学的知识。
四、极限配合的实际应用案例下面是一个实际应用案例,通过极限配合的方法,将不同的知识点进行结合:主题:机器学习算法主题知识点:逻辑回归、支持向量机、决策树辅助知识点:统计学、概率论、线性代数联系和关联:在学习机器学习算法时,我们可以将统计学中的概率论知识与逻辑回归算法进行关联。
支持向量机算法可以与线性代数中的向量和矩阵运算进行关联。
极限与配合详解极限与配合是一种广泛应用于各种领域的概念,它指的是在不同条件下,不同要素之间的最佳结合点。
在生物学、物理学、工程学以及人际关系等多个领域中,极限与配合都扮演着重要的角色。
本文将详细解释极限与配合的概念及其在各个领域中的应用。
一、极限的概念和特性在数学中,极限是指函数在一个点上的值接近某个数值的过程。
极限存在的条件包括确界、单调有界和收敛等。
它在数学分析中具有重要作用,能够描述函数的趋势和性质。
在工程学中,极限意味着系统或设备的最大耐受能力或最大性能。
例如,在设计桥梁时,工程师需要考虑桥梁所能承受的最大负荷,以确保其安全性能。
在体育运动中,极限是指体能、技术或心理素质等方面的极限状态。
运动员通过超越自己的极限,不断挑战和突破自我,取得更好的成绩。
二、配合的概念和意义配合是指合作、配合、协调和互动等多个要素之间的和谐关系。
在各个领域,配合都是实现最佳效果和最高效率的重要因素之一。
在团队工作中,配合发挥着至关重要的作用。
一个团队成员的能力再出色,如果缺乏与他人的良好配合,很难取得优异的结果。
通过团队成员之间的有效配合,可以协同才能,相互补充,实现更高的效能。
在音乐表演中,乐器之间的配合是非常重要的。
各种乐器需要在合适的时间、音调和音量上互相呼应,才能演奏出悦耳的音乐。
正是因为良好的配合,乐团才能够给人们带来无尽的音乐享受。
三、极限与配合的应用案例1. 生物学领域:在生物学中,极限与配合的应用非常广泛。
例如,在自然选择中,物种需要通过适应环境和生存竞争,才能够生存下来。
只有适应环境的种群才能够在竞争中生存,并逐渐进化。
2. 物理学领域:在物理学中,极限与配合是描述物质性质和物理现象的重要工具。
例如,在原子核物理学中,科学家通过不断靠近物质结构的极限,发现了微观粒子的构成和性质。
3. 工程学领域:在工程学中,极限及配合的概念被广泛应用于设计和制造过程中。
工程师需要考虑材料的极限强度,以确保设备或结构的安全性能。
极限与配合知识点总结一、极限的定义和性质1. 极限的定义当自变量x无限接近于某一特定值a时,函数f(x)的取值也无限接近于某一特定值L,我们称L为当x趋于a时函数f(x)的极限,记作lim(x->a)f(x)=L。
其中,x->a表示x无限接近于a,L表示函数f(x)的极限值。
2. 极限的性质(1)唯一性:如果极限存在,则极限值唯一。
(2)有界性:如果函数f(x)在x趋于a时有极限L,则f(x)在x趋于a的邻域内有界。
(3)保号性:如果函数f(x)在x趋于a的邻域内有界且趋近于某一值L,则L的左右邻域内函数f(x)的取值要么都大于L,要么都小于L。
二、极限存在的条件及运算法则1. 极限存在的条件(1)左极限和右极限相等。
(2)夹逼定理成立。
(3)函数在某一点的邻域内有界且趋近于某一值。
2. 极限的运算法则(1)和差法则:lim(x->a)[f(x)±g(x)]=lim(x->a)f(x)±lim(x->a)g(x)。
(2)积法则:lim(x->a)[f(x)×g(x)]=lim(x->a)f(x)×lim(x->a)g(x)。
(3)商法则:lim(x->a)[f(x)/g(x)]=lim(x->a)f(x)/lim(x->a)g(x)(前提是lim(x->a)g(x)≠0)。
三、导数的定义和性质1. 导数的定义函数y=f(x)在点x处的导数定义为:f'(x)=lim(h->0)[f(x+h)-f(x)]/h。
其中,h表示自变量x 的增量,f(x+h)-f(x)表示函数值的增量,f'(x)表示函数在点x处的导数。
2. 导数的性质(1)可导性与连续性:函数在某一点可导,则该点连续;函数在某一点连续,则该点可导。
(2)导数的代数运算性质:导数具有加法、减法、乘法和除法的代数运算法则。

极限与配合基础知识一、名词定义1)、基本尺寸:设计者给定的尺寸称基本尺寸。
基本尺寸通常又称为零线。
2)、实际尺寸:指测量所得的尺寸,由于存在测量误差,所以实际尺寸并非给定尺寸的真值。
3)、极限尺寸:指允许尺寸变化的两个界限值。
其中较大的一个称为最大极限尺寸;较小的一个称为最小极限尺寸。
它以基本尺寸为基数来确定。
4)、尺寸偏差:某一测量尺寸减其基本尺寸所得的代数差称尺寸偏差,简称偏差。
最大极限尺寸减其基本尺寸所得的代数差称为上偏差(孔为ES,轴为es);最小极限尺寸减其基本尺寸所得代数差称为下偏差(孔为EI,轴为ei)。
上、下偏差统称为极限偏差。
偏差可以为正、负或零。
5)、基本偏差:指用以确定公差带相对于零线位置的上偏差或下偏差,即基本偏差系列的各上、下偏差中靠近零线的那个偏差称基本偏差。
基本偏差只表示公差带的位置,与公差等级无关。
对一定的基本尺寸当基本偏差的代号确定后,不论公差等级是多少,其基本偏差的数值是一样的。
国标对孔、轴各规定了28种基本偏差,分别用大写拉丁字母和小写拉丁字母表示。
其中轴从a至h,基本偏差为上偏差es;从j至zc,基本偏差为下偏差ei。
孔从A 至H,基本偏差为下偏差ES;从J至ZC,基本偏差为上偏差EI。
6)、尺寸公差与标准公差:允许尺寸变动的量称为尺寸公差。
它等于最大极限尺寸与最小极限尺寸代数差的绝对值,也等于上偏差与下偏差代数差的绝对值,简称公差。
用以确定公差带大小的任一公差称标准公差。
标准公差数值是根据不同的尺寸分段和公差等级,按规定的标准公式计算后化整而得。
7)、公差等级与尺寸精度:确定尺寸精确程度的等级称公差等级。
属于同一公差等级的公差,对所有基本尺寸,虽数值不同,但具有同等的精确程度。
国标规定了20个标准公差等级,即IT01、IT02、・・・..IT18,等级依次降低,公差依次增大。
零件的尺寸精度就是零件要素的实际尺寸接近理论尺寸的准确程度,愈准确者精度愈高,它由公差等级确定,精度愈高,公差等级愈小。
极限与配合的基本知识及举例
1 互换性
互换性是指按同一零件图生产出来的零件,不经任何选择或修配,就能顺利地同与其相配的零部件装配成符合要求的成品的性质。
零件具有互换性,既便于装配和维修,也有利于组织生产协作,提高生产率。
2 尺寸公差的概念
在实际生产中,受各种因素的影响,零件的尺寸不可能做得绝对精确。
为了使零件具有互换性,设计零件时,根据零件的使用要求和加工条件,对某些尺寸规定一个允许的变动量,这个变动量称为尺寸公差,简称公差。
如图1所示。
孔的公差为0.025,轴的公差为0.016。
(a) 孔、轴的配合尺寸(b) 孔径的允许变动范围(c) 轴径的允许变动范围
图1
3 有关尺寸公差的术语和定义:
3.1.零线:
在极限与配合的图解(简称公差带图)中,如图1所示,确定偏差的一
条基准直线,即零偏差线。
通常零线表示基本尺寸。
零线之上的偏差为正,零线之下的偏差为负。
图2
3.2.尺寸公差带(简称公差带):
在公差带图中,由代表上、下偏差的两条直线所限定的一个区域。
如图3所示。
标准公差与基本偏差
图3
标准公差:国家标准表列的,用来确定公差带大小的任一公差。
基本偏差:国家标准表列的,用来确定公差带相对于零线位置的上偏差或下偏差,一般为靠近零线的那个偏差,如图3所示。
国家标准规定由标准公差和基本偏差来确定公差带。
标准公差确定公差带的大小,基本
偏差确定公差带相对于零线的位置。
4 公差等级与标准公差系列
公差等级是用来确定尺寸的精确程度的。
国家标准将公差等级分为20级,即IT01、IT1、IT2……IT18。
IT表示标准公差,数字表示公差等级。
IT01级的精确度最高,以下逐级降低。
标准公差的数值取决于公差等级和基本尺寸,其选取请参考有关国家标准。
5 基本偏差系列
基本偏差一般是指上、下偏差中靠近零线的那个偏差。
国家标准规定了基本偏差系列,如图4所示。
根据不同的基本尺寸和基本偏差代号可以确定轴与孔的基本偏差数值(见有关国家标准)。
6. 孔、轴公差带的确定
根据公差带的定义,只要知道孔、轴的基本偏差和标准公差,就可算出孔轴的另一个偏差。
如图4所示。
计算公式如下:
孔的公差:IT=ES-EI
孔的上偏差:ES=IT+EI
孔的下偏差:EI=ES-IT
轴的公差:IT=es-ei
轴的上偏差:es=IT+ei
轴的下偏差:ei=es-IT
图4
7 配合
基本尺寸相同的,相互结合的孔和轴公差带之间的关系称为配合。
7.1.间隙和过盈
孔和轴配合时,由于它们的实际尺寸不同,将产生"过盈"或"间隙"。
间隙:孔的尺寸减去相配合的轴的尺寸,代数差为正。
过盈:孔的尺寸减去相配合的轴的尺寸,代数差为负。
7. 2.配合的分类
配合分为三类
(1)间隙配合:只能具有间隙(包括最小间隙等于零)的配合。
此时,孔的公差带在轴的公差带之上,如图5所示。
最小间隙=孔的最小极限尺寸-轴的最大极限尺寸
最大间隙=孔的最大极限尺寸-轴的最小极限尺寸
图5
(2)过盈配合:只能具有过盈(包括最小过盈等于零)的配合。
此时,孔的公差带在轴的公差带之下,如图6所示。
最小过盈=孔的最大极限尺寸-轴的最小极限尺寸
最大过盈=孔的最小极限尺寸-轴的最大极限尺寸
图6
(3)过渡配合:可能具有过盈,也可能具有间隙的配合。
此时,孔的公差带与轴的公差带相互交叠,如图7所示。
最大过盈=孔的最小极限尺寸-轴的最大极限尺寸
最大间隙=孔的最大极限尺寸-轴的最小极限尺寸
图7
8.基孔制配合和基轴制配合
把基本尺寸相同的孔与轴装配起来,可以形成不同松紧程度的配合,但为了便于设计制造,实现配合标准化,国家标准对配合规定了基孔制与基轴制。
(1)基孔制:基本偏差为一定的孔的公差带,与不同基本偏差的轴的公差带形成各种配合的一种制度,如图8所示。
图8
基孔制的孔为基准孔,基准孔的基本偏差代号为H,其下偏差为零。
(2)基轴制:基本偏差为一定的轴的公差带,与不同基本偏差的孔
的公差带形成各种配合的一种制度,如图9所示。
图9
基轴制的轴为基准轴,基准轴的基本偏差代号为h,其上偏差为零。
基孔制和基轴制配合的应用,如图10所示
图10
9.常用和优先选用配合
过多的配合既不能发挥标准的作用,也不利于生产,为此国家标准规定了优先和常用配合
10 极限与配合尺寸在图样上的标注
10.1.在零件图中的注法(线性尺寸的公差有三种注法),如图11所示。
图11(a)
(1)在孔或轴的基本尺寸右边,只标注公差带代号,如图11(a)所示。
公差带代号由基本偏差代号和公差等级代号组成。
基本偏差代号用拉丁字母表示,大写为孔,小写为轴;公差等级代号用阿拉伯数字示;如H7为孔的公差带代号,k6为轴的公差代号。
(2)在孔或轴的基本尺寸右边,标注上、下偏差,如图11(b)所示。
上偏差写在基本尺寸的右上方,下偏差应与基本尺寸注在同一底线上,偏差数字应比基本尺寸数字小一号。
注意:①上、下偏差前面必须标出正、负号。
②上、下偏差的小数点必须对齐,小数点后的位数也必须相同。
③当上偏差或下偏差为"零"时,用数字"0"标出,并与另一偏差的小数点前的个位数对齐。
④当上、下偏差数值相同时,偏差只需注写一个数字,并应在偏差与基本尺寸之间注出符号"±",且两者字高相同。
图11 (b)
(3)在孔或轴的基本尺寸后面,同时标注公差带代号和上、下偏差,这时,上、下偏差必须加上括号,如图11(c)所示。
图11(c)
10.2.在装配图中的注法
(1)在基本尺寸右边,用分数的形式注出配合代号,分子为孔的公差带代号,分母为轴的公差带代号,通常注法如图12(a)所示。
必要时允许按图12(b)、(c)的形式标注。
图12
(2)需要标注相配零件的极限偏差时,可按图12所示方法标注
极限与配合的基本知识及举例
浏览481发布时间09/11/12
图13
(3)孔、轴,是一个广义的概念,除指圆柱形的内、外表面外,还包括如图14所示的表面。
图14
11 举例
例:识别和分析图15中衬套孔与销轴,以及支架孔与销轴的配合标注。
图15
解:Φ20 ; 表示基本尺寸为Φ20的基轴制过盈配合。
孔的公差带代号N6,基本偏差代号N,标准公差等级为IT6。
查极限偏差表,可得:
ES=-0.011、EI=-0.024
轴公差带代号h5,基本偏差代号h,标准公差等级为IT5。
查极限偏差表,可得:
es=0、ei=-0.009
经计算,最大过盈为:
-0.024-0=-0.024;
最小过盈:
-0.011-(-0.009)=-0.002,
销轴与支架孔在工作中不能相对运动。
公差带示意图如图16
图16
(2)Φ20表示基本尺寸为Φ20、基孔制或基轴制(分子H可视为基
孔制,分母h又可视为基轴制)的间隙配合。
孔的公差带代号H6,基本偏差代号H,标准公差等级为IT6。
查极限偏差表,可得:
es=+0.013、ei=0
轴的公差带代号h5,分析如前。
经计算,最大间隙为:
-0.013-(-0.009)=-0.022;
最小间隙为:0,
连杆中的衬套孔与销轴在工作中可相对运动。
公差带示意图如图17所示。
图17。