塑料件通用设计规范
- 格式:doc
- 大小:173.94 KB
- 文档页数:5
塑料件的设计规范1.材料选择:(a)根据产品的使用环境和功能要求选择合适的塑料材料,如聚乙烯(PE)、聚丙烯(PP)、聚苯乙烯(PS)等。
(b)考虑材料的物理性能,如强度、耐磨性、耐腐蚀性等。
(c)考虑材料的成本和可获得性。
2.尺寸和公差控制:(a)设计时要确保塑料件的尺寸和公差能够满足产品的装配要求。
(b)考虑到塑料件的热膨胀系数,可以在设计时进行适当的调整。
3.结构设计:(a)设计时要考虑到塑料件的结构强度,以防止在使用过程中发生断裂或变形等问题。
(b)尽量避免在塑料件上设计过多的孔和凹槽,以减少成本和生产时间。
4.制造工艺:(a)设计时要考虑到塑料件的制造工艺,以确保能够实现高效的生产。
(b)考虑到塑料件注塑成型的要求,如壁厚、缩水率等。
5.表面处理:(a)考虑到塑料件的使用环境和外观要求,在设计时可以考虑表面处理方法,如涂装、喷涂等。
(b)考虑到塑料件的耐候性,可以选择添加防紫外线(UV)剂。
6.排气和冷却:(a)设计时要确保塑料件的排气和冷却能够满足注塑成型的要求,以避免缺陷的产生。
(b)考虑到塑料件的形状和厚度变化,可以适当设计出气道和冷却系统。
7.注塑模具设计:(a)考虑到塑料件的形状、尺寸和结构,设计合适的注塑模具,以确保能够生产出符合要求的塑料件。
(b)考虑到模具的制造成本和使用寿命,可以合理选择模具材料和加工工艺。
总而言之,塑料件的设计规范是为了确保产品质量和生产效率,在材料选择、尺寸和公差控制、结构设计、制造工艺、表面处理、排气和冷却、注塑模具设计等方面提供了一些指导和标准。
通过遵守这些规范,设计师可以设计出高质量的塑料件,从而满足客户的需求。
XXXXX有限公司汽车塑料件设计规范编制:日期:校对:日期:审核:日期:批准:日期:发布实施XXXXX有限公司发布一、形状和结构的简化产品形状结构复杂-磨具结构复杂-增加磨具制造难度-产品性能不稳定性和经济成本。
产品形状结构简单-熔体冲模容易-质量有保证理想的产品简洁化设计基本原则:(1)有利于成型加工;(2)节约原材料,降低成本;(3)简洁美观。
简化设计的建议和提示:(1)结构简单,形状对称,避免不规则的几何图形。
结构简单容易成型对称设计(2)产品侧孔和侧壁内表面的凹凸形状成型困难,需要在产品成型后二次加工,设计时应避免。
设计改进避免侧向抽芯(3)尺寸设计要考虑成型的可能性,不同的成型工艺对制件的尺寸设计,包括尺寸大小,尺寸变化有一定的限制。
二、壁厚均一的设计原则在确定壁厚尺寸时,壁厚均一是一个重要原则。
该原则主要是从工艺角度以及由工艺导致的质量方面的问题而提出来的。
均匀的壁厚可使制件在成型过程中,熔体流动性均衡,冷却均衡。
壁薄部位在冷却收缩上的差异,会产生一定的收缩应力,内应力会导致制件在短期之内或经过一个较长时期之后发生翘曲变形。
塑料件最通用料厚是2.5mm,大件适当增加,小件减小,强烈建议通过增加翻边及加强筋的方式而不是增加料厚来保证零件强度; PP塑料的壁厚范围是0.6—3.5mm。
壁厚不均匀造成制件翘曲变形不均匀壁厚部位设置圆孔,由于收缩不均匀,难以成为正圆壁厚不均匀时常处理办法(1)厚薄交接处的平稳过渡,当制件厚度不可避免需设计成不一致时,在厚薄交接处应逐渐过渡,避免突变,厚度比例变化在一合适的范围(一般不超过3:1)。
壁厚过渡形式(a)阶梯式过渡,应尽力避免;(b)锥形过渡,比较好;(c)圆弧过渡,应是最好的。
(2)将尖角改为圆角处理,两个壁厚相同的壁面成直角的连接,破坏了壁厚均一的原则。
转角处的最大厚度是壁厚的1.4倍,如果将内角处理成圆角而外角仍是直角,则在转角处的最大厚度(W)可增加到壁厚的1.6-1.7 倍。
塑料制品的结构设计规范塑料制品在现代生活中已经成为了不可或缺的一部分,随处可见的塑料制品的使用使人们的生活更加便捷和美好。
为了保证塑料制品的质量和功能,制品的结构设计至关重要。
本文将从材料选择、结构设计和工艺控制三个方面阐述塑料制品的结构设计规范。
一、材料选择塑料制品的材料选择直接影响着塑料制品的使用寿命、强度和耐热性等性能指标。
在选择塑料制品的材料时,应该综合考虑材料的物理和化学性能,场所和使用环境等多方面的因素。
一般而言,工程塑料比通用塑料具有更好的机械性能、化学稳定性和耐热性,比如PC、ABS等工程塑料。
二、结构设计1、合理的壁厚设计塑料件的壁厚是指制品壁厚与外径或内径的比值。
塑料制品的壁厚应该尽可能的薄,并且均匀一致。
因为塑料的热导率很低,导热性差,如果部分壁厚过厚,会造成热应力,导致塑料制品变形或开裂。
所以,在设计塑料制品的壁厚时,需根据使用场合、力学要求以及成本等因素进行综合考虑。
2、结构的可靠性和安全性设计结构时需充分考虑结构的可靠性和安全性,既要满足使用的要求,又要尽可能的减小结构的体积和材料消耗。
此外,结构设计时还应该考虑未来可能出现的一些异常情况,如使用环境的变化、超负荷的物理作用和力学应力等因素都应该在结构设计中进行考虑。
三、工艺控制优秀的结构设计标准是塑料制品质量保证的前提,但良好的生产工艺过程也是确保质量的关键。
生产过程中应该选择先进的生产工艺技术,如模具设计、注塑机选型和注射参数的调控等。
此外,应该做好产品的标准化、精细化生产和检验工作,以确保产品品质达到标准。
综上所述,塑料制品的结构设计对产品质量至关重要,必须遵循一定的规范和标准进行设计和制造。
同时,在生产过程中也需要遵循简单、精细、标准化、自动化和人性化原则。
一旦遇到质量问题,企业应该采取积极有效的措施,及时处理,以免造成不必要的损失和影响公司声誉。
编号:ZSJSG.008-2004塑料件设计规范编制:校对:审核:审定:标准化:批准:重庆宗申技术研究开发有限公司年月日编 号:ZSJSG.008-2004塑料件设计规范一、范围本标准规定了摩托车、通用农业机械塑料零件的(用热塑性塑料如ABS 、PP 、PC 、PVC 、PMMA 、PA1010和热固性塑料如UP 制成的零部件)的设计规范、技术要求。
本标准适用于宗申产业集团生产的摩托车塑料件(包括摩托车发动机塑料件)和通用机械塑料件。
二、名称、术语2.1三、 示意图(以186项目为例)前转向灯挡风玻璃 座垫油箱后车体前侧盖下护板四. 结构特征及分类4.1结构特征4.1.1塑料零件的普通结构特征:重量轻,比强度(单位质量的力学强度)高、电气性能优异、化学稳定性好,具有较好的弹性,易成型。
主要使用注塑模具在注塑机上压制而成,因此对成型模具有较高的要求等等。
4.1.2摩托车、通机塑料件因为外观造型活跃、车身结构复杂、空间有限等特点,所以零件结构复杂、容易起翘变形,对表面质量要求高。
4.1.3对塑料件而言,合理的加工工艺、高效率的设备、先进的模具是必不可少的三项重要因素,其中尤以塑料成型模具起着决定性的作用。
而决定模具制造的很重要的一点就是数据的设计。
所以,塑料件数据的设计质量要求较高。
4.2分类4.2.1 根据塑料件的装配位置(外观要求)可分为覆盖件和非覆盖件;4.2.2 摩托车覆盖件根据造型的特点,也可按车型分类:骑式车、弯梁车、踏板车等。
其中踏板车、弯梁车使用了大量的塑料覆盖件。
五、常用材料及其主要化学成份和机械性能5.1 摩托车、通机常用的塑料主要是热塑性塑料,如ABS、PP、PA、PMMA、PVC、PC等;同时也使用了少量的热固性塑料如UP等。
5.2 摩托车、通机常用塑料的机械性能、成型特点见表1,综合性能见表2、表3。
表1 摩托车、通机常用塑料的机械性能、成型特点表2 摩托车、通机常用热塑性塑料的综合性能六、技术要求及选择范围(含热处理、表面处理、性能参数、加工表面粗糙度、装配要求)6.1 材质性能要求应符合表2和表3的要求。
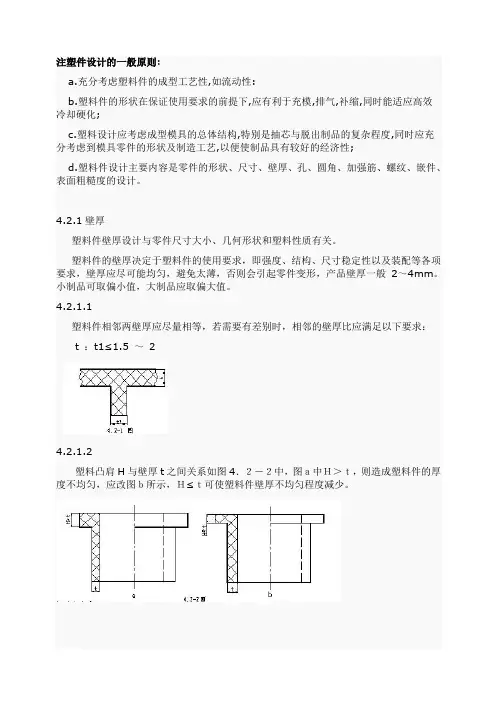
注塑件设计的一般原则:a.充分考虑塑料件的成型工艺性,如流动性:b.塑料件的形状在保证使用要求的前提下,应有利于充模,排气,补缩,同时能适应高效冷却硬化;c.塑料设计应考虑成型模具的总体结构,特别是抽芯与脱出制品的复杂程度,同时应充分考虑到模具零件的形状及制造工艺,以便使制品具有较好的经济性;d.塑料件设计主要内容是零件的形状、尺寸、壁厚、孔、圆角、加强筋、螺纹、嵌件、表面粗糙度的设计。
4.2.1壁厚塑料件壁厚设计与零件尺寸大小、几何形状和塑料性质有关。
塑料件的壁厚决定于塑料件的使用要求,即强度、结构、尺寸稳定性以及装配等各项要求,壁厚应尽可能均匀,避免太薄,否则会引起零件变形,产品壁厚一般2~4mm。
小制品可取偏小值,大制品应取偏大值。
4.2.1.1塑料件相邻两壁厚应尽量相等,若需要有差别时,相邻的壁厚比应满足以下要求:t :t1≤1.5 ~24.2.1.2塑料凸肩H与壁厚t之间关系如图4.2-2中,图a中H>t,则造成塑料件的厚度不均匀,应改图b所示,H≤t可使塑料件壁厚不均匀程度减少。
4.2.2过渡圆角为了避免应力集中,提高强度和便于脱模,零件的各面连接处应设计过渡圆角。
零件结构无特殊要求时,在两面折弯处应有圆角过渡,一般半径不小于0.5~1mm,R≥t。
4.2.2.1内外圆角半径零件内外表面的拐角处设计圆角时,应保证零件壁厚均匀一致,图中以R为内圆角半径,R1为外圆角半径,t为零件的壁厚.4.2.3加强筋为了确保零件的强度和刚度,而又不使零件的壁厚过大,避免零件变形,可在零件的适当部位设置加强筋。
4.2.3.2设计加强筋时,应使中间筋低于外壁0.5~1mm,以减少支承面积,达到平直要求。
4.2.4孔的设计孔的周壁厚会影响到孔壁的强度。
孔口与塑件边缘间距离a不应小于孔径,并不小于零件壁厚t的0.25倍。
孔口间的距离b不宜小于孔径0.75倍,并不小于3mm。
4.2.4.1 孔的周壁厚H和突起部分的壁厚c和高度h、h与c之比不能超过3,如图内螺纹直径不能小于2mm,外螺纹直径不能小于4mm.螺距不小与0.5mm.螺纹的拧合长度一般不大于螺纹直径的1.5倍,为了防止塑料螺纹的第一扣牙崩裂,并保证拧入,必须在螺纹的始端和末端留有0.2~0.8mm的圆柱形.并注意:塑料件螺纹不能有退刀槽,否则无法脱模。

塑料零部件的通用技术规范和要求详解General Technical Requirements for Plastic PartsPlastic parts play a vital role in various industries, ranging from automotive to electronics. To ensure the quality and functionality of plastic parts, there are several general technical requirements that need to be met.1. Material Selection: The choice of plastic material is crucial in determining the performance and durability of plastic parts. Factors such as mechanical properties, chemical resistance, and temperature resistance should be considered when selecting the appropriate material.2. Dimensional Accuracy: Plastic parts should meet specific dimensional tolerances to ensure proper fit and function. This requires precise design and manufacturing processes, including injection molding or 3D printing.3. Surface Finish: The surface finish of plastic parts affects not only their appearance but also their performance. Smoothsurfaces are desirable to prevent friction and improve aesthetics.4. Strength and Durability: Plastic parts should possess sufficient strength and durability to withstand the intended application. This involves considering factors such as load-bearing capacity, impact resistance, and fatigue life.5. Environmental Compatibility: Plastic parts should be designed to be environmentally friendly, considering factors such as recyclability, biodegradability, and the use of eco-friendly materials.6. Assembly and Integration: Plastic parts often need to be assembled or integrated with other components. Compatibility, ease of assembly, and proper integration should be considered to ensure seamless operation.7. Regulatory Compliance: Plastic parts should adhere to applicable regulations and standards, such as safety requirements and material restrictions.中文回答:塑料件通用技术要求塑料件在各个行业中起着重要的作用,从汽车到电子产品都有使用。
第一章 塑料制品的结构设计塑料制品的结构设计又称塑料制品的功能特性设计或塑料制品的工艺性。
§1.1 塑料制品设计的一般程序和原则 1.1.1 塑料制品设计的一般程序1、详细了解塑料制品的功能、环境条件和载荷条件2、选定塑料品种3、制定初步设计方案,绘制制品草图(形状、尺寸、壁厚、加强筋、孔的位置等)4、样品制造、进行模拟试验或实际使用条件的试验5、制品设计、绘制正规制品图纸6、编制文件,包括塑料制品设计说明书和技术条件等。
1.1.2 塑料制品设计的一般原则1、在选料方面需考虑:(1) 塑料的物理机械性能,如强度、刚性、韧性、弹性、吸水性以及对应力的敏感性等;(2) 塑料的成型工艺性,如流动性、结晶速率,对成型温度、压力的敏感性等;(3) 塑料制品在成型后的收缩情况,及各向收缩率的差异。
2、在制品形状方面:能满足使用要求,有利于充模、排气、补缩,同时能适应高效冷却硬化(热塑性塑料制品)或快速受热固化(热固性塑料制品)等。
3、在模具方面:应考虑它的总体结构,特别是抽芯与脱出制品的复杂程度。
同时应充分考虑模具零件的形状及其制造工艺,以便使制品具有较好的经济性。
4、在成本方面:要考虑注射制品的利润率、年产量、原料价格、使用寿命和更换期限,尽可能降低成本。
§1.2 塑料制品的收缩塑料制品在成型过程中存在尺寸变小的收缩现象,收缩的大小用收缩率表示。
%10000⨯-=L LL S 式中S ——收缩率;L 0——室温时的模具尺寸; L ——室温时的塑料制品尺寸。
影响收缩率的主要因素有:(1) 成型压力。
型腔内的压力越大,成型后的收缩越小。
非结晶型塑料和结晶型塑料的收缩率随内压的增大分别呈直线和曲线形状下降。
(2) 注射温度。
温度升高,塑料的膨胀系数增大,塑料制品的收缩率增大。
但温度升高熔料的密度增大,收缩率反又减小。
两者同时作用的结果一般是,收缩率随温度的升高而减小。
(3) 模具温度。
通常情况是,模具温度越高,收缩率增大的趋势越明显。
塑料零件设计规范(ISO9001-2015)1.0目的与范围塑料件设计主要内容是零件的形状、尺寸、壁厚、孔、圆角、加强筋、螺纹、嵌件、表面粗糙度的设计。
充分考虑塑料件的成型工艺性,塑料设计应考虑成型模具的总体结构,特别是抽芯与脱出制品的复杂程度,同时应充分考虑到模具零件的形状及制造工艺,以便使制品具有较好的经济性。
本规范适用于公司产品中使用的塑料件。
2.0相关标准QJ/T 10628-1995 塑料制件尺寸公差3.0常用塑料件的材料特性及选用3.1 常用塑料件的材料名称及主要特性a) ABS:为丙烯腈(A)、丁二烯(B)和苯乙烯(S)共聚物,具有良好的综合机械性能,易于成型,使用温度-40℃~100℃,广泛用作外观件和一般结构件。
有耐候ABS、阻燃ABS、增强ABS、抗静电ABS,ABS/PC合金等;b) HIPS:改性聚苯乙烯,目前已部分取代ABS材料,对放射线的抵抗力在所有塑料中最强,使用温度-30℃~80℃,HIPS表面硬度、冲击强度、弯曲强度较ABS有轻微的降低,脆性易裂,设计时应特别注意防止开裂。
有阻燃HIPS、增强HIPS、高光HIPS;c) PP:聚丙烯,机械性能好,特别是刚性及延展率好,耐高温,可在120℃下长期使用,耐磨性稍差,收缩率大,易产生缩孔、凹痕、变形等缺陷,注塑件尺寸精度难保证。
有改性PP、耐候PP,PP+波纤;d) PC:聚碳酸酯,综合性能良好,透光率高,耐高温,可在130℃下长期使用,但耐疲劳强度低,容易开裂,常用作透明件或装饰件。
有阻燃PC、增强PC;e) PA:聚酰胺(尼龙),机械性能优良,是一种自润滑材料,长期使用温度不超过80℃,注塑件尺寸精度难保证,易产生缩孔、凹痕、变形等缺陷,常用作传动件和耐磨件如轴承、齿轮、凸轮、滑轮、衬套、铰链等。
f) POM:聚甲醛,机械性能优异,长期使用温度为100℃,注塑件尺寸稳定性较好,可制造较精密的零件,能替代钢、铜、铝、铸铁等金属材料制件。
塑料产品设计规范一、塑料及塑料模的基本概念1.1 塑料的分类及性能塑料的品种很多,可以按其组成、性质和用途等对它们进行分类。
1.1.1 依据其热性能分类按照热性能塑料可以分为热塑性塑料和热固性塑料两类。
塑料受热熔融,冷却后凝固,再次加热又可软化熔融,重新制成产品,这一过程可以反复进行多次,而材料的化学结构基本上不起变化,称之为热塑性塑料。
常用的热塑性塑料有:聚乙烯、聚丙烯、聚苯乙烯、聚氯乙烯等。
在一定温度下能变成粘稠状态,但是经过一定时间加热塑制成形后,不会因再度加热而软化熔融。
这是因为在成形过程中聚合物分子之间发生了化学反应,形成了交联网状结构,使之成为不熔的固态,所以只能塑制一次,称为热固性塑料。
常用的热固性塑料有:酚醛树脂、环氧树脂、有机硅塑料等。
1.1.2 依据其用途分类按用途不同塑料可以分为通用塑料、工程塑料和特种塑料。
一般把价格低、产量大、用途广而受力不大的,常用于制造日用品的塑料称为通用塑料。
例如:聚乙烯、聚丙烯、聚氯乙烯、酚醛、聚苯乙烯等等。
把机械强度高、刚性大的,常用于取代钢铁或有色金属材料制造机械零件或工程结构受力件的塑料称为工程塑料。
例如:聚砜、聚酰胺、聚碳酸酯、聚醚酮等等。
另外,将一些具有特殊功能的塑料,称为特种塑料。
例如:导电的聚乙炔、耐高温的聚芳砜等。
随着聚合物合成技术的发展,塑料可以通过采取各种措施来改进性能和增加强度,从而制成新颖的塑料品种。
1.2 塑料成形方法及塑料的种类1.2.1 塑料的成形方法1.注射成形:注射成形技术是据压铸原理发展起来的,是目前塑料加工中最普遍采用的方法之一。
注射成形是间歇操作,成形周期短,生产效率高,产品种类繁多,生产灵活。
其制品已占塑料制品总产量的30%以上。
注射成形的工艺原理是将颗粒状塑料原料置于塑料注射成形机内并加热熔化,通过压力作用注射到模具内定型,经过一段时间冷却后取出制品。
2.吹塑成形:吹塑成形是目前塑料成形生产的主要方法,它包括挤出吹塑,如吹塑薄膜;中空吹塑,如吹塑中空的塑料容器等。
塑料产品设计规范塑料是一种广泛应用于日常生活和工业生产中的材料。
塑料产品设计规范的主要目的是确保塑料制品在使用过程中不会出现问题,同时提供标准化的设计和制造流程。
首先,塑料产品设计规范指导着设计师如何选择适合的塑料材料。
不同的塑料材料具有不同的特性,如强度、耐热性、耐腐蚀性等。
根据产品的用途和环境条件,选择合适的塑料材料非常重要,以确保产品的稳定性和耐用性。
其次,塑料产品设计规范规定了产品的尺寸和壁厚的设计要求。
在塑料制品的设计过程中,尺寸和壁厚的选择都会对产品的性能产生重要影响。
太薄的壁厚会影响产品的强度和耐用性,而太厚的壁厚则会增加成本和材料的浪费。
另外,规范还要求产品的结构设计合理。
塑料产品的结构设计应尽量避免薄弱区域和应力集中。
通过合理的结构设计,可以提高产品的强度和稳定性,减少因材料破裂或变形而导致的损坏。
此外,配件和连接件的设计也是塑料产品设计规范的重要内容之一、配件和连接件是塑料制品的重要组成部分,必须确保其稳固和安全。
规范要求使用合适的连接方式,并对连接强度和可靠性进行要求。
最后,塑料产品设计规范还包括对塑料制品表面处理和装饰的要求。
塑料制品的表面处理可以改善产品的外观和质感,同时还可以提高表面的抗氧化、耐磨损和耐化学腐蚀性能。
在进行表面处理和装饰时,规范要求必须符合相关的环保标准,避免对环境造成污染。
总之,塑料产品设计规范对确保塑料制品的质量和使用安全非常重要。
遵守规范可以帮助设计师选择适合的塑料材料、优化产品的尺寸和结构设计以及保证配件和连接件的质量。
只有遵守规范并进行有效的质量控制,才能生产出具有高质量和可靠性的塑料产品。
塑料件通用设计规范
(发布日期:2011-05-7)
1范围
本规范适用于空调器产品中使用的塑料件,其他产品可参考使用。
2相关标准
2.1塑料材料标准
见企业标准05原材料
2.2塑料件公差标准
QJ/T 10628-1995 塑料制件尺寸公差
3常用塑料件的材料特性及选用
3.1常用塑料件的材料名称及主要特性
a)ABS:为丙烯腈(A)、丁二烯(B)和苯乙烯(S)共聚物,具有良好的综合机械性能,易于成型,
使用温度-40℃~100℃,广泛用作外观件和一般结构件。
有耐候ABS、阻燃ABS、增强ABS、抗静电ABS,ABS/PC合金等;
b)HIPS:改性聚苯乙烯,目前已部分取代ABS材料,对放射线的抵抗力在所有塑料中最强,使用温度
-30℃~80℃,HIPS表面硬度、冲击强度、弯曲强度较ABS有轻微的降低,脆性易裂,设计时应特别注意防止开裂。
有阻燃HIPS、增强HIPS、高光HIPS;
c)PP:聚丙烯,机械性能好,特别是刚性及延展率好,耐高温,可在120℃下长期使用,耐磨性稍差,
收缩率大,易产生缩孔、凹痕、变形等缺陷,注塑件尺寸精度难保证。
有改性PP、耐候PP,PP+波纤;
d)PC:聚碳酸酯,综合性能良好,透光率高,耐高温,可在130℃下长期使用,但耐疲劳强度低,
容易开裂,常用作透明件或装饰件。
有阻燃PC、增强PC;
e)PA:聚酰胺(尼龙),机械性能优良,是一种自润滑材料,长期使用温度不超过80℃,注塑件尺寸
精度难保证,易产生缩孔、凹痕、变形等缺陷,常用作传动件和耐磨件如轴承、齿轮、凸轮、滑轮、衬套、铰链等。
f)POM:聚甲醛,机械性能优异,长期使用温度为100℃,注塑件尺寸稳定性较好,可制造较精密的
零件,能替代钢、铜、铝、铸铁等金属材料制件。
3.2材料选用:
a)外观件:选用机械性能良好、尺寸稳定性及外观质量好的塑料,有ABS、HIPS;
b)内部一般结构件:选用机械性能良好、尺寸稳定性的塑料,有ABS、PS、PP;
c)透光及装饰件:要求塑料具有较高的透光度及透明度,有ABS、PC、PVC、AS;
d)耐磨擦件:选用机械性能优良的塑料,有POM、PA;
e)电控电器结构件:要求阻燃,并具有一定的强度,有阻燃ABS、阻燃PP;
f)薄膜料:PVC、PE、PP;
g)板材和管材:PVC、PE、PP、ABS。
4塑料件设计的基本要求
4.1选择材料特性适合的塑料
a)材料的机械性能,如强度、刚性、韧性、弹性;
b)材料的热变形温度或长期使用的温度;
c)注塑成型的收缩率;
d)注塑成型的工艺性。
4.2外观质量控制
a)外观表面应平整光滑,尽量避免存在尖角边缘;
b)模具分型面避免设计在明显的外观表面;
c)外观表面内部的加强筋要严格控制,其厚度不能大于壁厚的1/2,高度取矮些(尽量不大于壁厚);
d)若外观表面具有较厚的内部结构,为了避免外观表面收缩,应将内部结构较厚的根部减薄至不大于
壁厚的1/2。
4.3确定合适的壁厚
a)满足强度、结构、安全、尺寸稳定性以及装配等要求;
b)壁厚应均匀,以减少塑料件的内应力。
通常壁厚取2~3.5mm,相邻壁厚变化不宜超过20%。
当壁厚
必须不均匀时,应平缓的斜面过渡,避免突变。
c)壁厚太薄会造成塑料件的强度和刚度不足,受力后易产生翅曲变形;
d)壁厚过大,不但会增加成本,还容易产生局部收缩、缩孔、翅曲等不良现象。
4.4增加强度
a)采用较高冲击强度和机械性能良好的塑料;
b)塑料件的壁厚不能太薄;
c)设置加强筋和增加边框;
d)消除塑料件上直角和尖角,采用圆角连接或过渡。
4.5减小变形
a)壁厚合适且均匀;
b)盒、盆、角等塑料件的上口容易变形,须设置边框加强;
c)箱体类塑料件的底部容易变形,宜用凹凸变形或加框的方法改善;
d)不对称的塑料件,因收缩不均匀、容易变形,采用近似于对称的设计能防止变形。
4.6防止开裂
a)直角和尖角改为圆角;
b)结构边缘周围加框;
c)孔与孔、孔与边壁之间应保持足够的距离,孔与孔的最小距离应不小于壁厚的2倍,孔与边壁之间
最小距离应不小于1.5~3mm(大孔取大值);
d)孔柱的高度不宜过大,孔柱外径也不宜过小。
4.7支承面的设计
a)对较大平面的支承面,不能以整个底面作为支承面,应采用边框或底脚作为支承面,一般用几个凸
起的底脚或3个以上支承点来支承;
b)当底部有加强筋时,加强筋的端面不应与支承面平齐,必须要有一定的间隙。
4.8螺孔孔径尺寸
a)装ST2.9螺钉,孔径应为Ф2.2~2.3mm;
b)装ST3.9螺钉,孔径应为Ф3.2~3.3mm;
c)脆性材料螺孔孔径取大值;
d)螺孔孔口应具有45°倒角及深0.5~1mm的沉孔。
4.9加强筋
a)尺寸不宜过大,以矮一些、多一些为好,可将大的加强筋改
成几条小的加强筋;
b)加强筋布置的方向应尽量与注塑时熔体流动的方向一致;
c)加强筋的端面不应与塑料件的支承面平齐,应留一定的间隙。
4.10尺寸精度
a)保证设计基准与定位基准和测量基准重合;
b)精度要求较高的尺寸公差,注意应包括脱模斜度;
c)标注尺寸公差时尽可能用标准《SJ/T10628-95塑料制件尺寸公差》规定的公差;
d)影响塑料件尺寸精度的因素有
(a)脱模斜度;
(b)塑料收缩率的波动;
(c)模具制造精度;
(d)注塑工艺;
(e)模具尺寸的磨损;
4.11表面粗糙度:
a)取决于模具型腔的表面粗糙度、塑料材料、成型工艺等;
b)塑料件的表面粗糙度比模具的表面粗糙度低一级;
c)通常塑料件的外表面粗糙度高于内表面;
d)透明塑料件的内外表面粗糙度应一致。
5塑料件设计的工艺性要求
5.1简化塑料件的形状
a)塑料件的形状应力求简单,有利于开模时取出塑料件;
b)便于模具制造,减少模具抽芯, 尽量避免出现侧壁凹槽或与脱模具方向不同的孔槽;
c)有利于充模流动、排气、补缩,以提高注塑工艺性;
d)塑料件上的槽不要成为薄刃和薄壁形状,以延长模具使用寿命;
e)尽量设计为对称或近似对称的外形,但这样设计在装配时可能出现反装错误,因此设计时两端的装
配定位结构应有所不同,保证不会造成装配时的反装错误;
f)塑料件上的文字、符号和花纹尽量采用凹坑凸字,凹坑深度应大于凸字的高度,凸字高度不小于
0.2mm,宽度不小于0.3mm(以0.8mm为宜)。
5.2脱模斜度
a)塑料件的内外表面,在脱模方向必须设计足够的脱模斜度;
b)脱模斜度与塑料性能、塑料件的形状大小有关,硬脆性、收缩率大、形状复杂的脱模斜度大;
c)对于精度越高、尺寸大、形状简单、容易脱模、收缩率小、壁厚越小的表面,脱模斜度应取小值;
d)脱模斜度通常为0.5°~1.5°,表面需哑光处理为2°~4°,表面需皮纹处理为4°~6°;
e)若脱模斜度不影响产品装配及使用,应将脱模斜度值取得大些;
f)塑料件外观表面、外观配合间隙、有定位配合要求、脱模面较大等处,三维设计时必须设计出脱模
斜度,以免因模具设计时才设计脱模斜度而影响外观、定位、配合、或产生装配干涉等。
5.3圆角设计
a)除特殊要求外,所有内转角尽可能设计成圆角过渡;
b)圆角半径R为塑料件壁厚的1/4~1/3,一般R≥0.5mm;
c)设计圆角有如下优点:
(a)避免应力集中,提高塑件强度;
(b)改善注塑时熔体在型腔中的流动性,有利于充满型腔;
(c)便于脱模;
(d)有利于模具制造,并能提高模具的强度和寿命。
5.4方便修模
a)尽量避免修模时补焊;
b)避免设计出现过定位和干涉等现象;
c)无配合要求的结构,要考虑到影响塑料件尺寸和精度的因素而加大配合间隙;
d)对于精密配合和紧配合的结构,也应预留适当的间隙,试模件准确测量后再修模控制其精密配合。
5.5装配工艺性
a)应充分考虑装配的可行性、可靠性及装配效率
b)互相装配的结构部位应尽量设计装配导向斜面和圆角;
c)设计合理的装配定位结构。