外饰塑料油箱盖设计技术规范标准
- 格式:doc
- 大小:376.00 KB
- 文档页数:14
汽车加油口盖总成(金属材质)设计与安装规范1范围木标准规定了汽卞加油口盖总成(金属材质>的结构概述、SτΓ⅛S'⅛≡求和安装调整。
木标准适用于木公司所冇金属材质加油口盖总成的汽7T产品β2规范性引用文件下列文件刘于木文件的应用雄必不可少的。
凡是注日期的引用文件,仪所注日期的版木适用于木文件.凡是不注日期的引用文件,其用新版木(包括所有的修改单)适用于木文件。
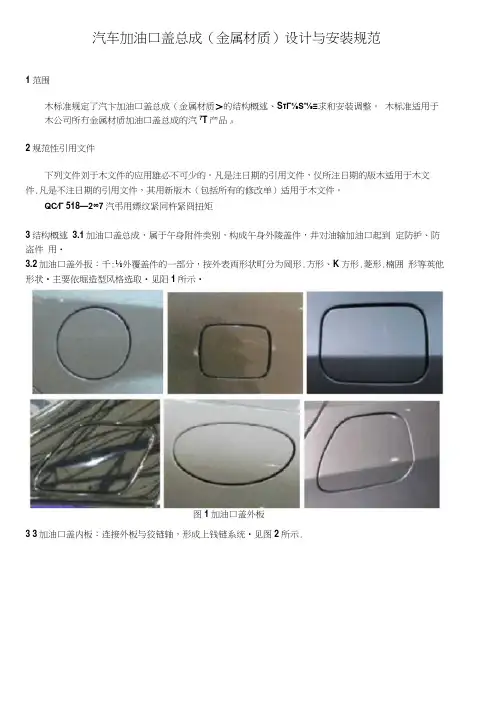
QC∕Γ 518—2∞7汽弔用嫖纹紧同杵紧冏扭矩3结构概述 3.1加油口盖总成,属于午身附件类别,构成午身外陵盖件,井对油输加油口起到定防护、防盗件用・3.2加油口盖外扳:千:⅛外覆盖件的一部分,按外表両形状町分为岡形.方形、K方形.菱形.楠囲形等英他形状•主要依堀造型风格选取•见阳1所示•图1加油口盖外板3 3加油口盖内板:连接外板与狡链轴,形成上钱链系统•见图2所示.图2加油口盖内板3 4铁谨底座:II t il定在侧開(或弔箱边板)总成匕为加油口外板提供支撐.具有一定的強度.见阳3.團3餃储底座3.5押黄:为开JS或关闭提供辅助儿一般为两种給棚螺•竪艸簧及乳黄片•见图4。
图4弹寰3.6饺链轴:构成旋转啊,通过包边等形式连接加油口盖内板耳饺链底座。
3.7加油口盖总成結构;一股来说,加油口盖总成由“外板①”、"內扳②”、“饺號底座③”、“饺链轴④”、“弾簧或者艸片⑤",“缓冲垫⑥”组成。
整个加⅛1 口盖隔定住“加油口盖安装座板⑦” 上,JaPl5.图6所示.图5典型加油口盖结构轴测图图6典型加油口盖结构断面图4设计原则与要求4. 1加油口盖外板4.1.1应以加油方便,空问便于操作为目的来设定,且应能在某一观察方向形成规则投彫.茉观人方, 不破坏整弔造型冈格.4.1.2 —般园形加油口盖宜径取14OmnI-160 mm之间,长方型则収20OmmXI50mm左右,此尺寸为建议尺寸,因受各年型外表而造型及选取位迓不同所阪,需视情况具休选取.4.1.3为使加油口盖关闭肓充略咸小风噪,加油口盖周边绻隙的上侧、前侧、后侧或其他易町见部位的内部应由侧外板或加油口盖安•装座板阻样・如图7所示,以阴州视线和行车过程中的高速气流.图7加油口盖外板翻边4.1.4加油口盖外板翻边给构耳内板连桜方式有关:a)焊接式结构:加油口盖翻边的设计影响到侧闱外板耳英配合的詡边旳度,进而◎响侧阳外板的成型工艺,因此加油口盖外板的翻边不允许出现冲压负角,而且翻边和侧倚外板的距离至少保证在25 mm以上:踊边的高度(从R切绽点算起)瓷焊点处一般在8mn∩-l0m m左右,非焊点处3 ∏≡左右,一般來说,加油口盖外板R介,一周都是等半径,取值建议1.5 mm-25 mmβb)斥合:⅛结枸:保证加油口盖外扳压合边在3 TniTTV5 m m之间.同时考虑ffl l*li⅛水缺口・用合处内板的边线到外板包边灯岡角的艮小间隙一fiS控制在1 mm-2 τnm<,4.2加油口盖内板加油口盖内板是加油口盖1血比较垂要的件•它连结外板、旋转轴和IM迢支架,同时又对加油口盖的丑度起主要作用.4.2.1与加油口盖外板的配合4. 2.1.1焊接式结构型面要求耳外板一致•目的是加强外板的刚度和强風焊按的地方.内板劇边l⅛∕⅛(不含闘勿)约为8mm∙叱外板稍低约Imnn非焊接血要保证和外板的间隙.一般间隙不小于3mπκ避免「涉片晌.焊接:一般来说,焊接武加油口盖的焊接处数不少于四处,靠近狡链轴和锁止的地方I:下各布轻一焊点,其他的地方,视加油□盖的人小酌情繼宦C焊点一般采用小焊钳,焊点熔核宜筈一般为4ιmn°内板定位:内板-•股设il定位平而和心6的定位孔'如图8∙$6従位孔・图8加油口盖内板结构4.2.1.2压合式结构斥仟边要求见4.1 (加油口盖外板设计).4.2 2与铉涟轴的配合内板与诙忧轴的连按采用卷圆包件结构,如果饺曲⅛的尺寸是(D±0∙2)mm,内板是(D±O.I)mm, 保证内板耳饺链轴不松动且弹黄自身的弾力把加油口盖护开一定加度.一殷为了保证卷边处的屎度,我们通常会在内板卷边处增加加強瓠另外,有些加油口盖总成为防止姣链轴与内板相对转动和窜动,任内板I.增加了佼进轴限位结构,如图9所示•图9加油口盖内板与餃借轴配合结构4. 2. 3与加油口盖安装座扳或侧围外板的配合4 2.3.1缓冲块的布宜;在加油口盖内板I:或加油口盖安装座板或侧用外板I••布迓缓冲块,目的進在加油口盖关闭的过程中,不让加油口≡-⅛fti±接触,阴止剳漆C址il时,保证埋论上缓M块耳配仟而建过更配合,过盈绘为0∙5 num —敝在庐离旋转轴位程相对较远的角的位两个。
编号代替密级商密×级▲汽车工程研究院设计技术规范塑料油箱盖设计技术规范Regulation of Flat,Fuel Fill Designing2006-09-30制订2006-10-30发布长安汽车工程研究院前言汽车的自主开发是中国汽车业健康发展的必经之路。
也是长安车的生存之本。
随着能源的紧缺,降低汽车自身的重量已经成为汽车销售的一大卖点,使得塑料材料的应用也越来越广泛;再加上消费者对外观要求的提高,也进一步使得塑料制品的应用成为一种时尚。
本规范就是在使用塑料油箱盖的前提下对其设计的思路进行探讨。
如有不正确的地方还请多多指教。
本规范由汽车工程研究院车身所负责起草;本规范由汽车工程研究院项目处进行管理和解释;本规范主要起草人员:苏建波、苏忠编制:校核:审定:批准:本规范的版本记录和版本号变动与修订记录塑料油箱盖设计技术规范1 适用范围本规范适用于长安汽车股份有限公司开发的乘用车、商用车塑料油箱盖(以下简称油箱盖)的设计。
本规范规定了塑料油箱盖在开发设计过程中应遵守一些基本原则和标准,规定了塑料油箱盖开发的一般过程、材料的选择、结构及生产工艺、涂装工艺等。
2 引用标准下列文件中的条款通过本规范的引用而成为本规范的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本规范。
GB11566—1995 轿车外部凸出物3 设计内容3.1 设计输入3.1.1 市场定位及设计任务书根据塑料油箱盖的控制形式一般可分为以下三类:1、电机自动式控制:此控制方式需要一个小的电机作为油箱盖的开关控制,操作简便,容易控制,但其价格昂贵,结构复杂,一般用于高档轿车上;2、手动拉索式控制:其控制方式是采用一根拉索进行开关控制,结构较为简单,价格比较适中,但零部件相对较多,适用于中档轿车;3、手拨式开关控制:此控制形式无需其他任何辅助设备,结构简单,价格低廉,但造型必须设计一个扣手结构,适用于低档经济型轿车。
汽车塑料燃油箱技术条件汽车塑料燃油箱技术条件1 范围本标准规定了乘用车塑料燃油箱的术语和定义、技术要求、试验方法、检验规则、标志、包装、运输和贮存等内容。
本标准适用于以汽油为工作介质的乘用车塑料燃油箱(以下简称燃油箱),以其它燃料为工作介质的塑料燃油箱参照执行。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB 17930 车用汽油GB 18296 汽车燃油箱安全性能要求和试验方法QC/T 572-1999 汽车清洁度工作导则测定方法3 术语和定义下列术语和定义适用于本标准。
3.1额定容量燃油箱设计参数中规定加注燃油的容积。
3.2塑料燃油箱固定于汽车上用于存贮燃油的独立箱体总成,本体采用塑料制作,由燃油箱本体、加油管、加油口、燃油箱盖、管接头及其他附属装置(例如:进气阀等)装配成的整体。
4 技术要求4.1 基本要求4.1.1 燃油箱应按经规定程序批准的图样和技术文件制造,并符合本技术条件的要求。
4.1.2 燃油箱应具有通过国家认证机构的产品认证书。
4.1.3 燃油箱外观应光滑,不得有划痕、开裂等缺陷。
4.1.4 燃油箱安全性能要求必须满足GB 18296的有关规定。
4.1.5 材料塑料燃油箱必须采用具有低渗透的EVOH为阻隔层、以HDPE为骨架、以改性LLDPE为粘结材料的多层共挤工艺制造。
4.1.6 壁厚要求燃油箱要求最小壁厚不得小于3.5mm,最大壁厚不得大于6mm。
4.1.7 清洁度要求燃油箱内部应保持清洁,按5.1进行试验,内部清洁度按质量计算每升额定容量不大于1.5mg。
4.2 燃油箱性能要求4.2.1 燃油箱总成蒸发污染物排放要求燃油箱按5.2进行试验,燃油箱蒸发污染物(即:碳氢化合物)排放量不得大于550mg。
4.2.2 燃油箱盖的密封性燃油箱按5.3进行试验,柴油箱盖的最大泄漏量不得大于20g/min,汽油箱盖不允许泄漏。
汽车一般塑料件设计标注标准1 主题内容与适用范围本标准规定了汽车一般塑料件通用技术条件。
本标准适用于汽车一般塑料制品,本标准不适用于已有公司产品标准的特殊塑料零件(如转向盘等)。
2 引用标准GB 8410 汽车内饰材料的燃烧特性GB 4457.3 机械制图字体QC/T 15 汽车塑料制品通用试验方法QCn 29017 汽车模制塑料零件的未注公差尺寸的极限偏差汽车塑料件耐振动试验方法汽车非金属材料零件人工耐候性试验方法汽车非金属材料零件曝露试验后外观评价方法汽车塑料件耐湿性试验方法汽车塑料件耐溶剂试验方法汽车塑料件耐冲击试验方法汽车塑料件耐摩擦色牢度试验方法汽车塑料件色差试验及评价方法汽车非金属制品检验一般规则3术语工矿特性码---一组由大写的汉语拼音字母和阿拉伯数字组成的表示塑料零件安装位置、使用工矿及特殊要求的分类码。
4零件分类及工矿特性码构成根据塑料零件的安装位置、使用工矿、特殊要求,对零件进行分类,并以工矿特性码定义。
工矿特性码构成4.2.1 装车位置根据零件在车上的位置处分为四类,分别用大写汉语拼音字母表示。
具体规定如下:A ——车身内部零件B ——车身外部零件C ——发动机舱内零件D ——底盘上零件4.2.2 光照根据零件的光照情况分为两种,用一位阿拉伯数字表示,具体规定如下:0 ——不受阳光照射1 ——受阳光照射4.2.3 温度根据零件的温度工况分为四种,用一位阿拉伯的数字表示,具体规定如下:0 ——温度不高工况,如门里板堵盖、轮罩、座椅调节手柄等。
1 ——较高温度工况,如仪表板下挡板、开关固定板、保险杠、灯圈、车门户板等。
2 ——高温工况,如仪表板上部零件、烟灰缸等。
3 ——特高温度工况4.2.4 特殊限定零件有特殊性能要求时,增加特殊限定码,特殊限定码由一位或一组大写汉语拼音字母组成。
具体规定如下:T ——装饰性:用于有装饰性要求的内饰及外装件F ——阻燃性:用于有阻燃要求的内饰件S ——冲击性:用于受冲击作用的零件,冲击性分为三种,具体规定如下:S ——普通冲击S1 ——中冲击S2 ——高冲击4.3 工况特性码在图样上的标注例:仪表板中下挡板ABS-AI该零件安装在车身内部(位置码为A),受阳光照射(光照码为1),在较高温度工况下工作(温度码为1),属内饰件(增加T),有阻燃要求(增加F),有抗中等冲击要求(增加S1)、其工况特性码为:AIITFSI 在图样材料中标注: ABS—AI EQC—300—93AIITFSI EQC—302—945 技术要求5.1 一般规定5.1.1 一般塑料零件必须符合本标准,并严格按经过规定程序批准的图样及有关技术文件制造。
湖南工学院塑料模课程设计说明书设计课题后油箱机械工程系系模具设计与制造专业班级学号设计人指导老师完成日期目录一:设计任务书………………………………………………二:设计说明书………………………………………………①塑料成型工艺分析………………………………………②塑料分型面位置的分析和确定…………………………③塑件型腔数量及排练方式的确定………………………④注射机的选择及工艺参数的校核………………………⑤浇注系统的设计与计算…………………………………⑥成型件的结构设计及力学计算………………………⑦模架选择或设计…………………………………………⑧导向机构的设计…………………………………………⑨脱模机构的设计…………………………………………⑩侧向分型抽芯机构的设计………………………………⑪温度调节系统的设计……………………………………⑫排气系统的设计…………………………………………⑬设计小结………………………………………………设计任务书一.设计题目后油箱注射成型模具的设计材质:PA1010塑料,箱体零件技术要求:所设计的模具应使成型塑料零件达到给定要求的精度,大批量生产。
塑料件平面图如下:二、原始数据1、AUTOCAD图2、尺寸公差按SJ1372-78,3级(参见塑料模设计资料一,表6-6),孔类尺寸为正公差,轴类尺寸为负公差3、各个加工面的光洁度相当与R。
1.64、生产批量为小批量。
三.设计目的课程设计是塑料模具设计课程重要的综合性与实践性教学环节。
课程设计的基本目的是:⑴综合运用塑料模具设计,机械制图、公差与技术测量、机械原理及零件、模具材料及热处理、木匠木制造工艺等等必修课程的知识,分析和解决塑料模具设计问题,进一步巩固,加深和拓宽所学的知识。
⑵通过设计实践,逐步树立正确的设计思想,增强创新意识和竞争意识,基本掌握塑料模具设计的一般规律,培养分析问题和解决问题的能力。
⑶通过计算、绘图和运用技术标准、规范、设计手册等有关设计资料,进行塑料模具设计全面的基本技能训练,为毕业设计打下一个良好的实践基础。
Q/CAF01 Array一汽轿车股份有限公司产品部发布Q/CAF01 0300 P-90-2009前 言为完善一汽轿车股份有限公司产品设计体系,标准化汽车用内外装饰塑料件的性能,以保证获得合格的产品质量,特制定此标准。
本标准由一汽轿车股份有限公司产品部提供。
本标准由一汽轿车股份有限公司产品部负责起草。
本标准主要起草人:刘忠宝。
汽车用内外装饰塑料件性能标准1 范围本标准给出了汽车用内外装饰塑料件性能的技术要求,对汽车用内外装饰塑料件性能的一般性能试验方法作出规定。
本标准适用于一汽轿车股份有限公司汽车用内外装饰塑料件的复验及质量控制。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
2.1 引用标准Q/CAF01 0300 P-71-2008 塑料零件的通用尺寸公差Q/CAF01 0300 B-41-2008 产品质量等级应用规则Q/CAF01 0300 T-56-2009 塑料试验方法Q/CAF01 0300 P-40-2008 轿车用皮革技术要求GB8410-2006 内饰件的可燃性ASTM D 2240 橡胶特性硬度计JIS K 2203 煤油JIS K 8150 酪酸盐JIS K 8355 醋酸JIS K 8594 石油产品苯JIS K 8680 甲苯JIS K 9019 12水磷化氢钠(试剂)JIS L 0804 评定颜色变化灰度JIS L 0805 评定污点灰度JIS L 0848 颜色附着和擦拭试验方法JIS Z 8703 试验标准气氛环境MES MN 400 汽车用纤维、地毯、无纺纤维MES MN 401 汽车用维尼仑3 术语和定义3.1 有效表面有效表面是指在使用状态下,正常方向可见的表面。
油箱盖的冲压模具设计,1 绪论近几年来,我国模具技术有了很大发展,模具设计与制造水平有了较大提高,大型、精密、复杂高效和长寿命模具的需求量大幅度增加,模具质量、模具寿命明显提高,模具交货期较前缩短,模具CAD/CAM技术也得到了相当广泛的应用。
1.1冲压的概念、特点及应用冲压是利用安装在冲压设备(主要是压力机)上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件(俗称冲压或冲压件)的一种压力加工方法。
冲压所使用的模具称为冲压模具,简称冲模。
冲压工艺与模具、冲压设备和冲压材料构成冲压加工的三要素,与机械加工及塑性加工的其它方法相比,冲压加工无论在技术方面还是经济方面都具有许多独特的优点。
主要表现如下。
(1) 冲压加工的生产效率高,且操作方便,易于实现机械化与自动化.(2)冲压时由于模具保证了冲压件的尺寸与形状精度,且一般不破坏冲压件的表面质量,而模具的寿命一般较长,所以冲压的质量稳定,互换性好,具有“一模一样”的特征。
(3)冲压可加工出尺寸范围较大、形状较复杂的零件,加上冲压时材料的冷变形硬化效应,冲压的强度和刚度均较高。
(4)冲压一般没有切屑碎料生成,材料的消耗较少,且不需其它加热设备,因而是一种省料,节能的加工方法,冲压件的成本较低。
冲压在现代工业生产中,尤其是大批量生产中应用十分广泛。
相当多的工业部门越来越多地采用冲压法加工产品零部件,如汽车、农机、仪器、仪表、电子、航空、航天、家电及轻工等行业。
在这些工业部门中,冲压件所占的比重都相当的大,少则60%以上,多则90%以上。
不少过去用锻造=铸造和切削加工方法制造的零件,现在大多数也被质量轻、刚度好的冲压件所代替。
因此可以说,如果生产中不谅采用冲压工艺,许多工业部门要提高生产效率和产品质量、降低生产成本、快速进行产品更新换代等都是难以实现的1.2冲压的基本工序及冲压的基本类型由于冲压加工的零件种类繁多,各类零件的形状、尺寸和精度要求又各不相同,因而生产中采用的冲压工艺方法也是多种多样的。
汽车塑料燃油箱总成技术条件1 范围本标准规定了塑料燃油箱总成(不包括GDI车型)的技术要求、试验方法与检验规则、标志、包装、运输、贮存及质量保证。
本标准适用于奇瑞汽车股份有限公司汽油车用塑料燃油箱总成(以下简称油箱)。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T2828.1-2003 计数抽样检验程序:第一部分:按接收质量限(AQL)检索的逐批检验抽样计划GB 17930 车用汽油GB 18351 车用乙醇汽油QC/T 572 汽车清洁度工作导则 测定方法70/221/ EEC 机动车辆及其挂车液体燃料箱和后防护装置Q/SQR.04.058-2008 汽车零部件标记要求Q/SQR.04.112 生产用件、销售备件包装标志要求Q/SQR.04.346 外协零部件物料条码编号原则Q/SQR.04.666 禁用和限用物质规范Q/SQR.04.667 塑料、橡胶零件的材料标识3 技术要求油箱应符合本标准规定要求,并按经规定程序批准的图纸及技术文件制造。
3.1 原料采用超高分子量聚乙烯汽车燃油箱专用料,符合Q/SQR.04.666。
3.2 油箱未注尺寸偏差极限要求3.2.1 外形尺寸偏差极限应符合表1的规定。
表1 外形尺寸和偏差极限外形尺寸0~50 50~100 100~200 200~500 500~800800~1000 1000~1500(mm)±0.5 ±1.5 ±3.0 ±4.0 ±5.0 ±6.0 ±8.0极限偏差(mm)3.2.2 安装尺寸及安装相对位置尺寸极限偏差应符合表2的规定。
表2 相对位置极限偏差0~50 50~100 100~200 200~500 500~800800~1000 1000~1500安装尺寸(mm)极限偏差±0.2 ±0.4 ±0.6 ±0.8 ±1.0 ±1.2 ±1.5 (mm)3.2.3 焊接和装配位置尺寸及极限偏差应符合表3的规定。
XX公司企业标准编号xxxx-xxxx汽车设计-汽车加油口盖设计校核规范模板XXXX发布汽车加油口盖设计校核规范1、范围本标准规定了汽车加油口盖设计校核规范的要求。
本标准适用于本公司汽车加油口盖设计校核。
2、规范性引用文件无。
3、概述加油口盖总成包括外板、内板、铰链加强板、弹簧片或螺旋弹簧、销轴等,零件明细见表1。
关闭状态下加油口盖在缓冲块、弹簧片和锁销的共同作用下实现固定。
开启到最大开度时通过转动页板上的突起实现限位。
表1 加油口盖明细4、加油口盖的人机工程校核加油口盖应保证拆装方便、固定可靠、方便拧开油箱盖进行加油操作等。
加油口盖的人机工程分析主要包括:加油口盖位置校核、加油口盖拆装工具接近性校核、油管拆装工具接近性校核、手操作空间校核和加油枪接近性校核等。
4.1 加油口盖位置的校核油管上加油口的位置应距离地面740毫米—880毫米(经验值),以方便加油操作。
如图1为某车型加油口位置距地面786mm。
4.2 加油口盖工具进出空间的校核加油口盖总成通过两个M6的螺栓(Q1840612)安装在油口盒上。
使用两个Φ16的圆柱对某车型进行校核,要求圆柱与油口盖加强板不干涉,如图2。
图2 加油口盖工具接近性校核4.3 油管拆装工具进出空间校核油管安装时从轮罩内抬升,安装面与轮罩上的油管安装面接触后,在车外油口盒处通过三个M6的螺栓(Q1840612)进行安装固定。
使用3个Φ16的圆柱对某车型进行校核,要求圆柱与油口盒不干涉,见图3。
图1 油管口距地面线高度图3 油管拆卸工具进出空间校核4.4 手操作空间校核加油操作时,操作者需要将手伸入油口盒内将油箱盖旋转开或者关闭,应此需要校核操作者手的操作空间,以确保能够方便操作。
使用通过油管中心的Φ100mm圆柱进行校核,要求该圆柱不能与钣金有任何干涉。
如图4。
——图4 手操作空间校核4.5 加油枪进出空间校核加油时,需要加油枪伸入加油管中,因此需保证加油枪的接近性。
第一章 塑料制品的结构设计塑料制品的结构设计又称塑料制品的功能特性设计或塑料制品的工艺性。
§1.1 塑料制品设计的一般程序和原则 1.1.1 塑料制品设计的一般程序1、详细了解塑料制品的功能、环境条件和载荷条件2、选定塑料品种3、制定初步设计方案,绘制制品草图(形状、尺寸、壁厚、加强筋、孔的位置等)4、样品制造、进行模拟试验或实际使用条件的试验5、制品设计、绘制正规制品图纸6、编制文件,包括塑料制品设计说明书和技术条件等。
1.1.2 塑料制品设计的一般原则1、在选料方面需考虑:(1) 塑料的物理机械性能,如强度、刚性、韧性、弹性、吸水性以及对应力的敏感性等;(2) 塑料的成型工艺性,如流动性、结晶速率,对成型温度、压力的敏感性等;(3) 塑料制品在成型后的收缩情况,及各向收缩率的差异。
2、在制品形状方面:能满足使用要求,有利于充模、排气、补缩,同时能适应高效冷却硬化(热塑性塑料制品)或快速受热固化(热固性塑料制品)等。
3、在模具方面:应考虑它的总体结构,特别是抽芯与脱出制品的复杂程度。
同时应充分考虑模具零件的形状及其制造工艺,以便使制品具有较好的经济性。
4、在成本方面:要考虑注射制品的利润率、年产量、原料价格、使用寿命和更换期限,尽可能降低成本。
§1.2 塑料制品的收缩塑料制品在成型过程中存在尺寸变小的收缩现象,收缩的大小用收缩率表示。
%10000⨯-=L LL S 式中S ——收缩率;L 0——室温时的模具尺寸; L ——室温时的塑料制品尺寸。
影响收缩率的主要因素有:(1) 成型压力。
型腔内的压力越大,成型后的收缩越小。
非结晶型塑料和结晶型塑料的收缩率随内压的增大分别呈直线和曲线形状下降。
(2) 注射温度。
温度升高,塑料的膨胀系数增大,塑料制品的收缩率增大。
但温度升高熔料的密度增大,收缩率反又减小。
两者同时作用的结果一般是,收缩率随温度的升高而减小。
(3) 模具温度。
通常情况是,模具温度越高,收缩率增大的趋势越明显。
编号代替密级商密×级▲汽车工程研究院设计技术规范塑料油箱盖设计技术规范Regulation of Flat,Fuel Fill Designing2006-09-30制订 2006-10-30发布长安汽车工程研究院前言汽车的自主开发是中国汽车业健康发展的必经之路。
也是长安车的生存之本。
随着能源的紧缺,降低汽车自身的重量已经成为汽车销售的一大卖点,使得塑料材料的应用也越来越广泛;再加上消费者对外观要求的提高,也进一步使得塑料制品的应用成为一种时尚。
本规范就是在使用塑料油箱盖的前提下对其设计的思路进行探讨。
如有不正确的地方还请多多指教。
本规范由汽车工程研究院车身所负责起草;本规范由汽车工程研究院项目处进行管理和解释;本规范主要起草人员:苏建波、苏忠编制:校核:审定:批准:本规范的版本记录和版本号变动与修订记录塑料油箱盖设计技术规范1 适用范围本规范适用于长安汽车股份有限公司开发的乘用车、商用车塑料油箱盖(以下简称油箱盖)的设计。
本规范规定了塑料油箱盖在开发设计过程中应遵守一些基本原则和标准,规定了塑料油箱盖开发的一般过程、材料的选择、结构及生产工艺、涂装工艺等。
2 引用标准下列文件中的条款通过本规范的引用而成为本规范的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本规范。
GB11566—1995 轿车外部凸出物3 设计内容3.1 设计输入3.1.1 市场定位及设计任务书根据塑料油箱盖的控制形式一般可分为以下三类:1、电机自动式控制:此控制方式需要一个小的电机作为油箱盖的开关控制,操作简便,容易控制,但其价格昂贵,结构复杂,一般用于高档轿车上;2、手动拉索式控制:其控制方式是采用一根拉索进行开关控制,结构较为简单,价格比较适中,但零部件相对较多,适用于中档轿车;3、手拨式开关控制:此控制形式无需其他任何辅助设备,结构简单,价格低廉,但造型必须设计一个扣手结构,适用于低档经济型轿车。
塑料加油口盖设计规范目录1. 概述1.1规范的主要目的1.2规范的主要内容2. 塑料加油口盖的功能和结构介绍2.1塑料加油口盖主要功能2.2 塑料加油口盖的结构形式3. 塑料加油口盖系统设计规范3.1 塑料加油口盖的材料及一般结构特征3.2塑料加油口盖的材料及一般结构特征结构设计规范流程3.2.1塑料加油口盖的布置位置3.2.2外观间隙和平度定义3.2.3塑料加油口盖轮廓尺寸定义3.2.4塑料加油口盖锁销的有效行程3.2.5塑料加油口盖锁销切入角3.2.6缓冲块布置3.2.7 塑料加油口盖排水孔布置3.2.8发动机附件的加油口帽与加油口盖外板直接的距离3.2.9塑料加油口盖与车身安装控制要求3.2.10轴线布置、典型截面绘制3.2.11加油口盖子系统及零部件检具及测量要求。
3.2.12加油口盖弹开机构与开启角度的设定3.2.13加油口盖燃油标签粘贴空间设计3.2.14 加油口帽存放结构设计3.2.15 加油口盖与车身安装结构4.塑料加油口盖设计流程5. 国内外法规要求及其他要求5.1 国家标准5.2国外标准5.3其他技术要求6. 塑料加油口盖试验标准6.1试验步骤介绍6.2 试验结果判定6.3 DVP模板7. 塑料加油口盖常见失效模式1. 概述1.1 规范的主要目的通过本次塑料加油口盖规范的整理和总结,梳理出塑料加油口盖共性结构设计及规范要求,引导车身加油口盖的结构设计,满足产品质量要求。
降低设计过程中失误,达到提升产品品质目的。
1.2 规范的主要内容该规范主要针对公司现有新车型的塑料加油口盖的开发过程中的知识积累概括,为今后开发车型提供指设计引导,通过规范塑料加油结构设计注意事项、结构设计一般性流程,设计校核及实验要求等,系统、全面地检查加油口盖在设计阶段可能存在的问题,及早发现,及早整改。
2. 加油口盖功能与结构介绍2.1 加油口盖的主要功能2.1.1 防盗:加油口盖需有锁止装置,按锁止位置不同可分为两种:a、加油口盖锁止:大部分车采取的锁止方式,直接通过锁销锁住加油口盖,这里有手动拉线开启和电控开启两种方式。