影响电火花线切割加工精度的因素有哪些.(优选)
- 格式:doc
- 大小:19.50 KB
- 文档页数:3

线切割精度1. 简介线切割是一种常见的加工方法,它使用高速脉冲电火花将工件上的材料剥离,从而实现精确的切割。
在线切割过程中,精度是一个非常重要的指标,它决定了切割结果的质量和工件的精确度。
本文将介绍线切割精度的概念、影响因素以及如何提升线切割精度。
2. 线切割精度的概念线切割精度是指实际切割尺寸与设计尺寸之间的偏差。
通常以毫米或微米为单位进行度量。
切割精度越高,偏差越小,切割结果越精确。
3. 影响线切割精度的因素3.1 电极材料电极是线切割过程中产生脉冲电火花的关键部件。
电极材料的选择将直接影响到线切割的精度。
一般情况下,使用高导电性和高熔点的材料作为电极,如铜、铜合金或钼等。
这些材料能够提供稳定的放电能量,同时抗氧化性能较好,有利于提升切割精度。
3.2 工作液工作液是线切割过程中的冷却剂和清洁剂,它对切割精度也有着重要的影响。
合适的工作液能够有效降低切割过程中的热影响区,避免工件变形和热损伤,提升切割精度。
一般常用的工作液有脱脂剂、冷却剂和去离子水等。
3.3 切割速度切割速度是指线切割时电极移动的速度。
切割速度过快会导致电火花的能量分散,切割精度下降;切割速度过慢则会造成过度烧蚀和加工时间过长。
因此,选择适当的切割速度是保证线切割精度的关键。
3.4 工件材料工件材料也是影响线切割精度的重要因素之一。
不同材料具有不同的导电性和熔点,对切割的要求也不同。
一般来说,导电性较好、熔点较高的材料更容易达到较高的切割精度。
4. 提升线切割精度的方法4.1 优化工艺参数合理调整工艺参数是提升线切割精度的关键。
通过调整切割速度、放电电流、放电时间等参数,可以获得更好的切割效果。
此外,对于不同材料的工件,还需要针对性地调整相应的工艺参数。
4.2 使用高精度设备选择高精度的线切割设备也是提升切割精度的重要手段。
高精度设备通常具有更高的稳定性和更精确的控制能力,能够保证切割精度的稳定性和可靠性。
4.3 定期维护和保养设备线切割设备的维护和保养对于保持切割精度至关重要。
影响线切割机床精度的因素在线切割机床加工中精度控制要注意以下几点:1、线切割机床一般误差一般是几丝,装夹,钼丝松紧对精度有影响。
2、线切割精度控制实在保证导轮、钼丝正常的前提下,主要是补偿值的选择。
3、线切割的精度主要由导轮、钼丝的张紧程度、钼丝的损耗、丝杠的间隙、以及编程的数据的正确输入等要素构成。
导轮不能摆动或跳动,精度要好。
钼丝张紧要适度,太松了钼丝会颤动,影响精度。
钼丝损耗了也会影响精度,0.18mm的钼丝,时间长了,会小好几丝,如果还按0.18mm的直径去编程,切出来必然会产生误差。
机床的丝杠间隙大了也会影响精度。
另外上下导轮之支架距离离工件太远,也会使钼丝抖动,影响切割精度。
编程时,给的偏移补偿量不合适,也会影响成活的精度。
一影响线切割加工工件表面质量的人为因素的控制与改善人为因素的控制与改善主要包括加工工艺的确定和加工方法的选择,这可以通过以下几点来实现:(1)合理安排切割路线。
该措施的指导思想是尽量避免破坏工件材料原有的内部应力平衡,防止工件材料在切割过程中因在夹具等的作用下,由于切割路线安排不合理而产生显著变形,致使切割表面质量下降。
例如:工件与其夹持部分的分离应安排在最后,使加工中刚性较好。
(2)正确选择切割参数。
对于不同的粗、精加工,其丝速和丝的张力应以参数表为基础作适当调整,为了保证加工工件具有更高的精度和表面质量,可以适当调高线切割机的丝张力,虽然制造线切割机床的厂家提供了适应不同切割条件的相关参数,但由于工件的材料、所需要的加工精度以及其他因素的影响,使得人们不能完全照搬书本上介绍的切割条件,而应以这些条件为基础,根据实际需要作相应的调整。
例如若要加工厚度为27mm的工件,则在加工条件表中找不到相当的情况,这种条件下,必须根据厚度在20mm~30mm间的切割条件做出调整,主要办法是:加工工件的厚度接近哪一个标准厚度就选择其为应设定的加工厚度。
(3)采用近距离加工。
为了使工件达到高精度和高表面质量,根据工件厚度及时调整丝架高度,使上喷嘴与工件的距离尽量*近,这样就可以避免因上喷嘴离工件较远而使线电极振幅过大影响加工工件的表面质量。

精密与特种加工试题库及参考答案一、名词解释:1.极性效应在电火花加工中,把由于正负极性接法不同而蚀除速度不同的现象叫极性效应。
2.线性电解液如NaCl电解液,其电流效率为接近100%的常数,加工速度v L和与电流密度i的曲线为通过原点的直线(v L=ηωi),生产率高,但存在杂散腐蚀,加工精度差。
3.平衡间隙(电解加工中)当电解加工一定时间后,工件的溶解速度vL和阴极的进给速度v相等,加工过程达到动态平衡,此时的加工间隙为平衡间隙Δb 。
4.快速成形技术是一种基于离散堆积成形原理的新型成形技术,材料在计算机控制下逐渐累加成形,零件是逐渐生长出来的,属于“增材法”。
5.激光束模式激光束经聚焦后光斑内光强的分布形式。
二、判断题:01.实验研究发现,金刚石刀具的磨损和破损主要是由于111晶面的微观解理所造成的。
(√)02.电解加工时由于电流的通过,电极的平衡状态被打破,使得阳极电位向正方向增大(代数值增大)。
(√)03.电解磨削时主要靠砂轮的磨削作用来去除金属,电化学作用是为了加速磨削过程。
(×)04.与电火花加工、电解加工相比,超声波加工的加工精度高,加工表面质量好,但加工金属材料时效率低。
(√)05.从提高生产率和减小工具损耗角度来看,极性效应越显著越好,所以,电火花加工一般都采用单向脉冲电源。
(√)06.电火花线切割加工中,电源可以选用直流脉冲电源或交流电源。
(×)07.阳极钝化现象的存在,会使电解加工中阳极溶解速度下降甚至停顿,所以它是有害的现象,在生产中应尽量避免它。
(×)08.电子束加工是利用电能使电子加速转换成动能撞击工件,又转换成热能来蚀除金属的。
(√)09.电火花线切割加工中,电源可以选用直流脉冲电源或交流电源。
(×)10.电火花加工是非接触性加工(工具和工件不接触),所以加工后的工件表面无残余应力。
(×)11.电化学反应时,金属的电极电位越负,越易失去电子变成正离子溶解到溶液中去。

一、判断题:( t )1、电火花中不可触摸电极,加工时产生的废物必须进行专业回收处理,不可直接排放地下水道。
( t )2、电火花线切割的速度常用mm2/min来表示( f )3、快走丝线切割加工中,电极丝的运丝速度越快越好。
( t )4、快走丝机床上丝过程中要打开上丝电极启停开关的目的是防止电极丝打折,保证电极丝有均匀的张力。
( t )5、电火花型腔加工中常采用石墨作为粗加工电极。
( f )6、若要加工10mm深的孔,则意味着加工到终点时点击底部与工件上表面相距10mm。
( f )7、电铸具有良好的复制精度,但机械性能差。
( f )8、电解磨削是一种复合加工,但材料的去除主要还是靠磨削加工。
( t )9、电子束加工主要用于打孔、焊接等热加工方面,离子束加工主要用于离子刻蚀、离子镀膜和离子注入等加工。
( f )10、超声加工是利用工具端面做超声频振动,通过磨料悬浮液加工硬脆材料的一种成形方法,其中的超声波是一种横波。
二、填空题:1、电火花放电过程大致可以分为以下几个阶段 ______ __,_________________________, _ ________ ,____ ______________。
2、电解磨削是由和相结合作用而进行加工的。
3、主轴自动进给调节系统的任务是保持一定的。
4、线切割的控制系统的主要作用是_____________________,_______________________。
5、在3B编程中,直线编程是以_ 为基准原点,而圆弧编程则以为原点。
6、激光具有__________、_______________相干性好,方向性好等特性。
7、在电化学加工中,使金属钝化的电解液有、等。
8、当一束光子的频率为___________时,会产生单色性好的激光发生受激辐射。
9、快速成型机按成型原理来分,主要分为:、、、四种类型。
10、影响超声加工速度、精度、表面质量的因素有:工具的材料及、进给压力、磨料的及磨料的浓度和工件的。

电火花线切割加工精度的影响解析电火花线切割是一种常见的金属加工方法,它利用电火花放电现象将金属工件的部分材料去除,从而实现对工件形状的切割和加工。
电火花线切割加工精度的高低直接影响着加工件的质量和尺寸精度。
下面将从加工条件、电极形状和工件材料等方面解析电火花线切割加工精度的影响。
首先,加工条件对电火花线切割加工精度有着重要的影响。
加工条件包括放电电压、放电电流、放电脉冲间隔时间、电极进给速度等参数。
正确选择和控制这些参数可以有效提高加工精度。
例如,适当增大放电电压和放电电流可以增强放电能量,加快金属材料的熔化和蒸发速度,从而提高线切割速度和加工精度。
而脉冲间隔时间的选择则直接影响放电的连续性和稳定性,过长或过短的脉冲间隔时间都会影响加工精度。
其次,电极形状也对电火花线切割加工精度有着重要的影响。
电极的形状直接决定了放电能量的集中和分布情况。
对于形状复杂的加工件,选择合适的电极形状可以提高加工精度。
通常情况下,电极需要与被加工物件保持一定的间隙,以便放电现象发生。
而电极的直径和圆滑度对加工精度也有重要影响,较小的电极直径和较高的圆滑度可以提高加工精度。
最后,工件材料也会对电火花线切割加工精度产生影响。
不同材料的导电性、熔点和耐火性等特性,对加工时的放电能量传输和材料去除产生直接影响。
对于导电性较好、熔点较低的材料,电火花线切割加工精度较高;而对于导电性较差、熔点较高的材料,加工精度较低。
为了提高对硬质材料的加工精度,可以采用提高电极直径或是增大放电能量的方式。
综上所述,电火花线切割加工精度的影响主要包括加工条件、电极形状和工件材料等方面。
正确选择和控制加工条件,选用合适的电极形状和适宜的工件材料,可以有效提高电火花线切割的加工精度。
在实际应用中,需要根据具体的加工要求和工件特性来进行调整和优化,以获得满足要求的加工精度。
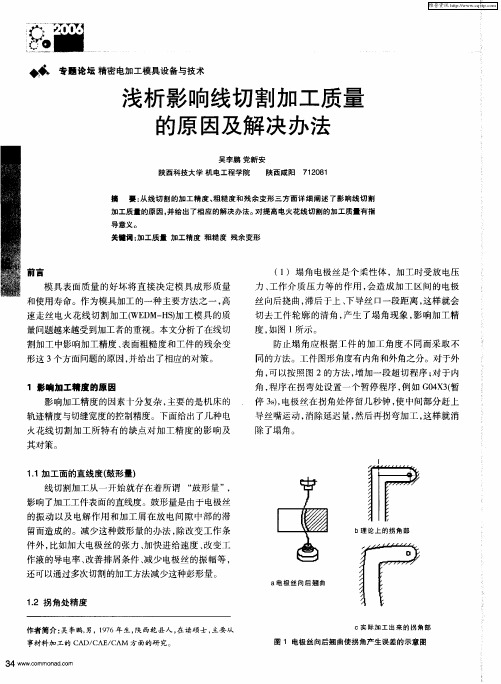
北京科技大学《现代加工技术》大作业2013年12 月15日电火花线切割加工各因素对工艺指标的影响分析如上图所示,电火花线切割加工工艺指标主要包括切割速度、表面粗糙度、加工精度,此外,放电间隙、电极丝损耗和加工表面变质层也是反映加工效果的重要指标。
在电火花线切割加工中影响工艺指标的因素很多,并且这些因素的影响是相互关联和相互矛盾的。
大体上可以初步分为与电相关的因素和非电因素的影响。
以下一一分析说明。
一、非电因素对加工工艺指标的影响1.电极丝材料、直径及速度:材料:采用钨丝加工时,加工速度比较高,但是在放电后丝质易变脆,容易断丝,所以实际应用不是很多,但是慢走丝在加工要求不是很高时可以使用。
相对钨丝,钼丝熔点低,抗拉强度低,但是韧性比较好,在骤冷骤热的恶劣环境中不容易断丝。
所以一般加工中多用0.1mm钼丝。
直径:随着直径的增大,走丝过程中相同时间相同脉冲下,直径越大去除的金属体积越多,从而加工速度越慢,加工精度越低。
电极丝直径大,切缝就宽,放电产物排除条件显然就会好,加工过程稳定。
不过电极丝粗,同时带来的问题是很难教工内尖角工件,加工精度会降低,同时切缝过宽速度也会下降。
电极丝直径小,很明显抗拉强度低,容易断丝,放电产物排除条件差,加工的稳定性不易保证,速度同样也提不上来。
不过精度却会有所提高。
电极丝速度:如图所示:对于快走丝在一定的加工条件下,随着丝速的增大加工速度提高,但是实践证明,当丝速由1.4m/s 上升到7-9m/s 时,走丝速度对加工速度影响很大,若继续增加丝速,切割速度反而会出现一个下降,这是因为排屑条件虽然改变,蚀除作用基本不变了,可是储丝筒一次排丝的运转时间减少,一定时间内换向次数明显多了,这就意味着非加工时间增大,所以加工速度反而会慢下来。
而对于慢走丝提高电极丝走丝速度,工作也容易被带入放电间隙,所以会提高速度,但当丝速达到某一值时,加工速度就会趋向稳定。
这是慢走丝这种加工方式本身的特点决定的,它因为平稳均匀才能得到良好的精度和粗糙度。
电火花考试题目及答案一、单项选择题(每题2分,共20分)1. 电火花加工的原理是利用()。
A. 机械力B. 电能C. 热能D. 光能答案:B2. 电火花加工中,电极材料通常不选择()。
A. 铜B. 石墨C. 钢D. 铝答案:D3. 在电火花加工中,脉冲电源的主要作用是()。
A. 提供稳定的电压B. 提供稳定的电流C. 控制脉冲的频率和宽度D. 调节电极与工件之间的距离答案:C4. 电火花加工中,影响加工精度的主要因素不包括()。
A. 脉冲宽度B. 脉冲间隔C. 电极材料D. 工件材料答案:D5. 电火花线切割加工中,导丝的移动方式是()。
A. 直线移动B. 往复移动C. 旋转移动D. 螺旋移动答案:B6. 电火花加工中,为了提高加工效率,应选择()。
A. 较小的脉冲宽度B. 较大的脉冲宽度C. 较小的脉冲间隔D. 较大的脉冲间隔答案:B7. 电火花加工中,为了提高加工表面质量,应选择()。
A. 较小的脉冲宽度B. 较大的脉冲宽度C. 较小的脉冲间隔D. 较大的脉冲间隔答案:A8. 电火花加工中,电极损耗主要取决于()。
A. 脉冲宽度B. 脉冲间隔C. 电极材料D. 工件材料答案:C9. 电火花加工中,为了减少电极损耗,可以采取的措施是()。
A. 增加脉冲宽度B. 减少脉冲间隔C. 提高脉冲频率D. 降低脉冲频率答案:D10. 电火花线切割加工中,导丝的张力应()。
A. 尽可能大B. 尽可能小C. 保持适中D. 无要求答案:C二、多项选择题(每题3分,共15分)11. 电火花加工的特点包括()。
A. 加工精度高B. 加工表面粗糙度低C. 可以加工硬质材料D. 可以加工脆性材料答案:A、C、D12. 电火花加工中,影响加工效率的因素包括()。
A. 脉冲宽度B. 脉冲间隔C. 电极材料D. 工件材料答案:A、B、C、D13. 电火花加工中,影响加工表面质量的因素包括()。
A. 脉冲宽度B. 脉冲间隔C. 电极材料D. 工件材料答案:A、B、C14. 电火花线切割加工中,影响加工精度的因素包括()。